车刀图示及角度表注方法
- 格式:ppt
- 大小:4.70 MB
- 文档页数:33
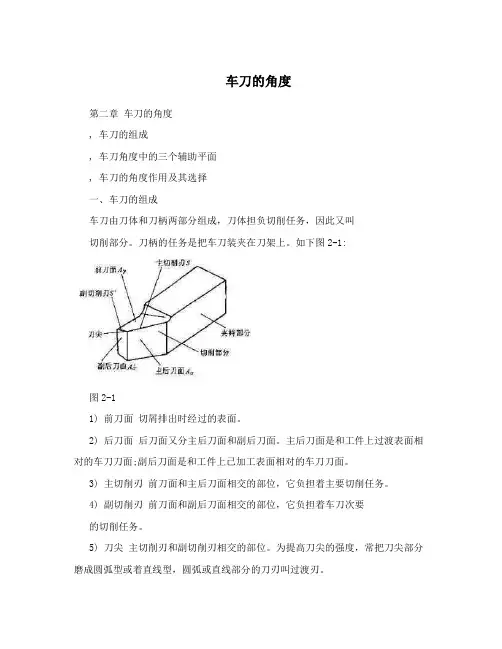
车刀的角度第二章车刀的角度, 车刀的组成, 车刀角度中的三个辅助平面, 车刀的角度作用及其选择一、车刀的组成车刀由刀体和刀柄两部分组成,刀体担负切削任务,因此又叫切削部分。
刀柄的任务是把车刀装夹在刀架上。
如下图2-1:图2-11) 前刀面切屑排出时经过的表面。
2) 后刀面后刀面又分主后刀面和副后刀面。
主后刀面是和工件上过渡表面相对的车刀刀面;副后刀面是和工件上已加工表面相对的车刀刀面。
3) 主切削刃前刀面和主后刀面相交的部位,它负担着主要切削任务。
4) 副切削刃前刀面和副后刀面相交的部位,它负担着车刀次要的切削任务。
5) 刀尖主切削刃和副切削刃相交的部位。
为提高刀尖的强度,常把刀尖部分磨成圆弧型或着直线型,圆弧或直线部分的刀刃叫过渡刃。
6) 修光刀副切削刃前段近刀尖处的一段平直刀刃叫修光刀。
装夹车刀时只有把修光刃与进给方向平行,且修光刃的长度大于进给量时才能起到修光工件表面的作用。
二、车刀角度标注中的三个辅助平面测量车刀角度的辅助平面,为较准确测量车刀的几何角度,假设了三个辅助平面,即切削平面,基面和截面。
如图示2-2:图2-21) 切削平面P过车刀主切削刃上一个选定点,并与工件过渡s表面相切的平面叫切削平面。
2) 基面P过车刀主切削刃上一个选定点,并与该点切削速度r方向垂直的平面叫基面。
3) 截面截面有主截面P和副截面P?之分。
过车刀主切削刃oo上一个选定点,垂直于过该点的切削平面与基面的平面叫主截面。
切削平面,基面和截面互相垂直,构成一个空间直角坐标系。
三、车刀角度及其选择如图2-3,车刀各角度都标出:图2-31、前角的选择1) 前角的作用a. 前角主要影响车刀的锋利程度,切削力的大小与切削变形的大小。
增大前角,则车刀锋利,切削力减小,切削变形小。
b. 影响车刀强度,受力情况和散热条件。
前角增大,车刀楔角减小,使刀头强度减小,散热体积减小,从而散热条件变差,易使切削温度升高。
c. 影响加工表面质量。
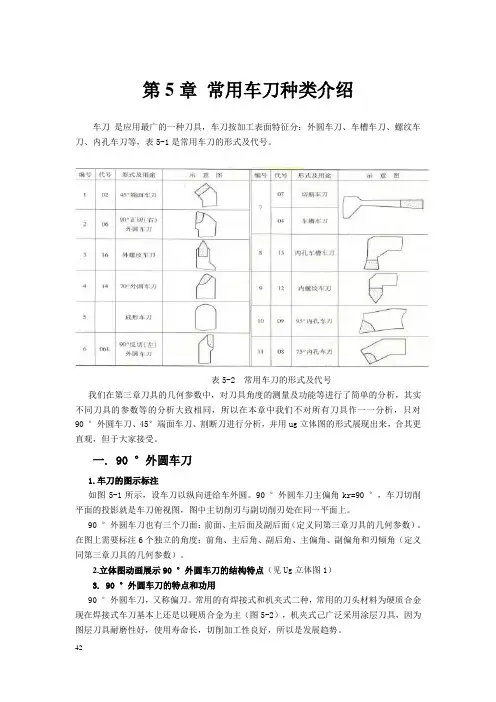
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90 °,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-1 90 °外圆车刀几何角度图5-2 焊接式90 °外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。

