铝压铸件拔模角度计算表
- 格式:xls
- 大小:10.50 KB
- 文档页数:1
铸造拔模角度
铸造拔模角度指的是在铸造过程中,为保证模具顺利脱离铸件,需要设置的模具垂直拉出方向与铸件轴线的夹角。
铸造拔模角度的大小取决于铸件形状、材料和铸造方法等因素。
在铸造过程中,由于铸件与模具表面存在一定的摩擦力和吸附力,使得铸件难以直接脱离模具,因此需要合理设置铸造拔模角度,使模具相对于铸件有一个斜向的拉出力。
一般来说,铸造拔模角度越大,拉出力越大,但同时也会增加模具与铸件之间的摩擦力和毛坯的变形。
根据不同的铸造材料和形状,通常设置的铸造拔模角度为
1°~3°。
对于大型、复杂的铸件,拔模角度可能会更大。
此外,还需考虑铸造壁厚、冷却速度和模具结构等因素,以保证铸造过程的顺利进行和铸件的质量。
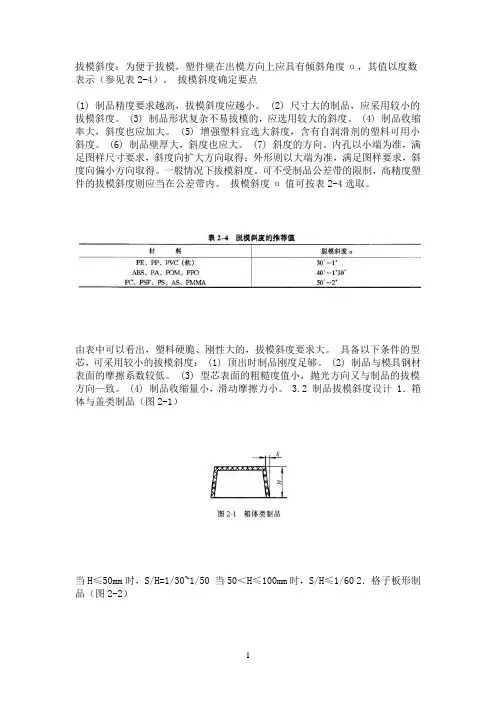
拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
拔模斜度确定要点(1) 制品精度要求越高,拔模斜度应越小。
(2) 尺寸大的制品,应采用较小的拔模斜度。
(3) 制品形状复杂不易拔模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
(7) 斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下拔模斜度。
可不受制品公差带的限制,高精度塑件的拔模斜度则应当在公差带内。
拔模斜度α值可按表2-4选取。
由表中可以看出,塑料硬脆、刚性大的,拔模斜度要求大。
具备以下条件的型芯,可采用较小的拔模斜度: (1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的拔模方向—致。
(4) 制品收缩量小,滑动摩擦力小。
3.2 制品拔模斜度设计 1.箱体与盖类制品(图2-1)当H≤50mm时,S/H=1/30~1/50 当50<H≤100mm时,S/H≤1/60 2.格子板形制品(图2-2)当格子的间距P≤4mm时,拔模斜度α=1/10P。
格子C尺寸越大,拔模斜度越大。
当格子高度H超过8mm,拔模斜度不能取太大值时,可采用图(b)的形式,使一部分进入动模一侧,从而使拔模斜度满足要求。
3.带加强筋类制品(图2-3)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 4.底筋类制品(图2-4)A=(1.0~1.8)T mm;B=(0.5~0.7)T mm 5.凸台类制品(图2-5、表2-5)高凸台制品(H>30mm)的拔模斜度:型芯:型腔:型芯的拔模斜度应大于型腔。
6.最小拔模斜度(表2-6)拔模斜度影响制品的脱出情况。
如果拔模斜度很小,拔模阻力增大,顶出机构就会失去作用。
壓鑄相關計算公式很多地方做壓鑄,在上模前所有數據都要先算出來。
這樣以來很多壓鑄老師傅們都傻眼了,因為他們以前從事這一行,都是憑經驗來調機的。
很多人也因此錯過了很好的機會,當然很多企業也因此錯過了一個經驗十足的人才。
