品管作业指导书
- 格式:doc
- 大小:5.26 KB
- 文档页数:3
品管员作业指导书引言概述:品管员作业指导书是指导品管员进行工作的重要文件,它包含了品管员在工作中需要遵循的规范、流程和标准。
品管员通过遵守作业指导书的要求,可以确保产品质量的稳定性和一致性,提高生产效率,降低不良品率。
下面将详细介绍品管员作业指导书的内容和重要性。
一、作业流程1.1 确定作业标准:品管员需要了解产品的质量标准和客户要求,确保工作按照标准进行。
1.2 制定检验计划:根据产品特性和生产过程,制定合理的检验计划,确保产品质量。
1.3 执行检验工作:按照检验计划进行检验工作,记录检验结果并及时反馈给相关部门。
二、设备操作2.1 熟悉设备操作规程:品管员需要熟悉所使用的检验设备的操作规程,确保设备正常运行。
2.2 定期维护设备:定期对检验设备进行维护保养,保证设备的准确性和稳定性。
2.3 处理异常情况:当设备浮现故障或者异常情况时,品管员需要及时报修或者处理,确保检验工作顺利进行。
三、数据记录3.1 准确记录数据:品管员需要准确记录检验数据,包括检验结果、异常情况等,以备查证。
3.2 存档管理:对检验数据进行存档管理,确保数据的完整性和可追溯性。
3.3 数据分析:定期对检验数据进行分析,发现问题并提出改进意见,持续改善产品质量。
四、问题处理4.1 发现问题:品管员在检验过程中发现产品存在质量问题时,需要及时报告并住手生产。
4.2 分析原因:对质量问题进行分析,找出问题根源并提出改进措施。
4.3 跟踪改进:跟踪质量问题的改进情况,确保问题得到有效解决并避免再次发生。
五、培训与提升5.1 参加培训:品管员需要定期参加相关培训,提升自身专业技能和知识水平。
5.2 学习更新知识:及时学习新的品质管理理念和方法,不断提升品质管理水平。
5.3 提出建议:品管员可以根据自身工作经验和学习成果,提出改进建议,推动品质管理工作的持续改进。
结论:品管员作业指导书是品质管理工作中的重要文件,它规范了品管员的工作流程、设备操作、数据记录、问题处理和培训提升等方面。
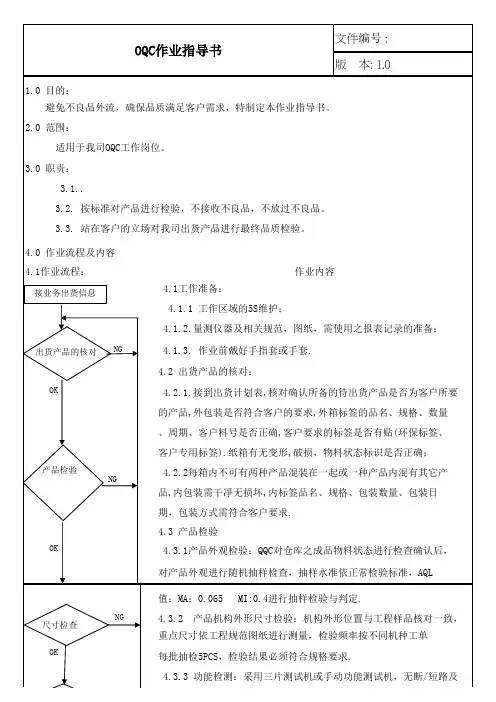
1.0目的规范品检作业,统一检验方法,确保产品质量符合规定要求。
2.0适用范围适用于本公司进料、制程、成品的品质检验。
3.0职责3.1仓管:负责办理发出、来料入库手续并协助品检抽样。
3.2品管:按检验标准及本作业指导书进行检验工作,完成品检质量记录。
3.2品管经理:负责规范检验方法及监督、指导品检检验作业。
4.0作业程序4.1进料检验4.1.1供应商来料,仓管员办理相关入库手续后通知IQC检验,IQC按MIL-STD-105E 正常检验Ⅱ级单次抽样;AQL值:CR=0 MAJ=1.0 MIN=2.5。
4.1.2 IQC核对《订购单》、《送货单》及相关资料、样办。
4.1.3 IQC参照《来料检验标准》作业,填写《来料检验报告》。
4.1.4 IQC抽样检验合格后加盖检验“IQC PASS”章,仓管员办理入仓手续。
4.1.5 IQC抽样不合格,将物料置于“不合格区”,并填写检验报告及开具《品质异常处理单》交相关部门处理。
4.2制程检验4.2.1生产前PQC核对《生产订单》及相关资料、样办、检查上工序来料是否合格。
4.2.2作业员做好首件并签名经部门主管确认签复, PQC对首件进行核查,填写《首件检验报告》。
4.2.3制程批量生产按制程检验标准进行检验、填写相应制程检验报告,出现品质异常问题,按《不合格品控制程序》和《纠正与预防措施控制程序》处理。
