干货MSA的公差比VS过程比
- 格式:docx
- 大小:17.19 KB
- 文档页数:3

测量系统分析(Measurement Systems Analysis,MSA) 数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。
这个定义由C.Eisenhart首次给出。
赋值过程定义为测量过程,而赋予的值定义为测量值。
众所周知,在影响产品质量特征值变异的六个基本质量因素(人、机器、材料、操作方法、测量和环境)中,测量是其中之一。
与其它五种基本质量因素所不同的是,测量因素对工序质量特征值的影响独立于五种基本质量因素综合作用的工序加工过程,这就使得单独对测量系统的研究成为可能。
而正确的测量,永远是质量改进的第一步。
如果没有科学的测量系统评价方法,缺少对测量系统的有效控制,质量改进就失去了基本的前提。
为此,进行测量系统分析就成了企业实现连续质量改进的必经之路。
如今,测量系统分析已逐渐成为企业质量改进中的一项重要工作,企业界和学术界都对测量系统分析给予了足够的重视。
测量系统分析也已成为美国三大汽车公司质量体系QS9000的要素之一,是6σ质量计划的一项重要内容。
此时,以通用电气(GE)为代表的6σ连续质量改进计划模式即为:确认(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control),简称DMAIC。
从统计质量管理的角度来看,测量系统分析实质上属于变异分析的范畴,即分析测量系统所带来的变异相对于工序过程总变异的大小,以确保工序过程的主要变异源于工序过程本身,而非测量系统,并且测量系统能力可以满足工序要求。
测量系统分析,针对的是整个测量系统的稳定性和准确性,它需要分析测量系统的位置变差、宽度变差。
在位置变差中包括测量系统的偏倚、稳定性和线性。
在宽度变差中包括测量系统的重复性、再现性。
测量系统可分为“计数型”及“计量型”测量系统两类。
测量后能够给出具体的测量数值的为计量型测量系统;只能定性地给出测量结果的为计数型测量系统。
MSA指标%P/T与%GRR知识梳理一.前言:任何一个制造系统皆处于随机波动过程中,透过量测所获得之数据,无形中隐含许多的变异,使得高质量产品的现代工业充满对量测数据产生质疑。
量测系统分析即是将量测资料或是一些衍生出的统计量与过程的管制界线进行分析比较,藉以评价整个量测系统过程是否可接受或应进行改善。
此篇主要以量测系统评价中之量测能力指标,以两种不同的表达方式进行探讨,因此对量测系统之变异并不个别予以研究(假设为已知)。
二.量测系统:探讨量测数据的质量,必须先对量测系统进行整体性了解:1.系统中有哪些过程?2.每一阶段过程应进行那些步骤?3.每一步骤是否有那些变异发生?4.最后对系统作出决定?三.量测数据的质量:量测数据的质量决定于稳定条件下进行操作的量测系统中所得的统计特性,一般量测所得资料皆为观测变异值,此值受到制造过程之变异及量测系统中变异所影响。
制造过程变异则分别受到零件变异、短期过程变异及长期过程变异所牵引,而量测变异亦同时由零件变异、量具产生之变异及评价者产生之变异所影响。
量测系统的变异而言,我们把焦点着重在由评价者产生之变异(Reproducibility)与量具本身之重复性(Repeatability)对整个量测变异贡献度之程度。
四.量测系统之统计特性:1.量测系统均须在统计管制下而其所产生之变异应根源于共同原因,而非特殊原因。
2.量测系统之变异须相对小于生产制程之变异。
3.量测系统之变异须相对小于规格界限。
4.量测系统之最小刻度须相对小于制程变异或规格界限之较小者。
