数控插补仿真系统开发-精选资料
- 格式:docx
- 大小:11.25 KB
- 文档页数:4
摘要数控车削程序的编制过程具有经验性和动态性,可靠性难以保证。
有针对性的开发数控模拟编程器,检验手工编制的NC程序并进行动态仿真加工,具有很好的生产、教学及培训价值。
本文研究开发的是在Windows下安装的,用VB6.0语言编写的西门子系统数控车削模拟编程器。
论文以西门子系统数控车床为仿真对象,重点探讨了仿真系统自动运行数控加工程序的动态演示及其实现技术,具体包括:用二维图形模拟显示实心或空心毛坯;提供五种常用的车削刀具,通过刀具图片背景色透明处理解决双边车削等问题;针对数控程序的译码处理和插补功能,研究开发了译码模块、直线插补和圆弧插补模块。
加工仿真测试结果:系统具有比较友好的数控车床操作界面,能实现G00,G01,G02,G03,G33等准备功能和M01,M03,M04,M05,M08等辅助功能以及换刀指令等基本指令的动态仿真,既能进行外圆的模拟加工也能实现孔的切削加工。
结果表明:本文系统能有效地检验由基本指令构成的数控车削程序的正确性,满足数控人才培训的基本需要。
关键词:数控车削;仿真加工;数控程序检验;VB语言AbstractSequence programming for a numerically controlled (NC) lather is usually of experiential and dynamic feature, thus it is hard to ensure the reliability. Therefore, development of NC simulation programmer for verification of the manually programmed NC sequences and for dynamical and emulation machining will have full weight with practical production, teaching and training.The objective of this paper is to study the Siemens System NC Lather Simulation Programmer, which was written in VB6.0 language and installed under Windows operating system. Taking the Siemens System NC Lather as the object for emulation, the study of this paper emphasizes on the dynamic presentations and the technology used in the emulation system when automatically running NC machining program. The content covers: Analogue display of roughcast solid or hollow work pieces with planar graphics; Solve problems on two-edge cutting by making the background of seven normal kinds of cutting blades pictures transparent; As for code-treatment and interpolation functions, modules for code translation, linear and circular interpolation were developed for the numerical control program. The result of the emulation test shows: With a more friendly interface for NC lather operation, the system can realize: preparatory functions such as G00, G01, G02, G03 and G33; auxiliary functions such as M01, M03, M04, M05 and M08; dynamic emulation of the essential commands, e.g. changing the cutting blades; both outer circle simulation machining and bore milling can be performed. All these