4.3成品检验4.3.1 QA核对《生产订单》等相关资料、样办,对待生产成品进行首件检验确认、合格则进行下工序生产,反之则知会其改善直到首件合格为止。
4.3.2 QA根据《产品检验标准》,《生产计划表》对生产工序待出货产品实施检验,检验完成后通知包装组包装、装箱。
4.3.3每一批成品包装完成约80%时,或每规定工作时段QA可根据实际情况对包装成品进行抽样检验。
抽验标准按MIL-STD-105E 正常检验Ⅱ级单次抽样;AQL值:CR=0 MAJ=1.0 MIN=2.5 进行检验。
品管员作业指导书一、任务目的本作业指导书的目的是为品管员提供详细的作业指导,确保产品质量符合标准要求,提高生产效率和产品质量。
二、作业职责1. 负责监督和管理生产过程中的质量控制,确保产品符合质量标准。
2. 制定和执行品质检验计划,包括原材料、半成品和成品的检验。
3. 跟踪和分析生产过程中的质量问题,提出改进措施,并协助相关部门进行改进。
4. 参与产品质量问题的调查和分析,找出问题根源,并提出解决方案。
5. 协助培训新员工,确保他们了解并遵循质量控制流程和标准操作规程。
三、作业流程1. 原材料检验品管员需要根据采购部门提供的原材料标准,对每批原材料进行检验。
检验包括外观、尺寸、重量、包装等方面。
对于不合格的原材料,品管员需要及时通知采购部门,并协助处理。
2. 在线检验品管员需要在生产线上进行在线检验,确保生产过程中的质量符合标准要求。
检验项目包括外观、尺寸、重量、功能等方面。
对于不合格的产品,品管员需要及时通知生产部门,并协助处理。
3. 成品检验品管员需要对成品进行全面的检验,确保产品质量符合标准要求。
检验项目包括外观、尺寸、重量、功能、包装等方面。
对于不合格的产品,品管员需要及时通知质量部门,并协助处理。
4. 质量记录和报告品管员需要准确记录每批原材料、半成品和成品的检验结果,并及时生成质量报告。
报告中需要包括检验项目、检验结果、不合格品数量和原因等信息。
品管员还需要对质量报告进行分析,提出改进措施,并与相关部门共同落实改进措施。
5. 质量问题处理品管员需要及时处理生产过程中出现的质量问题。
品管员需要调查问题根源,分析问题原因,并提出解决方案。
品管员还需要协助相关部门进行问题解决,并跟踪问题处理的效果。
6. 培训新员工品管员需要协助培训新员工,确保他们了解并遵循质量控制流程和标准操作规程。
品管员需要向新员工介绍工作职责、作业流程和质量标准要求,并进行实际操作指导。
品管员还需要定期对新员工进行培训评估,确保他们能够独立完成工作任务。

品管员作业指导书一、任务目的:本作业指导书的目的是为了指导品管员在工作中正确执行品质管理的各项任务,确保产品质量符合标准要求,提高生产效率和客户满意度。
二、工作职责:1. 执行产品质量检查:品管员需要按照质量检查标准,对生产线上的产品进行检查,确保产品符合质量要求。
检查内容包括外观、尺寸、重量、材质等方面。
2. 记录和报告:品管员需要准确记录每次检查的结果,并及时向上级汇报。
记录内容包括产品编号、检查时间、检查结果等。
3. 异常处理:品管员在检查中发现产品存在质量问题时,需要及时采取措施进行处理,如暂停生产、通知相关部门进行调整等。
4. 质量改进:品管员需要与相关部门合作,分析产品质量问题的原因,并提出改进措施,以避免类似问题再次发生。
三、工作流程:1. 准备工作:品管员在开始工作前,需要检查所需工具和设备是否齐全,并确保工作区域整洁有序。
2. 执行产品检查:按照产品质量检查标准,逐个检查产品的外观、尺寸、重量、材质等方面。
如发现异常,及时记录并采取相应措施。