五.量测系统的变异种类:1. 位置变异:◎准确度(Accuracy)◎偏倚(Bias)◎稳定性(Stability)◎线性(Linearity)2. 宽度变异:◎精密度(Precision)◎重复性(Repeatability)◎再现性(Reproducibility)◎GRR (Gage Repeatability & Reproducibility)3. 量测系统变异:◎量测系统能力(Capability)◎量测系统性能(Performance)六.量测系统评价:1. 量测能力指标%P/T精密度(Precision)对公差(Tolerance)之比例。

MSA基本概念解说一、为什么要做MSA?1、目前,测量数据会应用于各种分析研究中,而为了确保应用测量数据所得到的收益大于获得它们所花的费用,就必须把注意力集中在数据的质量上。
表征数据质量最通用的统计特性是测量系统的偏倚和方差。
所谓偏倚的特性是指数据相对基准(标准)值的位置,而所谓方差的特性是指数据的分布。
2、低质量数据最通常的原因之一是数据变差太大。
一组测量的变差大多是由于测量系统和它的环境之间的交互作用造成的。
如果交互作用产生太大的变差,数据的质量可能会很低以至于数据没有用处。
因为它可能会掩盖过程的变差。
3、我们的测量系统一般是对每个零件重复读数的,适合于QS9000的MSA手册的关注点。
二、测量系统的评定阶段测量系统的评定通常分为两个阶段,称为第一阶段和第二阶段1、第一阶段:明白该测量过程并确定该测量系统是否满足我们的需要。
第一阶段试验主要有二个目的:v 确定该测量系统是否具有所需要的统计特性,此项必须在使用前进行。
v 发现哪种环境因素对测量系统有显着的影响,例如温度、湿度等,以决定其使用之空间及环境。
1、第二阶段的评定v目的是在验证一个测量系统一旦被认为是可行的,应持续具有恰当的统计特性。
v常见的就是“量具R&R”是其中的一种型式。
三、分析时机v新生产之产品P V有不同时v新仪器,E V有不同时v新操作人员,A V有不同时v易损耗之仪器必须注意其分析频率。
四、基本术语1、测量:赋值(或数)给具体事物以表示它们之间关于特定特性的关系。
赋值过程定义为测量过程,而赋予的值定义为测量值。
2、量具:任何用来获得测量结果的装置,经常用来特指用在车间的装置,包括通过/不通过装置。
3、测量系统:用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合,用来获得测量结果的整个过程。
4、分辨力、可读性、分辨率:别名最小的读数单位、测量分辨率、刻度限度或探测限度。
干货MSA的公差比VS过程比
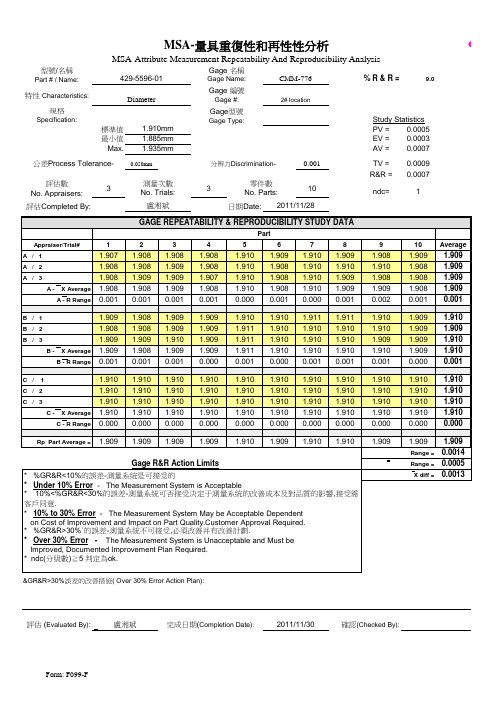
测量系统分析是质量管理体系五大工具之一,而重复性和再现性是计量型测量系统分析的评价方式之一,在制造行业广泛应用。
众所周知,数据是通过测量获得的,每个项目都需要数据作为依据,只有对数据进行缜密、严谨分析,才能做出正确的决策。
因此,在对数据进行收集与分析之前,必须对测量系统进行研究与评估,对于不完善的地方及时纠正,以确保数据的准确性。
01 什么是重复性和再现性
在测量过程中,由检验人员、设备/仪器/量具、测量对象、操作方法和环境所构成的测量系统的重复性和复现性,被称为GR&R,它是分析测量系统的准确度是否符合测量准确度要求的重要指标。
重复性通常被称为设备变差(equipment variation EV),重复性误差指的是同一个操作者使用同一套设备,对同一个部件的同一特性在较短的时间间隔内进行多次测量,所得结果的一致性。
重复性强调所有的测量都尽可能相同的条件下完成的,这时误差的产生全部测量设备本身的固有波动引起,这部分误差一般是不可能再降低。
如果重复性误差过大,则测量系统无法改进,只能彻底更换。
