用Minitab进行属性一致性(通过不通过)测量系统研究
- 格式:pptx
- 大小:2.36 MB
- 文档页数:27

统计 > 质量工具 > 量具研究 > 量具 R&R 研究(嵌套)(破坏性试验)数据的要求:对数据进行排列,以使每一行都包含部件名或部件号、操作员以及实测测量值。
部件和操作员可以是文本或数字。
部件嵌套在操作员中,因为每名操作员都测量唯一的部件。
要设置并随机排列工作表,请参阅创建量具 R&R 研究工作表。
注如果您使用破坏性试验,则必须能够假定一批中所有部件的相同程度足够高,以致于可以把它们当作是同一部件。
在下面的示例中,Daryl 的部件号 1 是与 Beth 的部件号 1 完全不同的部件。
部件号操作员测量值部件号操作员测量值1 Daryl 1.48 1 Daryl 1.481 Daryl 1.43 1 Daryl 1.432 Daryl 1.83 2 Daryl 1.832 Daryl 1.83 2 Daryl 1.833 Daryl 1.53 3 Daryl 1.533 Daryl 1.52 3 Daryl 1.524 Beth 1.38 1 Beth 1.384 Beth 1.78 1 Beth 1.785 Beth 1.33 2 Beth 1.33... ... ... ... ... ...量具R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行。
您可以使用[7]中介绍的方法估计任何缺失的观测值。
缺失数据:量具 R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行来计算方差分量。
如果出现缺失数据,则可能需要对缺失观测值进行估计。
有关估计的方法,请参见[7]。
估计了缺失观测值后,便可将数据作为平衡设计进行分析。
指定量具公差及量具变异:研究变异:输入要在会话窗口输出的研究变异列中使用的倍数。
默认倍数是 6,这是捕获过程测量的 99.73% 所需的标准差个数。
过程公差:输入已知公差极差(规格上限 - 规格下限)、规格下限或规格上限。

利用MINITAB软件进行测量过程的统计控制的研究报告本研究报告旨在探讨利用MINITAB软件进行测量过程的统计控制方法。
本研究选取了一个现实中的制造业公司为研究对象,采用MINITAB软件对其生产过程的测量数据进行分析,以便进行过程优化和良品率提高。
首先,我们使用MINITAB软件对该公司生产过程的样本数据进行了分析。
对数据进行了直方图、正态概率图、极差图等分析方法,确定了修正过程的均值与标准偏差。
传统的控制图法中,矩阵往往是以2σ控制限作为标准,但对于一些特殊产品的多维品质特性,教科书定义的常用方法并不是很适用。
而MINITAB可以以某个特别的标准来做出细致、个性化的控制上下限,帮助科研人员更好地寻找产品质量过程中的关键点。
得出该公司生产过程的均值和标准偏差后,我们建立了X-控制图,图中呈现出生产过程的各项数据测量结果。
通过图中的数据表现和控制限的设定,可以很好地观察到生产过程中是否出现了超标情况。
同时,MINITAB软件还能够对数据进行实时监控,一旦测量过程出现了异常,MINITAB会发出警报,提醒相关的员工注意修正生产过程。
接下来,我们使用P-控制图对该公司生产过程的良率进行了统计控制。
P-控制图主要针对的是二项分布的数据,可以很好地控制产品的良率。
通过对生产过程的每个操作进行测量,我们可以得出每个操作的良率数据。
结合MINITAB软件,我们可以很容易地制定出P-控制图,对不同操作的良率进行不同的控制限制。
通过实时地监控P-控制图,我们可以快速检测到不同操作的良率是否达标,以便及时调整生产过程以达到优化效果。
最后,我们使用C-控制图对该公司生产过程的坏品率进行了统计控制。
C-控制图主要针对的是计数数据,可以很好地控制坏品率。
通过对生产过程的每个批次进行测量,我们可以得出每个批次的坏品数数据。
结合MINITAB软件,我们制定了C-控制图,对不同批次的坏品数进行不同的控制限制。
通过实时地监控C-控制图,我们可以快速检测到不同批次是否存在坏品率超标情况,以便及时调整生产过程以达到优化效果。