3. 记录和报告:将每次检查的结果准确记录在检查表中,并及时向上级汇报。
汇报内容包括产品编号、检查时间、检查结果等。
4. 异常处理:如发现产品存在质量问题,品管员需要立即通知相关部门,并确保问题得到及时解决。
同时,需要记录异常处理的过程和结果。
5. 质量改进:品管员需要与相关部门合作,分析产品质量问题的原因,并提出改进措施。
改进措施可以包括调整生产工艺、改进设备、加强员工培训等。
四、工作要求:1. 严格按照质量检查标准执行检查任务,确保检查结果准确可靠。
2. 工作细致认真,对每个细节都要仔细检查,确保产品质量符合要求。
3. 及时记录和报告检查结果,确保信息的准确性和及时性。
4. 对于发现的质量问题,要及时采取措施进行处理,并记录处理过程和结果。
5. 积极参与质量改进工作,提出改进意见和建议,并与相关部门合作推进改进措施的实施。
6. 遵守公司的工作纪律和安全规定,确保工作环境的整洁和安全。
1.目的:確保公司產品出廠前之品質符合Q、C、D、S.2.範圍:經FQC、OQC檢驗判定合格之入庫成品. 3.相關資料:3.1出貨品管管理辦法(出貨品管管理辦法(Q2-008)3.2包裝線品管檢驗規範(Q3-004)3.3矯正及預防措施管理辦法(Q2-002)4.定義:4.1OBA(Out-ofBoxAudit):出貨前檢驗。
5.作業程序與權責:5.1出貨作業程序流程作業表單1.出貨單1出貨單.2.轉單通知.轉后訂單明細表.3.出貨管制卡.1.YESNG1.(Q2-008-04)1.品質異常對策書(Q2-008-03)1.OBA 出貨檢驗報表 (Q3-004-01)2.出貨管制卡(Q2-008-02)5.2OBA出貨檢驗5.2.1正,側麥貼紙(客戶名稱,港口.訂單編號.箱號以及箱號加注;機種名.主件料號及包裝方式).<Check1.Check2.Check3;Check4.Check5>5.2.2稱重貼紙(實物淨重與側麥是否相差正負3).5.2.3確認外箱pass膠帶是否保持一個訂單一致.隨線生產之訂單Pass膠帶必須為一層,改包重工訂單允許2-3層,但必須一個訂單一致.若整批貨物中有幾箱封箱層數異常,則OBA進行拆箱檢查,並記錄于表單.對于轉單導致的一個訂單不一致,需紀錄不一致的明細.(附6.5)5.2.4檢查外箱是否有破損,臟污,變形.注:(a)非穿透性破損,且破損長度不超過5CM,則可用與外箱一致的牛皮紙貼住,否則更換外箱.(b)若外箱變形或穿透性破損長度超過5CM,則更換外箱,嚴重的需檢驗機板狀況,若機板外觀不良則需退庫上線重測其功能,並開立品質異常對策書.5.2.5確認同一訂單的箱號是否相連,有無重複.5.2.6對出打膠膜的棧板需貼棧板外貼紙以及每棧板第一箱的90料號(棧板序號),必須一一核對.<Check6>5.2.7針對特殊客戶需仔細檢查此貼紙的內容以及此貼紙加貼或加注的位置是否正確.5.2.8核對此訂單的數量,若無誤后在出貨單上做打V的動作.<check7>5.2.9OBA檢驗判定欄(出貨管制卡)a.若上述無誤,待司機簽字后,在出貨管制卡OBA欄上蓋”OBAACC’章並簽名.<Check8>b.若實物與出貨單不符,則需蓋”OBAREJ”章並簽名,按異常流程處理5.3轉單檢驗:5.3.1轉單前的檢驗(a)依據轉單通知單核對轉后&轉前訂單的數量是否吻合.(b)箱號&序號是否相連(並將首尾箱號記錄于轉單通知單).(c)核對轉后&轉前訂單的明細表中內容是否吻合.若沒有明細表需拆箱驗貨.5.3.2轉單后的檢驗:(a)核對訂單明細表與實物,無誤后開立管制卡,並記錄OBA轉單報表.(b)檢查轉后訂單SFIS資料是否轉入.若未轉入則通知相關單位解決。
