第四节__铆接和铆接结构装配课件
- 格式:ppt
- 大小:1.27 MB
- 文档页数:14

钢结构铆接(riveting for steel structure)用铆钉把两个或两个以上的钢制零件或钢结构件连接成为一个整体的方法。
铆接连接主要靠铆钉杆的抗剪力来承受外力。
20世纪40年代以后,铆接连接在钢结构中的应用逐渐被焊缝连接和高强度螺栓连接所代替,但由于铆接不受金属材料性能的影响,而且铆接后构件的应力和变形都比较小,所以在承受繁重冲击荷载或振动荷载的构件连接、薄板结构的连接等仍有应用。
铆接分为强固铆接、紧密铆接和密固铆接三种。
强固铆接只要求较高的连接强度,不要求保证接缝的严密性。
紧密铆接要求保证接缝的严密性,接缝处的连接强度次于强固铆接。
密固铆接既要求较高的连接强度又要求保证接缝的严密性。
铆接形式根据结构构造可分为对接连接、搭接连接和角接连接(见图)。
铆钉制作有锻制法和冷镦法两种。
由于铆钉需承受较大的塑性变形,应采用韧性较好的碳素结构钢制作。
铆钉成品应表面光滑,不允许有裂纹、分层、气孔等缺陷,并应进行有关的力学性能试验。
铆接前正确选用铆钉长度是保证铆接质量的关键。
钉杆长度与铆钉直径、被铆件厚度、铆钉头形状及钉孔间隙等因素有关,可按经验计算或试验确定。
铆接设备主要有铆钉枪和铆接机。
铆钉枪以压缩空气作动力,推动枪体气缸内的活塞进行往复锤击。
压缩空气的压力一般为0.4~0.7MPa。
铆接机是利用液压或气压使钉杆变形并形成铆钉头,工作时无噪声且压力较大而均匀,铆接质量较好,主要用于工厂铆接。
铆接一般分冷铆和热铆。
使用不加热的铆钉进行铆接的称为冷铆。
为提高铆钉塑性,冷铆前铆钉应进行退火处理。
铆钉直径小于8mm时多采用手工冷铆;铆钉直径大于8mm时采用铆接机铆接,冷铆的铆钉最大直径不得超过25mm。
用加热后的铆钉进行铆接的称为热铆。
热铆时,铆钉的加热温度取决于铆钉的材料和施铆的方式。
用铆钉枪铆接时,铆钉需加热到1000~1100℃;用铆接机铆接时,铆钉需加热到650~670℃。
热铆的操作过程为:被铆件用螺栓夹紧固定→钉孔修整→铆钉加热→接钉与穿钉→铆接。
第三章 铆接和铆接结构装配普通铆接概述一、普通铆接的概念和过程普通铆接是指常用的凸头或埋头铆钉铆接,铆接过程为:制铆钉孔-制埋头窝-放铆钉 -铆接。
见课本图。
二、普通铆接的缺点增加了结构重量;降低了强度,容易引起变形;疲劳强度低;密封性能差。
导致其它连接方法迅速发展,如胶接,点焊和胶接点焊等三、铆接的优点连接强度比较稳定;容易检查和排除故障(与胶接焊接比较);使用工具比较简单,价廉; 适用于比较复杂的结构的连接。
四、铆接的发展1.无头铆钉干涉配合铆接技术可以提高接头的疲劳寿命,满足现代飞机的疲劳性能和密封 性要求。
2.各种形式的自动钻孔设备和铆接设备为不断提高铆接的机械化和自动化程度,提高铆接 质量提供了条件。
第一节 普通铆接工艺过程一、钻孔和锪窝1.对铆钉孔的要求1.1 铆钉孔的质量要求孔径公差 1.2 孔的椭圆度 1.3孔的垂直度 1.4孔边毛刺 1.5 孔的粗糙度1.2 不同直径的铆钉孔的加工方法d<5mm 钻孔、扩孔; d>6mm 或夹层厚度>15mm 钻孔、扩孔、铰孔。
2.影响钻孔质量的主要因素教案1.1 工件材料 1.2 钻头转速、 1.3 进刀量 1.4刀具的锋利程度2.确定铆钉孔的位置2.1 铆钉孔位置包含内容边距、排距(行距)、 孔距2.2 铆钉孔钻孔的方法1)按划线钻孔( 钻孔的方向)2)按导孔钻孔——导孔通常是制在孔的边距较小、材料较硬或较厚的零件上,在零件制造 阶段就制出,装配定位后,钉孔按导孔钻出 。
例如蒙皮和长桁的铆钉孔,是按长桁的导孔 钻出。
3)按钻模钻孔3.锪窝3.1 埋头窝的深度要求埋头窝的深度为负差,铆后铆钉头只允许铆钉头高出蒙皮表面。
3.2 埋头窝的制作方法一般使用锪窝方法,锪窝有专用的锪窝钻。
为保证埋头窝深度公差,应采用能限制窝深的锪 窝钻套。
当蒙皮厚度<0.8mm 时采用冲窝方法。
二、制孔工具设备1.风钻以压缩空气为动力,将高压空气经导管进入机身汽缸,推动活塞做高速往复运动,打击并 回转钻杆。