呵呵!部分計算方法和工式大部分都在這了:液態金屬密度:鋁:2.4--2.6g/cm3 2500Kg/m3 0.0025g/mm3鎂:1.65--1.7g/cm3 1700Kg/m3 0.0017g/mm3鋅:6.4--6.6g/cm3 6600Kg/m3 0.0066g/mm3銅:7.5--8.0 g/cm3 8000Kg/m3 0.0080g/mm3鉛:8--10g/cm3錫:6.6--7.3g/cm3D=壓射油缸直徑mm Ph=油壓壓力(儲能器壓力)MpaD=沖頭直徑mm Pp=鑄造壓力(壓射壓力)MpaAh=壓射油缸截面積mm2 F1=開模力KNAp=沖頭截面積mm 2 Fd=鎖模力KNAg=澆口截面積mm2 Vg =澆口速度m/sA1=鑄造面積mm2 Vp=壓射速度m/sFs=壓射力KN一.壓射力和鑄造壓力:產品上所負壓力可以透過壓射力除以沖頭截面積計算出來。
Fs壓鑄機壓力(壓鑄機油缸的推展力)Fs=油壓壓力Ph×壓射油缸截面積Ah(KN)1.壓射力:液壓油缸(增壓)內工作液推動壓射活塞的運動力。
P壓= D2Po式中:P壓為壓射力,D為油缸直徑(增壓)(mm),Po為液壓缸的工作壓力(Pa)2. 鑄造力Pp(到產品上的壓力)Pp=油壓壓力Ph×= (KN)3.比壓:填充時的比壓稱壓射比壓,增壓時的比壓稱為增壓比壓P=4P壓/πd2式中:P為壓射比壓(MPa), P壓為壓射力(N),d為沖頭直徑(mm)二.高速壓射速度與澆口速度:流量Q=流速V×截面積A Q=V1A1=V2A2A1沖頭截面積A2澆口截面積、V1壓射速度、V2澆口速度壓射速度Vp×沖頭截面積AP=澆口速度Vg×澆口截面積Ag澆口速度Vg(V2)=壓射速度Vp(V1)×(m/s)壁厚(mm)澆口速度(m/s)-0.846-551.3-1.543-521.7-2.340-492.4-2.837-462.9-3.834-434.6-5.132-406.1-28-35⊙:現在有超高速鑄造,這樣的話,高速壓射速度為4---5m/s澆口速度設計為0---60m/s 三.充填時間:由於速度×面積是流量,所以容積除以流量可以得出實際充填時間,容積就是充填的產品(加上溢流、澆道最好)的體積,可以通過重量除以比重得出。
壓鑄相關計算公式很多地方做壓鑄,在上模前所有數據都要先算出來。
這樣以來很多壓鑄老師傅們都傻眼了,因為他們以前從事這一行,都是憑經驗來調機的。
很多人也因此錯過了很好的機會,當然很多企業也因此錯過了一個經驗十足的人才。
呵呵!部分計算方法和工式大部分都在這了:液態金屬密度:鋁:2.4--2.6g/cm3 2500Kg/m3 0.0025g/mm3鎂:1.65--1.7g/cm3 1700Kg/m3 0.0017g/mm3鋅:6.4--6.6g/cm3 6600Kg/m3 0.0066g/mm3銅:7.5--8.0 g/cm3 8000Kg/m3 0.0080g/mm3鉛:8--10g/cm3錫:6.6--7.3g/cm3D=壓射油缸直徑mm Ph=油壓壓力(儲能器壓力)MpaD=沖頭直徑mm Pp=鑄造壓力(壓射壓力)MpaAh=壓射油缸截面積mm2 F1=開模力KNAp=沖頭截面積mm 2 Fd=鎖模力KNAg=澆口截面積mm2 Vg =澆口速度m/sA1=鑄造面積mm2 Vp=壓射速度m/sFs=壓射力KN一.壓射力和鑄造壓力:產品上所負壓力可以透過壓射力除以沖頭截面積計算出來。
Fs壓鑄機壓力(壓鑄機油缸的推展力)Fs=油壓壓力Ph×壓射油缸截面積Ah(KN)1.壓射力:液壓油缸(增壓)內工作液推動壓射活塞的運動力。