have proved that the system can effectively check the correctness of numerically controlled machining program that consists of the essential commands, and thus satisfy the practical demand for training the NC lather operators.Keywords: Numerically Controlled Machining Emulation Machining NC Program Verification VB Language目录1 绪论 (1)1.1数控仿真技术概述 (1)1.1.1数控仿真技术的提出 (1)1.1.2数控仿真技术的分类 (1)1.1.3国内外数控仿真技术的研究现状 (2)1.1.4数控仿真技术的发展动向和发展趋势 (3)1.2课题的来源 (3)1.3论文选题背景、研究内容和研究目标 (4)1.3.1选题背景 (4)1.3.2主要研究内容 (4)1.3.3研究目标 (4)1.4论文组织结构 (5)2系统开发工具及运行环境 (5)2.1面向对象术技 (5)2.1.1面向对象程序设计中的基本概念 (5)2.1.2面向对象的三大特征 (6)2.2面向对象的Visual Basic6.0 (6)2.2.1 VB语言概述 (6)2.2.2可视化设计基本控件 (7)2.2.3可视化设计高级控件 (7)2.3本章小结 (8)3数控车削模拟编程器总体方案 (8)3.1数控车削模拟编程器方案选择 (8)3.1.1数控仿真系统的几种实现方案 (8)3.1.2选择VB的理由 (9)3.2数控车削模拟编程器基本要求 (9)3.3数控车削模拟编程器总体设计结构 (9)4数控车削模拟编程器基本操作部分的设计 (10)4.1数控车削模拟编程器操作界面的设计和安排 (10)4.2数控车削模拟编程器基本操作功能的程序设计 (12)4.2.1回零方式 (13)4.2.2增量方式 (13)4.2.3手动方式 (13)4.2.4单段和自动方式 (14)4.3本章小结 (15)5数控车削模拟编程器关键技术研究 (15)5.1译码模块 (15)5.1.1程序段格式和组成 (16)5.1.2代码识别 (18)5.1.3功能码译码 (18)5.2快速定位模块 (19)5.3插补模块 (19)5.3.1插补介绍 (19)5.3.2逐点比较法插补原理分析 (20)5.3.3插补模块的软件实现 (20)5.4系统动画与真实感处理技术 (22)5.4.1毛坯建模 (22)5.4.2数控仿真系统刀具的动画实现 (22)5.4.3数控仿真系统工件形状的动画实现 (23)5.4.4数控仿真系统双边切削的动画实现 (23)5.4.5数控仿真系统自动加工时的编程方式处理 (23)5.4.6数控仿真系统加工程序段连续执行的软件实现 (23)6面向车削加工仿真系统的应用实例 (24)6.1镗孔—螺纹实例 (24)6.2综合加工零件实例 (25)结论 (28)致谢 (29)参考文献 (30)附录 (31)附录1源程序 (31)附录2软件测试分析报告 (60)附录3使用说明书 (61)附录4翻译资料 (65)翻译资料(英文) .......................................... 错误!未定义书签。
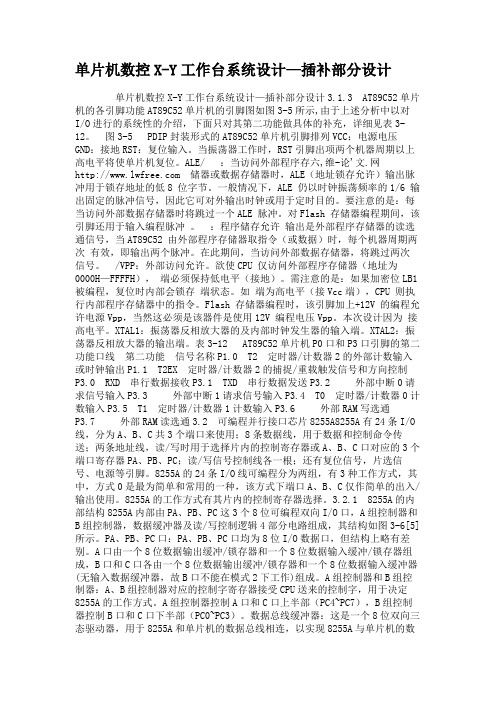
单片机数控X-Y工作台系统设计—插补部分设计单片机数控X-Y工作台系统设计—插补部分设计3.1.3 AT89C52单片机的各引脚功能AT89C52单片机的引脚图如图3-5所示,由于上述分析中以对I/O进行的系统性的介绍,下面只对其第二功能做具体的补充,详细见表3-12。
图3-5 PDIP封装形式的AT89C52单片机引脚排列VCC:电源电压GND:接地RST:复位输入。
当振荡器工作时,RST引脚出项两个机器周期以上高电平将使单片机复位。
ALE/ :当访问外部程序存六,维-论'文.网 储器或数据存储器时,ALE(地址锁存允许)输出脉冲用于锁存地址的低8 位字节。
一般情况下,ALE 仍以时钟振荡频率的1/6 输出固定的脉冲信号,因此它可对外输出时钟或用于定时目的。
要注意的是:每当访问外部数据存储器时将跳过一个ALE 脉冲。
对Flash 存储器编程期间,该引脚还用于输入编程脉冲。
:程序储存允许输出是外部程序存储器的读选通信号,当AT89C52 由外部程序存储器取指令(或数据)时,每个机器周期两次有效,即输出两个脉冲。
在此期间,当访问外部数据存储器,将跳过两次信号。
/VPP:外部访问允许。
欲使CPU 仅访问外部程序存储器(地址为0000H—FFFFH),端必须保持低电平(接地)。
需注意的是:如果加密位LB1 被编程,复位时内部会锁存端状态。