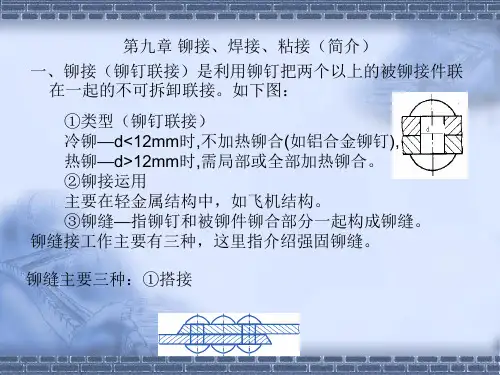
I、教学准备: 考勤II、复习导入: (略)III、讲授新课:§10.1 铆接一、铆接概述:借助铆钉形成不可拆的连接称为铆接。
1.铆接过程如图10.1所示,铆接的过程是:将铆钉插入被铆接工件的孔内,铆钉头紧贴工件表面,然后将铆钉杆的一端镦粗成为铆合头。
2.铆接种类(1)按使用要求分类1)活动铆接(铰链铆接) 它的结合部分可以相互转动。
2)固定铆接它所结合的部位是固定不动的。
这种铆接按用途和要求不同,还可分为:强固铆接(坚固铆接),应用于结构需要有足够的强度、承受强大作用力的地方;紧密铆接,应用于低压容器装置,这种铆接只能承受很小的均匀压力,但要求接缝处非常严密,以防止渗漏,如气筒、水箱、油罐等;强密铆接(坚固紧密铆接),这种铆接不但能承受很大的压力,而且要求接缝非常紧密,即使在较大压力下,液体或气体也保持不渗漏,。
(2)按铆接方法分类:1)冷铆铆接时,铆钉不需加热,直接镦出铆合头,直径在8mm以下的钢制铆钉都可以用冷铆方法铆接。
采用冷铆时铆钉的材料必须具有较高的塑性。
2)热铆把整个铆钉加热到一定温度,然后再铆接。
因铆钉受热后塑性好,容易成型,而且冷却后铆钉杆收缩,还可加大结合强度。
3)混合铆在铆接时,只把铆钉的铆合头端部加热。
对于细长的铆钉,采用这种方法,可以避免铆接时铆钉杆的弯曲。
3.铆钉(1)铆钉种类铆钉按形状、用途和材料不同可分为以下几种:1)按铆钉的形状分常用的有平头、半圆头、沉头、半圆沉头、管状空心和皮带铆钉等。
2)按铆钉的材料分有钢铆钉、铜铆钉和铝铆钉等。
4.铆接件的接合、铆道及铆距(1)铆接件的接合铆接连接的基本形式是由零件相互接合的位置所决定的,主要有三种:搭接连接;对接连接;角接连接。
(2)铆道铆道就是铆钉的排列形式。
根据铆接强度和密封的要求,铆钉的排列形式有单排、双排和多排等。
(3)铆距铆距是指铆钉与铆钉间或铆钉与铆接板边缘的距离。
在铆接连接结构中,有三种隐蔽性的损坏情况:沿铆钉中心线板被拉断、铆钉被剪切断裂、孔壁被铆钉压坏。

铆接的工艺过程铆接的分类:1.活动铆接。
结合件可以相互转动。
不是刚性连接。
2.固定铆接。
结合件不能相互活动。
这是刚性连接。
3.密缝铆接。
铆缝严密,不漏气体、液体。
这是刚性连接。
普通铆接的工艺过程一般分为:工件定位、工件夹紧、制铆钉孔、制沉头窝、放铆钉、施铆。
现在分别说明:一、工件定位1)划线定位法:根据产品图样上给的尺寸,用通用量具进行度量和划线确定工件的安装位置2)嗮线定位法:在腹板等平面零件上按明胶模线图版1:1的嗮出了安装在其上的其他零件的形状和位置线,这些零件各按其本身的位置定位。
3)装配孔定位法:装配时候预先在零件上制出孔来定位(每个零件上制孔不得少于两个)。
4)装配夹具(型架)定位法:零件或组件的位置按装配夹具上的定位件来定位。
5)用标准工艺孔定位法:按产品零件或组件的主要尺寸1:1的制造一个标准工艺件,用这些标准工艺件代替零件或组件以确定其构件的位置,等其他构件连接上以后再卸下这些工件而换上相应的零件或组件,完成装配。
6)工件定位法7)按坐标定位孔定位法:它不同于其他定位法,其全部由数控加工获得。
因此,精度很高。
二、工件夹紧或定位1)打固定铆钉。
2)上固定螺栓。
3)用穿心夹固定。
三、制铆钉孔1、普通铆钉的制孔方法一般有冲孔、钻孔。
其中,钻孔是主要方法。
影响钻孔质量的主要因素有:工件材料、钻头切削部分的几何形状、刃的锋利程度、转速、进给量等。
2、钻孔的技术要求:a)铆钉孔直径和极限偏差b)铆钉孔粗糙度Ra值不大于6.3微米c)铆钉孔不可以有棱角、破边和裂纹。
d)铆钉孔圆度应在铆钉孔直径极限偏差内。
e)铆钉孔不可以有毛刺。
f)一些复合材料不允许有明显缺陷。
3、钻孔安全技术:a)严禁在钻孔时戴手套。
b)要求带护目镜,特别是仰钻或卧钻时。
c)钻孔过程中不允许用手清除钻屑。
d)钻头没有停止时,严禁用钥匙拆装钻头。
e)双人钻时,预防伤人。
f)对要用冷却液的材料,要按规定操作。
g)钻孔时要技术退钻,以排除钻屑。