P壓= D2Po式中:P壓為壓射力,D為油缸直徑(增壓)(mm),Po為液壓缸的工作壓力(Pa)2. 鑄造力Pp(到產品上的壓力)Pp=油壓壓力Ph×= (KN)3.比壓:填充時的比壓稱壓射比壓,增壓時的比壓稱為增壓比壓P=4P壓/πd2式中:P為壓射比壓(MPa), P壓為壓射力(N),d為沖頭直徑(mm)二.高速壓射速度與澆口速度:流量Q=流速V×截面積A Q=V1A1=V2A2A1沖頭截面積A2澆口截面積、V1壓射速度、V2澆口速度壓射速度Vp×沖頭截面積AP=澆口速度Vg×澆口截面積Ag澆口速度Vg(V2)=壓射速度Vp(V1)×(m/s)壁厚(mm)澆口速度(m/s)-0.846-551.3-1.543-521.7-2.340-492.4-2.837-462.9-3.834-434.6-5.132-406.1-28-35⊙:現在有超高速鑄造,這樣的話,高速壓射速度為4---5m/s澆口速度設計為0---60m/s 三.充填時間:由於速度×面積是流量,所以容積除以流量可以得出實際充填時間,容積就是充填的產品(加上溢流、澆道最好)的體積,可以通過重量除以比重得出。
壓鑄相關計算公式很多地方做壓鑄,在上模前所有數據都要先算出來。
這樣以來很多壓鑄老師傅們都傻眼了,因為他們以前從事這一行,都是憑經驗來調機的。
很多人也因此錯過了很好的機會,當然很多企業也因此錯過了一個經驗十足的人才。
呵呵!部分計算方法和工式大部分都在這了:液態金屬密度:鋁:2.4--2.6g/cm3 2500Kg/m3 0.0025g/mm3鎂:1.65--1.7g/cm3 1700Kg/m3 0.0017g/mm3鋅:6.4--6.6g/cm3 6600Kg/m3 0.0066g/mm3銅:7.5--8.0 g/cm3 8000Kg/m3 0.0080g/mm3鉛:8--10g/cm3錫:6.6--7.3g/cm3D=壓射油缸直徑mm Ph=油壓壓力(儲能器壓力)Mpa D=沖頭直徑mm Pp=鑄造壓力(壓射壓力)Mpa Ah=壓射油缸截面積mm2 F1=開模力KNAp=沖頭截面積mm 2 Fd=鎖模力KNAg=澆口截面積mm2 Vg =澆口速度m/sA1=鑄造面積mm2 Vp=壓射速度m/sFs=壓射力KN一.壓射力和鑄造壓力:產品上所負壓力可以透過壓射力除以沖頭截面積計算出來。
Fs壓鑄機壓力(壓鑄機油缸的推展力)Fs=油壓壓力Ph×壓射油缸截面積Ah(KN)1.壓射力:液壓油缸(增壓)內工作液推動壓射活塞的運動力。
P壓= D2Po式中:P壓為壓射力,D為油缸直徑(增壓)(mm),Po為液壓缸的工作壓力(Pa)2. 鑄造力Pp(到產品上的壓力)Pp=油壓壓力Ph×= (KN)Wg:為合金充填重量,充填質量(重量)Wg=產品+集渣包質量高速行程=÷沖頭截面積mm2(mm)⊙:溶液比重一般來講:鋁:固 2.64 g/cm3液2.4 g/cm3鎂:1.75g/cm3例:600g鋁制品,用70mm沖頭其高速行程是如下:600/2.64÷(π×72/4)=5.9cm=59mm五.增壓時間:澆口凝固時間的計算方法:澆口凝固時間T=Ba×(澆口厚度)2式中:B是鋁:2.0 鎂是:1.5 a是鋁:0.01 鎂是:0.005六.鎖模力、開模力、脹型力的計算:1.開模力:F1=鑄造面積A1×鑄造壓力Pp+中子分力Fc2.脹型力:P脹≥A1×P式中:A1為總投影面積mm2 P為壓射比壓Mpa3.鎖模力:Fd≥P脹×K式中:K為安系數一般取0.85--1.5 Fd為鎖模力七.充填速度:式中:V充為充填速度m/s F衝為衝頭截面積m2 V衝為衝頭速度m/s F內為內澆口截面積m2V充=F衝V衝/F內八.