如端为高电平(接Vcc端),CPU 则执行内部程序存储器中的指令。
Flash 存储器编程时,该引脚加上+12V 的编程允许电源Vpp,当然这必须是该器件是使用12V 编程电压Vpp。
本次设计因为接高电平。
XTAL1:振荡器反相放大器的及内部时钟发生器的输入端。
XTAL2:振荡器反相放大器的输出端。
表3-12 AT89C52单片机P0口和P3口引脚的第二功能口线第二功能信号名称P1.0 T2 定时器/计数器2的外部计数输入或时钟输出P1.1 T2EX 定时器/计数器2的捕捉/重载触发信号和方向控制P3.0 RXD 串行数据接收P3.1 TXD 串行数据发送P3.2 外部中断0请求信号输入P3.3 外部中断1请求信号输入P3.4 T0 定时器/计数器0计数输入P3.5 T1 定时器/计数器1计数输入P3.6 外部RAM写选通P3.7 外部RAM读选通3.2 可编程并行接口芯片8255A8255A有24条I/O 线,分为A、B、C共3个端口来使用;8条数据线,用于数据和控制命令传送;两条地址线,读/写时用于选择片内的控制寄存器或A、B、C口对应的3个端口寄存器PA、PB、PC;读/写信号控制线各一根;还有复位信号,片选信号、电源等引脚。
数控系统数控编程及插补算法实验一、实验目的1. 了解数控编程的基本概念;2. 了解数控编程的常用方法;3. 学习数控编程的主要步骤;4.了解插补算法的原理;5.了解插补算法在数控系统中的实现。
二、实验原理数控编程是数控加工准备阶段的主要内容之一,通常包括分析零件图样,确定加工工艺过程;计算走刀轨迹,得出刀位数据;编写数控加工程序;制作控制介质;校对程序及首件试切。
有手工编程和自动编程两种方法。
总之,它是从零件图纸到获得数控加工程序的全过程。
2.1机床坐标系机床坐标系的确定(1) 机床坐标系的规定标准机床坐标系中X、Y、Z坐标轴的相互关系用右手笛卡尔直角坐标系决定。
在数控机床上,机床的动作是由数控装置来控制的,为了确定数控机床上的成形运动和辅助运动,必须先确定机床上运动的位移和运动的方向,这就需要通过坐标系来实现,这个坐标系被称之为机床坐标系。
例如铣床上,有机床的纵向运动、横向运动以及垂向运动。
在数控加工中就应该用机床坐标系来描述。
标准机床坐标系中X、Y、Z坐标轴的相互关系用右手笛卡尔直角坐标系决定:1)伸出右手的大拇指、食指和中指,并互为90°。
则大拇指代表X坐标,食指代表Y坐标,中指代表Z坐标。
2)大拇指的指向为X坐标的正方向,食指的指向为Y坐标的正方向,中指的指向为Z坐标的正方向。
3)围绕X、Y、Z坐标旋转的旋转坐标分别用A、B、C表示,根据右手螺旋定则,大拇指的指向为X、Y、Z坐标中任意轴的正向,则其余四指的旋转方向即为旋转坐标A、B、C的正向。
(2) 运动方向的规定增大刀具与工件距离的方向即为各坐标轴的正方向,下图为数控车床上两个运动的正方向。
坐标轴方向的确定①Z坐标Z坐标的运动方向是由传递切削动力的主轴所决定的,即平行于主轴轴线的坐标轴即为Z坐标,Z坐标的正向为刀具离开工件的方向。
②X坐标X坐标平行于工件的装夹平面,一般在水平面内。
确定X轴的方向时,要考虑两种情况:1)如果工件做旋转运动,则刀具离开工件的方向为X坐标的正方向。


实验三数控系统的插补实验一、实验目的了解数控系统直线插补和圆弧插补的原理及其实现方法,通过插补算法的可视化,加深对常用插补算法的了解。
应用标准G代码编程实现直线插补和圆弧插补,掌握标准G代码的直线插补和圆弧插补编程方法。
二、实验要求1.掌握数控机床插补原理。
2.掌握数控机床直线和圆弧插补。
三、实验原理1.基本概念机床数字控制的核心问题之一,就是如何控制刀具与工件的相对运动。
加工平面直线或曲线需要两个坐标轴联动,对于空间曲线或曲面则需要三个或三个以上坐标轴联动,才能走出其轨迹。
插补(interpolation)的实质上是决定联动过程中各坐标轴的运动顺序、位移、方向和速度。
具体来说,插补方法是指在轮廓控制系统中,根据给定的进给速度和轮廓线形的要求,在已知数据点之间插入中间点。
每种方法又可能用不同的计算方法来实现,具体的计算方法称之为插补算法。
插补的实质就是数据点的密化。
数控系统中完成插补工作的装置叫插补器。
根据插补器的不同结构,可分为硬件插补器和软件插补器两大类。
硬件插补器由专用集成电路组成,它的特点是运算速度快,但灵活性差:软件插补器利用微处理器通过系统程序完成各种插补功能,这种插补器的特点是灵活易变,但速度较慢。
随着微处理器运算速度和存储容量的提高,现代数控系统大多采用软件插补或软、硬件插补相结合的方法。
2.插补算法按数学模型来分,有一次(直线)插补,二次(圆、抛物线等)插补及高次曲线插补等,大多数控机床都具有直线插补和圆弧插补。
根据插补所采用的原理和计算方法的不同,有许多插补方法,目前应用较多的插补方法分为脉冲增量插补和数字增量插补两类。