品管员作业指导书一、任务概述品管员作业指导书是为了指导品管员在工作中正确执行相关操作流程,确保产品质量符合标准要求而编写的文件。
本指导书包含了品管员的职责和工作要求,以及具体的操作步骤和注意事项。
二、品管员职责和工作要求1. 负责监督和执行产品质量控制工作,确保产品符合标准要求。
2. 检查产品的创造过程,包括原材料的采购、生产工艺的控制和成品的检验。
3. 编制和更新产品的质量控制标准和作业指导书。
4. 协助解决生产过程中的质量问题,并提出改进建议。
5. 组织和参预内部和外部的质量审核和评估活动。
6. 培训和指导生产人员,提高他们的质量意识和操作技能。
7. 统计和分析产品质量数据,编制相关报告。
三、操作步骤1. 准备工作a. 确认所需的操作材料和设备是否齐全。
b. 检查操作区域的清洁和整洁程度,确保符合卫生要求。
c. 根据作业要求,准备好相关记录表格和工具。
2. 原材料检验a. 根据采购要求,对进货的原材料进行外观检查和质量抽样。
b. 使用适当的检测设备和方法,对原材料进行化学或者物理性能测试。
c. 根据质量控制标准,判断原材料是否合格,并记录检验结果。
3. 生产过程控制a. 根据工艺要求,监督生产过程中的关键环节,如温度、压力、时间等。
b. 定期抽样并进行检验,确保生产过程符合质量控制标准。
c. 及时发现和处理生产过程中的异常情况,避免不合格品的产生。
4. 成品检验a. 对生产出的成品进行外观检查和尺寸测量,确保符合产品要求。
b. 进行物理或者化学性能测试,验证产品的质量指标。
c. 根据质量控制标准,判定成品是否合格,并记录检验结果。
5. 质量数据分析a. 采集并整理产品质量数据,如原材料检验结果、生产过程数据和成品检验结果。
b. 使用统计方法和质量工具,分析数据,找出质量问题的根本原因。
c. 编制质量分析报告,并提出改进建议。
四、注意事项1. 在操作过程中,严格按照作业指导书的要求进行操作,避免疏忽和错误。
出货检验(OQC)作业指导书一、工作流程二、岗位职责:1、根据检验标准、样品、图纸或客户要求之标准进行成品及出货检验,对产成品进仓品质及出货的产品品质负责;2、根据客户要求或产品需要而需进行可靠性测试的,需按抽样标准抽取样本交测试部门进行测试,并跟进检验结果。
3、负责将外观和尺寸结果与性能测试结果结合填写在《成品入库检验报告》与《OQC出货检验报告单》上。
4、产成品进仓后,需监督仓库对仓存条件、化学反应及有效库存期限的控制,提前做好预防工作。
对库存产品的质量鉴定负责.5、对库存超期品的复检验,以及品质异常的处理,反馈与追踪6、负责日、周、月统计报告与分析,并确保其准确性与上交及时性;7、呆滞品检验及仓库储存状况查核;8、品质异常反馈及改善追踪、效果确认,对出厂产品的订单符合性负责;.9、负责客户退货产品的质量确认。
三、作业内容:3.1.入库检验作业:3。
1.1 检查包装箱的箱脉是否符合技术规范。
3.1.2 检查包装箱及包装质量是否符合技术标准。
3。
1.3 准备并复核《产品入库检验报告》,经过相关部门复核后交给制造部. 3。
1。
4 将检验结果记录于《OQC入库检验记录表》上.3.1。
5 产品检验合格后,在外箱包装箱的箱脉标签旁盖上蓝色“PASS”章。
3。
1。
6 产品经检验为不合格,应先开出《品質异常联络单》,经由各個相关单位确认后,需要重工产品开出产品《重工单》,通知相关单位进行重工处理,不合格品依照《不合格品控制程序》执行.3。
1。
7 制造部包装组对生产成品进仓,仓库负责收货.OQC全程跟踪并做好记录.3。