壓室充滿度:式中:K為壓室起始充滿度V為金屬體積mm3 D為衝頭直徑mm L為壓室長度mmK=經驗計算:衝頭直徑70mm 澆注重量3.6Kg充滿度=1.81/3.6×100%=50.3%衝頭直徑70m m 澆注重量4.3Kg 充滿度=1.81/3.6×100%=42.1%九.油缸行程計算:式中:S為抽芯距離mm S移為滑塊脫離產品所須距離mm K為安全系數取2-3mm S=S移+K十.油缸推出力:式中:F為推出力(N)F包為鑄件、配件包緊、摩擦阻力(N)K為安全系數取1.2F推>KF包十一.投影面積計算:總投影面積A=A1+A2+A3+A41.鑄件投影面積:設為長方形 A1=長×寬×高2.澆注系統投影面積:A2=(0.15到0.30)A1 選0.21 則A2=0.21×A13.料柄投影面積:A3=d2/4 d為衝頭直徑4.排渣系統投影面積:A4=(0.1到0.2)A1 選0.12則A4=0.12×A1⊙面積計算:1.長方形:周長C=2(B+A)面積S=A×B2.正方形:C=A×4 面積S=A23.三角形:面積S=4.平行四邊形:面積S=AH5.梯形:面積S=(A+B)H (上底+下底)×高÷26.圓形:面積直徑×=半徑×2×直徑C=d=2r7.扇形:面積S=× N N為圓心角⊙體積計算:1.正方體:表面積為S=6A2體積V=A32.長方體:表面積S=2(AB+AH+BH)體積V=ABH3.圓柱體:表面積S=CH+2r2 體積V=r2 H4.圓錐體:表面積S 體積V=SH=r2 H5.土方工程:方數=橫截面積×長度L為長度體積V=(A+B)HL十二.高速壓射完成的力量:式中:W為壓射油缸活塞部分加活塞杆重量(Kg)V射出速度m/s g重力加速度9.8m/sec2衝擊力E=十三. 拋丸運轉速度計算:式中:V為彈丸速度(m/s)n為拋丸輪的轉速(r/min)D為拋丸輪直徑mmV=十四. 壓鑄機生產能力計算:式中:T=(全年天數減去全年節假日天數)乘以機台每天工作時數=全年工作時數減去保養、維修、換模等其它原因停機時間與全年有效工作時間之比t為壓鑄機每天換模所要時間(H)為機台開動率(%)K為廢品,加工、壓鑄M機為壓鑄機生產能力(件)T為壓鑄機全年有效工作時間(H)M機=T/t××(1-K)十五. 勞動能力計算:式中:Q為生產能力(清理、打磨)的產能(件)N為生產作業人數D為計划期內每人的有效工作時間(H)t為單位產品的額定工時(H)Q=DN/t十六.內澆口截面積:式中:Ag為內澆口截面積(mm2) G為通過內澆口合金的重量(g)X為液態金屬的密度( g/cm3 )V為內澆口金屬流動速度(m/s)T為充填時間(s)Ag=十七.排氣槽截面積:(排氣槽截面積一般為內澆口的20%---50%,必要時可按公式算)式中:Fu為排氣槽截面積(mm2);V為型腔和溢流槽的容積(cm3);t為氣體排出時間(s)可以按充填時間取值;K為充填過程中,排氣槽的開放系數,K=0.1--1 鑄件小,金屬流速低排氣槽最後充填時,K取值大點,相反小些。

关于压铸铝拔模角度标准的文章压铸铝拔模角度标准压铸铝是一种常用的金属加工方法,通过将熔化的铝合金注入模具中,然后通过高压力将其冷却和凝固,最终得到所需的零件或产品。
在整个压铸过程中,拔模角度是一个非常重要的因素。
拔模角度是指在从模具中取出零件时,需要施加的力量和角度。
正确的拔模角度可以确保零件顺利脱离模具,并且不会损坏或变形。
因此,制定合适的拔模角度标准对于保证产品质量和生产效率至关重要。
根据国际标准和行业经验,压铸铝的拔模角度通常在1°至3°之间。
这个范围可以根据具体情况进行调整,例如零件形状、尺寸、表面处理等。