重复性示意图
重复性作为研究测量系统固有波动的度量,除了选用其方差作为绝对量的度量指标,也常选用设备波动与过程总波动(Total Variation,TV)的比值作为其相对量的度量指标,即重复性标准差与过程总体标准差的比值,即:
测量系统的误差不仅包含重复性,人员、量具、操作方法和环境的变化等也都可能形成误差。
所谓再现性指在各种变化的测量条件下,对同一个测量部件的同一特性进行多次测量,所得测量结果的一致性。
可能改变的测量条件包括操作者、操作方法、量具、地点、使用条件和测量时间等。
其中相当普遍的情况是,误差主要有不同的操作人员
一起。
因此,再现性又称为人员波动(Appraiser Variation,AV)。
再现性示意图
再现性作为研究具有多个波动源的测量系统波动的度量,除了用作为绝对量的度量,也常选用人员波动与过程总波动的比值作为其相对量的度量指标,即再现性标准差与过程总体标准差的比值,即:
重复性和再现性分析是对测量系统的系统内变差和系统间变差的衡量指标。
两者结合在一起分析,可对整个测量系统进行分析,又称其为精确度分析(GR&R),主要内容二者应该同时评估,这是测量系统分析的重点。
02 什么是重复性和再现性的过程比和公差比
%GR&R称为“基于过程总变异的重复和再现性的比率”,简称“过程比”,计算公式为:
从公式上可以看出,过程比%GR&R受选取的被测量样本(PV)的干扰非常大,因为这组(10个)样本的变异情况将用代表制造过程的真实变异。
如果有意选取了5个上限和5个下限的样本,那么分母就会变大,%GR&R的值就会非常小。
让你看起来觉着非常放心的结果其实是虚假的。
%P/T称为“基于公差的重复性和再现性的比率”,简称“公差比”,计算公式为:
从公式上可以看出样本的波动对%P/T几乎没有影响,因为其分母是公差带宽,和样本的波动无关。
在实际应用中,公差比常用于产品控制,以证明测量系统的结果是值得信赖的,可以接受的;过程比常用于过程改进,以确认改进前的基线,找准改进方向,以及评价改进后的效果。
在实际测量系统分析中,如果%GR&R的非常完美的话,应该关注一下%P/T这个值。
03 重复性和再现性的接受准则
在实际应用中,公差比(%P/T)常用于产品控制,以证明测量系统的结果是值得信赖的,可以接受的;过程比(%GR&R)常用于过
程改进,以确认改进前的基线,找准改进方向,以及评价改进后的效果。
在实际测量系统分析中,如果过程比(%GR&R)的非常完美的话,应该关注一下公差比(%P/T)这个值。
具体要求见下表:
测量系统过程比要求测量系统公差
比要求
说明
%GR&R<10% %P/T<10% 可接受
10%≤%GR&R≤30%10%≤%
P/T≤30%
有条件接受;根据应用的重要性,量具
成本,维修的费用等判断
%GR&R>30% % P/T>30% 不接受;测量系统必须改善
公差比(%P/T)着重评估测量系统针对产品规格的测量效果,强调测量系统对公差界限的分析性能,判断产品是否合格能否测量得足够准确。
过程比(%GR&R)着重评估测量系统对生产改进分析性能,过程是否要改进能否测量得足够精确。
公差比(%P/T)和过程比(%GR&R)评估测量系统性能的两个不同方面,缺少任何一个将是不全面的,因此,一个好的测量系统必须同时使这两项指标都能够满足要求。
04 结语
从测量系统分析的本质来看,就是对测量系统变异的研究;用测量系统的变异和产品公差以及过程变差大小来做比较,得出结论是否能够满足实际的测量需求。
从变异的影响可以分为位置的变异和宽度的变异,从变异的性质及来源可以分为系统变异和偶然变异。
继续拆分下去可以衍生出测量不确定度、分辨力、偏倚、线性、稳定性、重复性和再现性等不同的维度。
■ END ■。