1。
8 将产品每日的入库数量,入库质量状况交给质量部统计员进行统计。
3.2。
出货检验作业:3。
2。
1根据IE计划部和销售部下达的《出货通知单》,仓库备货人员依据《出货通知单》‘提供成品信息’,OQC首先‘确认成品信息’。
内容如下:A 出货单编号。
B 出厂企业(客户名称)。
C 出厂的箱数。
D 出厂的总panel数量,总功率。
篇一:品管作业指导书
第2页共17页第3页共17页
第4页共17页篇二:品管手册即品管作业指导书
品管手
册
︵作业指导书︶
目录
第一章、总则
第二章、品质要求
一、进料检验作业指导书
二、备料流程检验标准和操作规范三、餐桌流程检验标准和操作规范四、床组流程检验标准和操作规范五、柜类流程检验标准和操作规范六、砂光与检砂流程检验标准和操作规范七、涂装流程检验标准和操作规范八、包装流程检验标准和操作规范九、最终检验规范十、验货流程
第三章、品质管理制度
一、现场首件会签管理办法二、木材等级划分规定三、成品及半成品移转管理制度四、品质控制的补充规定五、品质异常处理程序六、品质管理奖惩制度七、出货检验确认制度八、外包产品特采规定九、品质异常会审规定十、对仓库、采购要求
附表(一):品质管制流程图附表(二):制程检验流程图附表(三):进料检验流程图
第一章:总则
**家具有限公司成立至今,已成为国际性的跨国企业,且在美洲市场其占有率持续逐年上升,品质保证和售后服务是本公司一向不遗余力、努力的目标,本公司秉承以“品质第一、顾客至上、以人为本、永续经营”为经营理念,由此可以体现出品质在公司管理中的地位,品质是企业的生命,没有品质就谈不上发展。
本手册所包含的品质要求是本公司的基本要求,符合家具行业共同的标准和要求,如有遗漏,以品管部意见为准。
我们深切体会,家具行业是一成不变的,我们对于新材料、新结构、新技术和新观念不持反对态度,反而我们乐意参与,研发类似的新知,然而在此强调的是所有的新改变,必须以书面报告的方式知会品管部并征得同意,希望本手册能产生互惠的功能。
本手册应客户要求和内部管理需要由品管部门制订本手册,如有家具界先进发现有需补充或指正,恳请与本公司品管部门联系,如蒙指正,不胜感激!
(本手册为内部文件,不对外公开。
)
第二章:品质要求
一、进料检验作业指导书
1、目的:加强原料检验,统一品质标准。
降低成本,提升品质与效率。
2、适应范围:进厂之所有原料。
3、总则:
3.1供应商批量生产前必须先打一套产前样, 产前样经本公司企划课和品管课共同确认后方可批量生产。
3.2供应商送货时必须携带产前样,进料品管iqc依照产前样和图纸对照检验。
3.3进料品管确认进料品质并在送货单上签字后,仓库方可收货。
3.4不良品不准入仓。
3.5特殊情况,通过会审或特采处理。
3.6原则上不允许供应商在本公司返工或跟线处理。
4、检查项目:
4.1外观、尺寸、结构检查。
4.2湿度测试、物理、化学、机械性能等检验。
4.3使用仪器或设备指定性检查。
4.4按产前样或采购单要求检查。
5、处理方式:
5.1对不合格品标示“红色标签”隔离。
5.2责令加工厂返工、退货或按不良比率折算货款。
5.3筛选、降级处理。
5.4合格品贴上绿色合格标签,签单入库。
6、检查方法:
6.1按产前样对照检查。
6.2试组立配套检查。
6.3特殊物品或50pcs以下数量较少之物件采取全检方式,对一般物品采取抽检方式,抽检比例视品质状况而定。
7、进料抽检判定表:(注:不良品挑出,由供应商整修处理)8、进料检验作业指导书
8.1车枳检验标准与要求