一般来说,较小尺寸和较简单形状的零件可以使用较小的拔模角度,而较大尺寸和复杂形状的零件则需要更大的拔模角度。
为什么需要设置拔模角度呢?这是因为在压铸过程中,熔化的铝合金会在模具中冷却和凝固,形成一个与模具壁面紧密贴合的零件。
如果没有拔模角度,零件将无法从模具中顺利脱离,甚至可能会卡住或损坏。
通过设置适当的拔模角度,可以在脱模时提供足够的空间和顺畅的路径,确保零件能够平稳地从模具中取出。
此外,拔模角度还可以帮助减少摩擦和磨损。
在脱模过程中,零件与模具壁面之间会产生摩擦力。
如果没有足够的拔模角度,摩擦力将增加,并可能导致零件表面划痕或变形。
通过设置适当的拔模角度,可以减少摩擦力,并保护零件表面的完整性。
在实际生产中,制定和遵守压铸铝拔模角度标准非常重要。
首先,这可以确保产品质量和一致性。
通过统一的标准,可以避免因不同操作人员或不同工艺而导致的差异。
其次,合适的拔模角度可以提高生产效率和降低成本。
通过减少脱模困难和损坏,可以减少生产中的停机时间和废品率。
总之,压铸铝拔模角度标准是确保产品质量和生产效率的重要因素。
通过制定合适的拔模角度范围,并在实际生产中严格遵守,可以保证零件顺利脱模,并减少损坏和变形的风险。
这将有助于提高压铸铝产品的质量和竞争力。
压铸件拔模斜度
摘要:
1.压铸件拔模斜度的定义与作用
2.影响压铸件拔模斜度的因素
3.压铸件拔模斜度的设计原则
4.压铸件拔模斜度的检测方法
5.总结
正文:
压铸件拔模斜度是压铸工艺中的一个重要概念,它对铸件的成型质量和生产效率具有直接影响。
拔模斜度是指压铸模具在分型面处的斜度,其主要作用是便于铸件从模具中顺利脱模,避免因粘模而导致的生产延误和铸件报废。
影响压铸件拔模斜度的因素有以下几点:
1.铸件材料:不同材料的熔点、凝固特性等物理性质不同,对拔模斜度的要求也各异。
2.铸件结构:复杂的铸件结构可能需要更大的拔模斜度以保证顺利脱模。
3.模具设计:模具的分型面设计、模具材料及热处理工艺等因素都会影响拔模斜度的设定。
4.压铸工艺:压铸机的类型、压铸参数的设定等因素会影响铸件的成型质量,从而影响拔模斜度的需求。
在设计压铸件拔模斜度时,应遵循以下原则:
1.确保铸件顺利脱模,避免因粘模而导致的报废。
2.适当增大拔模斜度,以降低生产过程中因模具磨损、热变形等因素导致的脱模困难。
3.综合考虑铸件的结构、材料、模具设计及压铸工艺等因素,以达到最佳的拔模效果。
压铸件拔模斜度的检测方法有多种,如使用光学投影仪、三坐标测量仪等设备进行测量。
此外,还可以通过试模、观察脱模过程等方法对拔模斜度进行直观的判断。
总之,压铸件拔模斜度是压铸工艺中的一个关键环节,需要充分考虑铸件材料、结构、模具设计及压铸工艺等因素,以实现顺利脱模和提高生产效率。
铸造拔模斜度标准(一)铸造拔模斜度标准介绍•铸造拔模斜度是衡量铸件成型质量的重要指标之一。
•正确的铸造拔模斜度标准能够确保铸件的尺寸、形状和表面质量符合设计要求。
为什么需要拔模斜度标准?•铸造中,熔融金属被注入铸型,然后通过冷却凝固成型。
•当冷却凝固完成后,需要将铸件从铸型中取出,这个过程称为拔模。
•拔模斜度表示铸件从铸型中脱离的程度,对铸件的几何尺寸和表面质量有直接影响。
拔模斜度标准的重要性•拔模斜度过大,可能导致铸件尺寸不准确,形状变形,甚至出现裂纹等缺陷。
•拔模斜度过小,可能导致铸件在拔模过程中受力不均匀,造成铸型损坏和铸件损坏。
•正确的拔模斜度标准能够保证铸件的尺寸精度、形状稳定性和表面质量。