脉冲增量插补又称为基准脉冲插补,适用于以步进电动机驱动的开环数控系统中。
在控制过程中通过不断向各坐标轴驱动电机发出互相协调的进给脉冲,每个脉冲通过步进电动机驱动装置使步进电动机转过一个固定的角度(称为步距角),并使机床工作台产生相应的位移。
该位移称为脉冲当量,是最小指令位移。
数控插补仿真系统开发
当今,在NC程序自动检查中,主要研究方向是数控加工图形仿真。
数控仿真对加工过程仿真模拟演示,可以检验数控程序的正确性和合理性,大大降低工艺试切法的高成本和高消耗,大大缩短新产品开发周期。
1 国内数控外仿真加工研究概况
国外很早就对仿真加工有研究,Kawabe等人最早利用刀具轨迹,采用逐点比较法形成插补器获取刀具加工零件框架图。
但是目前研究向三维实体仿真发展,如:Aderson 研究了三维碰撞检验算法,K.K.Wa ng研究了布尔运算的NC检验系统等。
目前,国外,数控仿真系统已经发展到实用化,商品化的阶段。
如PTC 公司的Pro/E 软件在数控加工上提供多重走刀方法,对选择加工路径。
刀具,毛坯,测量,通用后置处理都有很强的功能。
国内这一领域开展较晚,但目前在仿真系统开发也取得很大的进展。
CAXA是我国本土的软件,主要面向中小型企业,而且实用性较强,能实现CAD/CAM勺集成,能形成NC代码。
2数控系统仿真的发展现状与存在的问题
2.1数控系统仿真的发展现状
为确保数控程序的正确性,在生产中常采用易切削的材料代替工件进行试切,检验加工指令,也有采用轨迹显示法。
但这些方法费工费料,使生产成本上升,增加了生产周期。
为此,人们
直在研究能逐步代替试切的计算机仿真方法,并在试切环境的
模型化、仿真计算和图形显示等方面取得了重要的进展,目前正向提高模型的精确度、仿真计算实时化和改善图形显示的真实感等方向发展。
从试制环境的模型特点来看,目前NC切削过程仿真分几何仿真和力学仿真两个方面。
几何仿真不考虑切削参数、切削力及其它物理因素的影响,只仿真刀具工件几何体的运动,以验证
NC程序的正确性,可以减少或消除因程序错误而导致的机床损伤、夹具破坏或刀具折断、零件报废等问题;同时可以减少从产品设计到制造的时间,降低生产成本。
切削过程的力学仿真属于物理仿真范畴,它通过仿真切削过程的动态力学特性来预测刀具破损、刀具振动、控制切削参数从而达到优化切削过程的目的。
2.2数控仿真存在的问题
目前进行的数控插补仿真,主要存在以下两种情况。
一种是
从研究金属切削的角度出发,研究其切削机理,供生产设计与研
究应用。
另一种是将加工过程仿真作为系统的一部分,重点在于构造完整的虚拟仿真系统。
但这两种方式的仿真方法相同,即对机械加工工艺系统建立连续变化的模型,然后利用数学离散方法
将连续模型离散为断续点,通过分析这些离散点的物理因素变化情况来仿真加工过程。
仿真手段限制仿真系统的发展,
仿真技术
的发展与计算机技术紧密相连。
目前应用C++吾言及面向对象的方法(OOP开发仿真系统已成为发展潮流。
以上问题已引起研
究人员的重视, 今后的仿真制造系统将朝着快速运行、 加工方式,更加符合实际情况的方向发展。
3数控插补仿真系统的开发
3.1 系统的设计原则
为了缩短零件从加工到设计的开发周期, 提高加工质量, 本 系统在设计时遵守以下原则: 一是实用性: 即设计的仿真系统应 具有实际的应用前景。
二是可靠性: 即系统能够准确的模拟数控 系统的插补过程,仿真结果可靠。
三是可移植性:系统采用标准 的编程语言和图形软件进行编码实现,尽量减少对硬件的依赖 性。
3.2 仿真模块总体流程
在开发数控加工仿真系统前, 首先考虑的问题是需要分析该
软件的数据流程。
以车削为例,根据数控车削中心的加工特点,
其中刀具数据提供诸如刀号、 刀补数据。
刀补在寄存器中的 地址信息等;NC 代码编制准则为数控车床的指令编制准则,包
括加工代码和加工数据的格式和大小范围等信息;编制 NC 文件 为在计算机上编制纯文本文件,内容为 NC 代码程序;可识别的 中间数据指读取NC 文件中的数据后,将其转化成为可用于仿真 运行的具有一定格式的数据文件。
3.3 仿真系统的开发步骤
根据数控车床加工工件的成型原理, 研究车削仿真加工的流 面向多种 得到其总体数据流程图,如图 1。
程及工件毛坯的模型设计,基于VB开发二维数控仿真系统开发步骤。
建立刀具类,并能使之图形化。
2) 建立毛坯类。
并能使之图形化。
讨论NC代码的处理,给出NC代码的编译、输入、解
释、编译、修改与确认的方法及其与其仿真系统的集成方式。
4)分析动态图形显示方法,确定采用交互能力强的实时
动画方式来模拟加工过程。
5)制定图形显示过程中的刀具轨迹直线插补与圆弧插补
代码,制作插补器。
6)视图类的确立,利用vb 的图形功能,API 来实现刀具,毛坯,夹具,与工件。
(7)建立档案类,实现系统中存在的许多文件,如NC文件、
几何模型文件、刀位文件等,输入输出模块对这些文件进行管理。