8.1.1外形及尺寸与图一致,公差±0.5mm; 8.1.2线型一致,线条清晰,弧度圆滑; 8.1.3凹凸、台阶匀称,对称部位应对称;
8.1.4加工后表面不得有明显的崩缺、刀痕及砂痕;
8.1.5明显的崩缺、刀痕必须修补或砂净,不允许大范围补土处理;
8.1.6榫头直径允许接受负公差0.3mm,长度允许接受负公差0.5mm,两者均不接受正公差;
8.1.7整支料湿度在12度以内,不能有弯翘现象; 8.1.8砂光良好,不可有起毛、粗糙与跳刀等现象; 8.1.9材料不可有蓝斑、虫孔、树心、明显色差与端裂等; 8.1.10车枳前拼板应密缝,不接受拼板裂和明显胶线; 8.1.11所有弧形端头部位应砂光良好; 8.1.12整体不可有变形、歪斜等现象;
8.2曲木检验标准与要求
8.2.1各层曲木之间胶合良好,无脱胶或中空现象; 8.2.2湿度在8-12度之间;
8.2.3压花纹路明显清晰,薄片拼接密合,不可溢胶或破坏原组织结构; 8.2.4长度、宽度比标准可大不可小,厚度+1/-0mm(大的范围在30mm以上); 8.2.5外形与图符合,不可变形,弧度公差±1mm以内; 8.2.6运输与堆放时,顺弧度方向放置; 8.2.7不接受色差和撕裂;篇三:品管作业指导书
篇四:品管作业指导书
xx 吸塑制品厂
品管部作业指引之一
为了使品管人员在实际生产中有明确的方向和目标,作业时有规可依,减少次品,消除与生产者的误会,结合本厂实际情况,制定如下一些作业标准:成型车间
1、一般产品,如:雅致、雅汇、宝通、华星、泛邦、金泰、家记、汉威、
均荣、亚特蓝斯、建生、方氏、国林、三昌、振也各款面,调机不能超过二张,超过二张后未正常,品管人员有权停机,划断胶片。
2、中等产品,如安迅、虎邦、亚康、佳年、三上、振也白色底、高端、大
德、红鹰、艺泉调机不能超过三张,超过三张后未正常,品管人员有权停机,划断胶片,3、中名、金宝、加玮华容易生产的一部分模具调机不能超过三张,如中名
11-5098-5003、11-5487-5003、11-4551-0003、11-4495-0003;金宝hn00913a113、hn00d1030101、hn00zp18001、hn03anu001、加玮华0022底。
4、中名、金宝hn00d103c101、加玮华要求高难度偏大的模具调机不有超
过四张。
5、
6、金宝hn0d103008、hn000912402-20apet两款调机不能超过六张。
调机张数够时,一板模仍然有三个模(十具模以下),四个模(十个模以
上,二十个模以下),五个模(二十个模以上)还未正常的情况下,品管采取措施停机,若只有一、两个或三个模有问题时暂不停机,可认操作者继续生产下去。
但超过十张以上,必须强行划断胶片停机。
7、在正常的生产途中,若抽查到大面积的发白、油污、上模印、不到位、
厚薄不均匀、尖点、料花(限高要求,表面平坦的产品)等,必须果断停机不能犹豫。
8、对品管人员反映的问题,操作者不理不睬,品管可停机,再汇报给他的
课长处理。
9、在巡查过程中,抽查到中名、金宝、加玮华表面有发白、上模印、油污、
尖噗、石膏粉、拉根等第一时间通知操作改善之后把次品作标示,(注:此三款特别注意表面的透明度)。
10、 qc、qa人员按品质标准,客户要求认为不可要的产品而操作者坚持可
要的情况下,不能由操作者签板,需由他的课长、生管或品管主管、经理签板认可决定。
11、新款模具要求不高,难度不大的四张内未正常,要求高难度大6张内未
正常可停机。
但参考第六条灵活运用。
12、在正常生产途中,抽查到有位根、上模印、不到位、太薄、连续五张不
能改善可停机(1个模连续10张)。
制作:审核:批准:。