用MINITAB软件进行测量系统分析质量部陈志明摘要数据分析在质量管理和过程控制活动中已得到了广泛的应用,而数据的质量又取决于测量系统的能力。
本文以空调公司平衡型量热计空调系统性能测试平台的“GR&R”研究为例,介绍用MINITAB 进行测量系统分析的方法,供大家参考。
关键词数据分析MINITAB软件测量系统分析(MSA)一测量系统分析概述测量系统是对测量单元进行量化或对被测的特性进行评估,其所用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境及假设的集合,也就是说用来获得测量结果的过程。
理想的测量系统在每次使用时应只产生正确的测量结果:与一个标准值相符。
而事实上,理想的测量系几乎是不存在的:用一把校准好的卡尺,不同的人测量同一件零件都会产生不同的结果。
低质量的测量系统产生的测量结果往往本身就有较大的偏差,从而可能掩盖被分析过程的偏差,这种结果用于质量验证、质量改进和过程控制分析显然是不恰当的。
测量系统的质量经常使用其测得数据的统计特性来确定,测量系统必须处于统计控制中,也就说测量系统产生的偏差只能是由普通原因造成,而不应由于特殊原因导致。
测量系统分析就是用统计的方法分析测量系统所测数据的统计特性,而确定其质量水平。
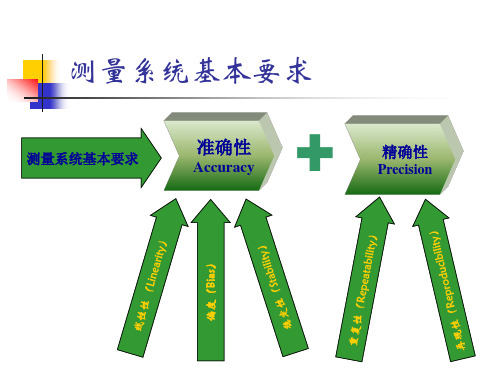
通常,我们用下述五个指标来评价测量系统的统计特性,它们是:1)偏倚: 测量观察平均值与该零部件采用精密仪器测量的标准平均值的差值;2)线性:表征量具预期工作范围内偏倚值的差别;3)稳定性:表征测量系统对于给定的零部件或标准件随时间变化系统便倚中的总偏差量,与通常意义上的统计稳定性是有区别的;4)重复性:指同一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测量值(数据)的偏差。
5)再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的偏差。
通常,前三种指标用于评价测量系统的准确性,后两种指标用于评价测量系统的精确性。
测量系统的准确性可以通过对设备的校准等比如参照ISO9000或ISO/TS16949关于测量系统的相关要求在体系上对测量系统进行维护、监控。
统计 > 质量工具 > 量具研究 > 量具 R&R 研究(嵌套)(破坏性试验)数据的要求:对数据进行排列,以使每一行都包含部件名或部件号、操作员以及实测测量值。
部件和操作员可以是文本或数字。
部件嵌套在操作员中,因为每名操作员都测量唯一的部件。
要设置并随机排列工作表,请参阅创建量具 R&R 研究工作表。
注如果您使用破坏性试验,则必须能够假定一批中所有部件的相同程度足够高,以致于可以把它们当作是同一部件。
在下面的示例中,Daryl 的部件号 1 是与 Beth 的部件号 1 完全不同的部件。
部件号操作员测量值部件号操作员测量值1 Daryl 1.48 1 Daryl 1.481 Daryl 1.43 1 Daryl 1.432 Daryl 1.83 2 Daryl 1.832 Daryl 1.83 2 Daryl 1.833 Daryl 1.53 3 Daryl 1.533 Daryl 1.52 3 Daryl 1.524 Beth 1.38 1 Beth 1.384 Beth 1.78 1 Beth 1.785 Beth 1.33 2 Beth 1.33... ... ... ... ... ...量具R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行。
您可以使用[7]中介绍的方法估计任何缺失的观测值。
缺失数据:量具 R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行来计算方差分量。
如果出现缺失数据,则可能需要对缺失观测值进行估计。
有关估计的方法,请参见[7]。
估计了缺失观测值后,便可将数据作为平衡设计进行分析。
指定量具公差及量具变异:研究变异:输入要在会话窗口输出的研究变异列中使用的倍数。
默认倍数是 6,这是捕获过程测量的 99.73% 所需的标准差个数。
过程公差:输入已知公差极差(规格上限 - 规格下限)、规格下限或规格上限。