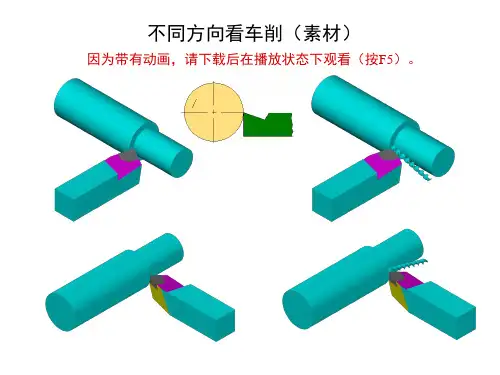
端面车刀及外圆车刀(45度车刀,90度车刀)的车削方法和图片2007-06-25 09:39一、车端面常用的端面车刀(弯头刀如图2 和偏刀如图1)和车端面的方法,如金工实习教材第160页所示。
对于既车外圆又车端面的场合,常使用弯头车刀和偏刀来车削端面。
弯头车刀是用主切削刃担任切削,适用于车削较大的端面。
偏刀从外向里车削端面,是用车外圆时的副切削刃担任切削,副切削刃的前角较小,切削不够轻里向外车削端面,便没有这个缺点,不过工件必须有孔才行。
常用端面车削时的几种情况如图6-15所示。
图6-15 车端面的常用车刀车端面时应注意以下几点:1)车刀的刀尖应对准工件中心,以免车出的端面中心留有凸台。
2)偏刀车端面,当背吃刀量较大时,容易扎刀。
背吃刀量a p的选择:粗车时a p=0.2mm~1mm,精车时a p=0.05 mm~0.2mm。
3)端面的直径从外到中心是变化的,切削速度也在改变,在计算切削速度时必须按端面的最大直径计算。
4)车直径较大的端面,若出现凹心或凸肚时,应检查车刀和方刀架,以及大拖板是否锁紧。
为使车刀准确地横向进给,应将大溜板紧固在床身上,用小刀架调整切削深度。
5)端面质量要求较高时,最后一刀应由中心向外切削。
车端面的质量分析:1)端面不平,产生凸凹现象或端面中心留“小头”;原因时车刀刃磨或安装不正确,刀尖没有对准工件中心,迟到深度过大,车床有间隙拖板移动造成。
2)表面粗糙度差。
原因是车刀不锋利,手动走刀摇动不均匀或太快,自动走刀切削用量选择不当一、车外圆1.安装工件和校正工件安装工件的方法主要有用三爪自定心卡盘或者四爪卡盘、心轴等(详见6.8车床附件的使用)。
校正工件的方法有划针或者百分表校正(详见6.8车床附件的使用中图8-49)。
2.选择车刀车外圆可用图6-12所示的各种车刀。
直头车刀(尖刀)的形状简单,主要用于粗车外圆;弯头车刀不但可以车外圆,还可以车端面,加工台阶轴和细长轴则常用偏刀。
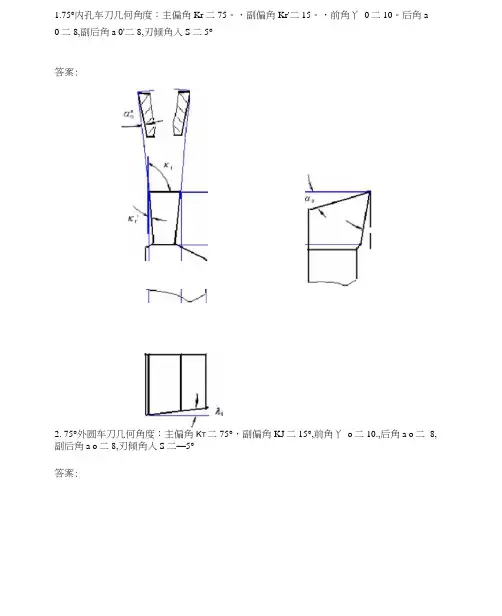
1.75°内孔车刀几何角度:主偏角Kr二75。
,副偏角Kr'二15。
,前角丫0二10。
后角a 0二8,副后角a 0'二8,刃倾角入S二5°
答案:
2. 75°外圆车刀几何角度:主偏角K T二75°,副偏角KJ二15°,前角丫o二10.,后角a o二8,副后角a o二8,刃倾角入S二—5°
答案:
3.60°内孔车刀几何角度:主偏角Kr二60,副偏角Kr'二15°,前角丫0二10。