如何确定拔模斜度标准?•拔模斜度标准应根据具体的铸造材料、铸型材料和铸件形状等因素来确定。
•标准可以参考国际铸造标准、企业内部标准以及相关行业的技术规范。
•在实际生产中,可以通过试验和实践来调整和优化拔模斜度标准。
拔模斜度标准的应用•拔模斜度标准在铸造设计、工艺规程和质量控制等环节都有重要应用。
•在铸造设计阶段,拔模斜度标准可以指导铸型结构设计和放样。
•在工艺规程中,拔模斜度标准可以指导拔模工艺参数的设定和调整。
•在质量控制中,拔模斜度标准可以用于检验和判定铸件的合格与否。
总结•正确的铸造拔模斜度标准是保证铸件质量的关键因素之一。
•拔模斜度过大或过小都会影响铸件的尺寸、形状和表面质量。
•确定拔模斜度标准需要考虑具体的材料和形状等因素。
•拔模斜度标准在铸造设计、工艺规程和质量控制中都有重要应用。

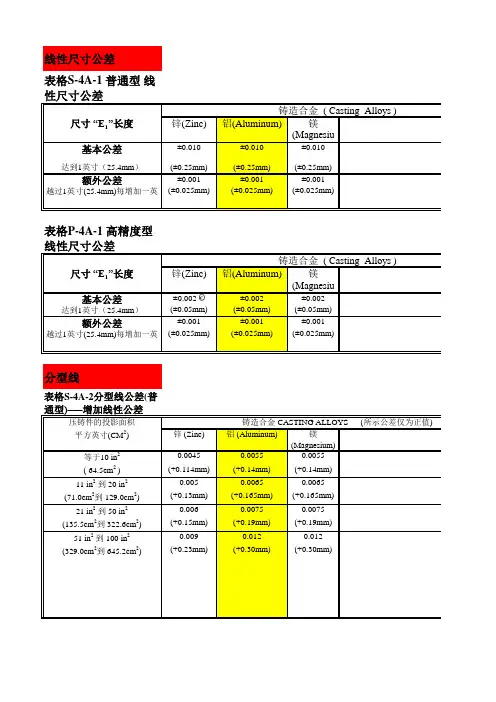
铝镁合金压铸尺寸未注公差(长、宽、高、直径、中心距)(mm)
注:1、引自DIN 1688。
我司暂时采用Ⅱ级精度等级。
此标准适用于金属部所的压铸铝合金产品。
2、关于A类、B类的区分,引用《压铸模设计手册》第二版,表2-7。
(共2页,第1页)
.
发放部门:工模金属品管金属工程
拟订:审核:批准:
铝、镁合金压铸尺寸未注公差(壁厚、肋、圆角) (mm)
注:1、引自DIN 1688。
我司暂时采用Ⅱ级精度等级。
此标准适用于金属部所的压铸铝合金产品。
.
2、关于A类、B类的区分,引用《压铸模设计手册》第二版,表2-7。
(共2页,第2页)
发放部门:工模金属品管金属工程
拟订:审核:批准:
.。
压铸件拔模斜度摘要:1.压铸件拔模斜度的定义2.压铸件拔模斜度的作用3.压铸件拔模斜度的设计原则4.压铸件拔模斜度在实际应用中的注意事项正文:压铸件拔模斜度是指在压铸件模具设计中,为了保证铸件在脱模过程中顺利脱离模具,而在模具的分型面和脱模方向上设置的倾斜角度。
压铸件拔模斜度在压铸件生产中起着至关重要的作用,主要表现在以下几个方面:首先,压铸件拔模斜度有助于铸件在脱模过程中顺利脱离模具,降低模具与铸件之间的摩擦力。
这样可以避免铸件在脱模过程中受到损坏,提高生产效率。
其次,压铸件拔模斜度可以保证铸件的表面质量。
由于拔模斜度的存在,铸件在脱模过程中受到的摩擦力较小,从而降低了铸件表面的损伤和划痕,提高了铸件的表面质量。
在设计压铸件拔模斜度时,需要遵循一定的原则。
首先,拔模斜度的大小应根据铸件的材料、形状、尺寸等因素综合考虑。
一般来说,铸件的材料越软,拔模斜度就越大;铸件的尺寸越大,拔模斜度也越大。
其次,拔模斜度的方向应选择在脱模方向上,以便于铸件顺利脱离模具。
在实际应用中,设置压铸件拔模斜度时需要注意以下几点:1.拔模斜度的大小要适中,不能过大或过小。
如果拔模斜度过大,会导致铸件在脱模过程中产生较大的摩擦力,降低生产效率;如果拔模斜度过小,铸件在脱模过程中可能会卡住,导致模具和铸件的损坏。
2.拔模斜度的方向要正确,应选择在脱模方向上。
如果拔模斜度的方向错误,会导致铸件在脱模过程中受到不必要的摩擦力,影响铸件的表面质量。
3.在设计压铸件拔模斜度时,还要考虑到模具的制造和加工工艺。
一些复杂的模具造型和加工工艺可能会对拔模斜度的设计产生影响,需要在设计过程中综合考虑。
总之,压铸件拔模斜度在压铸件生产中起着关键作用,合理的拔模斜度设计可以保证铸件的顺利脱模,提高生产效率和铸件的表面质量。