印染工艺及原理归纳整理课件.pptx
- 格式:pptx
- 大小:1.79 MB
- 文档页数:2


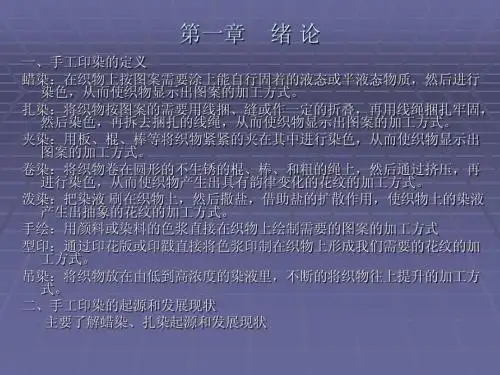

印染工艺及原理归纳整理印染工艺是将颜料、染料等通过特定的方法和工具,将图案、色彩等转移到纺织品上的一种手工或机械化加工过程。
它是纺织品加工中不可或缺的环节之一,也是赋予纺织品美观和个性化的重要工艺。
印染工艺主要可以分为平面印花和特种印花两大类。
平面印花是最常见、也是最普遍的印染工艺。
它通过印花机将颜料或染料直接印在纺织品上,形成图案或色彩。
平面印花的原理是利用传统的腹式印花机,通过网纹滚筒将颜料或染料传送到网纹上,再通过与纺织品接触的辊筒将图案转移至纺织品上。
平面印花工艺可以根据需要选择不同的颜料和染料,实现各种效果,如均匀印花、局部印花、渐变印花等。
特种印花是印染工艺中的一种发展较新、技术含量较高的工艺。
它与平面印花相比,具有更高的印染效果和更广泛的应用领域。
特种印花除了具备平面印花的基本原理外,还应用了一些高科技手段和特殊工艺。
通过电子计算机技术,可以实现复杂图案的设计和色彩的调配,并将图案直接印在纺织品上。
特种印花可以通过多种不同的工艺实现,如热转印印花、喷墨印花、数字印花等。
印染工艺的原理基本上都是利用颜料或染料与纺织品发生化学反应,或通过压力和温度的作用将颜料或染料转移到纺织品上。
这些颜料或染料在接触纺织品后会与纺织品上的纤维发生化学反应,使颜色牢固地附着在纺织品上。
印染工艺在纺织品加工中起着至关重要的作用。
它不仅可以美化纺织品,增加纺织品的附加值,还可以为纺织品赋予特定的功能,如防水、防腐等。
随着科技的进步,印染工艺也在不断创新和发展,为纺织品行业带来了更多的可能性和机遇。
印染工艺是纺织品制造中必不可少的一环,它使得纺织品得以拥有丰富多样的色彩和图案,提升了纺织品的美观度和卖点。
印染工艺的发展可以追溯到古代的手工印染,如古埃及的托特卡门染色法和古印度的木刻印花法等。
随着时间的推移,印染工艺经历了从手工到机械化的演变,并逐渐发展出了多种不同的工艺和技术。
平面印花是最常见的印染工艺之一,它可以通过机械设备将颜料或染料直接印在纺织品上。