后角
a 0二8,副后角a 0'二8,刃倾角入s = — 5
答案:
4. 90°外圆车刀几何角度:主偏角Kr二90°,副偏角Kr - 15°,前角丫0二10。
后角a 0二8,副后角a 0'二8,刃倾角入s二5°
答案:
5. 45°内孔车刀几何角度: 主偏角Kr二45°,副偏角Kr1 - 15。
,
前角丫o二10°,后角日o二10°,副后角曰o二10°,刃倾角入S二-5°答案:
F O-P D
6. 45°端面车刀几何角度:主偏角Kr二45°,副偏角Kr'二45°,前角丫0二5后角
a 0二8,副后角a 0'二8,刃倾角入S二5°
答案:
5. 45°内孔车刀几何角度: 主偏角Kr二45°,副偏角Kr1 - 15。
,。
1、车刀几何角度标注①45°端面车刀:Kr=Kr¢=45°,go= -5°,ao=ao¢=6°,ls= -3°参看教材中的图1-16②内孔镗刀:Kr=75°,Kr¢=15°,go=10°,ao=ao¢=10°,ls= 10°参看教材中的图1-222、粗、精加工时切削用量的选择原则是什么?粗加工要选一个大的吃刀深度,较大的进给量,根据机床,刀具,工件材料选一个合适的转数。
精加工在保证加工精度的前提下,考虑生产率来选合适的吃刀深度,进给量和主轴转数3、什么是积屑瘤?它是怎样形成的?对切削过程有何影响?如何抑制积屑瘤的产生?在一定的切削速度范围内切削钢、铝合金与球墨铸铁等塑性金属时,由于前刀面上挤压和摩擦的作用,使切屑底层中的一部分材料停滞和堆积在刃口附近,形成积屑瘤。
积屑瘤是粘结在切削刃口附近一硬度很高的金属块。
对切削过程有何影响:1)刀具实际前角增大2)增大切削厚度3)使加工表面粗糙度值增大4)对刀具耐用度有影响积屑瘤虽能保护刀尖,但不稳定,会影响加工精度,需要采取措施抑制:① 采用高速切削是抑制积屑瘤的基本措施(最有效);② 增大进给量;③ 增大刀具前角;④ 采用润滑性能良好的切削液。
2、切屑的种类有哪些?不同类型切屑对加工过程和加工质量有何影响?4、简述切削用量三要素对切削温度、切削力的影响规律。
切削用量三要素分背吃刀量,进给量和切削速度,切削速度对刀具寿命影响最大,进给量次之,背吃刀量最小。
一般车削时当进给量不变,背吃刀量增大一倍是,切削力也成倍增大,而当吃刀量不变,进给量增大一倍时,切削力约增大0.7-0.8,三要素中切削速度对温度影响最大,其次是背吃刀量。
5、什么是刀具磨钝标准?刀具磨钝标准与哪些因素有关?刀具磨损后影响加工质量,增加刀具材料的消耗及加工成本,因而必须根据加工情况,规定一个最大的允许磨损量,这就是刀具的磨钝标准。