离心泵检修规程
- 格式:doc
- 大小:694.24 KB
- 文档页数:26
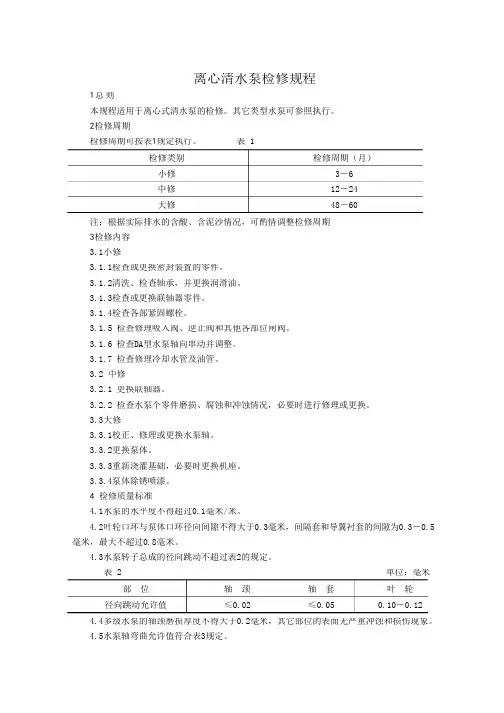
2.0——检修及日常巡检维护内容2.1检修周期(见下表):根据状态检测结果和设备运行状况,可以适当调整检修周期检修类别小修大修检修周期3~4月12~13月2.2检修内容:2.2.1小修内容:a) 检查或更换机械密封;b)检查轴承,调整轴承游隙;c) 检查联轴节及其对中情况;d)检查冷却水、密封水及润滑油系统2.2.2大修内容:a)包括小修内容;b)解体检查各零部件的磨损、腐蚀和冲蚀情况;c)检查转子,必要时做动平衡;d)检查并校直轴的直线度;e)测量并调整转子的轴向窜动量;f)检查泵体、基础、地脚螺栓,必要时调整垫铁和泵体的水平度;2.3日常巡检时,请根据下表进行部位维护及检修内容周期机封是否泄漏每天密封水的流量及压力是否满足要求每天轴承箱油温、振动是否正常每天油封是否泄漏每天轴承箱内油位是否正常,油品质是否正常每天泵体相关紧固件是否完好,垫片是否完好每天泵体内是否有异响每天联轴节联轴节对中是否符合标准停车时联轴节膜片是否完好停车时3.0——泵解体检修泵检修用图纸资料请参照相关泵位号的外形尺寸图、剖视图、机封图。
在泵检修前一定要熟悉泵检修用图纸资料。
3.2.1泵壳螺栓(件0291)顶丝(件036)轴承箱支撑螺栓(件031)泵壳垫片(件398)叶轮锁紧垫片(件454)叶轮锁紧螺帽(件456)(叶轮锁紧螺帽为右手螺纹);叶轮(件425)键(件416)泵盖(件370)机封的连接螺栓的螺帽(件022)径向轴承压盖(件478)螺栓(件31)推力轴承压盖(件479)迷宫密封(包括O-环)轴(件415)角接触轴承(件477)径向轴承(件476)轴承锁紧垫片(件464)锁紧螺帽(件463)3.2.23.1准备工作3.1.1确认工艺已将设备处理完毕,接到设备交出单,相关人员均签字确认,设备已停电,断水断汽。
3.1.2准备好相应的工器具,拆除所有相关的密封、冷却等辅助管道以及仪表。
3.2泵的解体3.2.3拆除联轴器防护罩和联轴器,拆除轴承箱支撑螺栓(件031);3.2.4将机械密封的定位盘插入到轴套上的定位槽内,将机封保护好;3.2.5拆除泵壳螺栓(件0291),用顶丝(件036)将泵盖和泵壳顶脱开,拿掉泵壳垫片(件398),注意:每次检修泵壳垫片均需要更换;3.2.6将泵移至方便检修的地方;(如要更换轴承,则将泵体移至检修间);3.2.7打开叶轮锁紧垫片(件454),松开叶轮锁紧螺帽(件456),(叶轮锁紧螺帽为右手螺纹);3.2.8小心的拉出叶轮(件425),取出键(件416)。
注意:G1/2-1207是带有诱导轮的,所以1207需先拆除诱导轮(件429);3.2.9将泵盖(件370)连同集装机封拉出;注意:如果泵盖较重,在泵盖上有两个螺纹孔,可以装上吊耳螺栓将泵盖拉出;3.2.10松开机封的连接螺栓的螺帽(件022),拉出整装机封;注意:整装机封的密封垫片是一次性的,每次拆装均需更换。
3.2.11松开径向轴承压盖(件478)的螺栓(件31),并将轴承压盖及迷宫密封(包括O-环)拉出;3.2.12松开推力轴承压盖(件479)的螺栓(件31),并将轴承压盖及迷宫密封(包括O-环)拉出;3.2.13将轴(件415)向联轴节方向推动,直至将轴连同角接触轴承(件477)以及径向轴承(件476)的内圈一同拉出轴承箱;3.2.14拆除轴承锁紧垫片(件464)以及锁紧螺帽(件463),并用拉力器将角接触轴承和径向轴承的内圈从轴上拉出;3.2.15将径向轴承(件476)从轴承箱内取出;3.3相关检查项目3.3.1检查泵壳口环和叶轮口环间的间隙,其直径方向的间隙不得超过原始间隙的两倍;半开式叶轮没有口环,采用的是耐磨盘,要检查耐磨盘和叶轮是否有磨损;3.3.2检查所有零部件是否腐蚀,损坏,仔细检查联轴节是否有磨损,择差更换;将相关的零部件用煤油或其他清洗剂,清洗干净;3.3.3如要更换轴承,将新的轴承转动,仔细听轴承转动是否有异响。
并检查泵轴的径向跳动TIR(Total Indicated Runout),标准为TIR≤0.04mm/m。
但是,最大不得超过0.08mm;3.3.4检查叶轮背隙,原始叶轮背隙为1mm;叶轮和蜗壳的前隙原始值亦为1mm;3.4轴承箱的回装3.4.1加热新的角接触推力轴承,加热温度不得超过100℃,不得采用直接加热的方法,将轴承装配至轴上;将径向轴承的内圈加热好装配至轴上;注意:轴承的推力面要和图纸一致;3.4.2将两端的轴承卡环装入轴承箱体;并将径向轴承的外圈装入到轴承箱体中,然后再将这一侧的迷宫密封及轴承压盖装好,螺栓(件31)把紧;注意:O-环要装上。
3.4.3将已装配好轴承的轴,推入轴承箱体内,并将这一侧的迷宫密封及轴承压盖装好,螺栓(件31)把紧;注意:安装轴承压盖时要注意将压盖的回油槽位于底部,并和迷宫密封上的回油槽对上;3.4.4手动盘车,确保无死点;注:具体轴承的装配检修规程,请见通用零部件的检修规程3.5更换机械密封3.5.1更换机封之前,先将新机封在维修间试压,试验压力3~5bar即可,保压30~60min,压力无下降为合格;3.5.2仔细检查轴套内的O-环,确保其完好,无损伤;3.5.3安装机封前的检查项目:3.5.3.1泵轴跳动的检查:如图1所示,检查泵轴机封安装处及联轴节处的圆周跳动。
跳动值不得超过0.05mm;3.5.3.2泵轴向窜动的检查:如图2所示,跳动值最大不超过0.10mm;3.5.3.3泵轴在机封处的径向窜动的检查:如图3所示,窜动值范围0.05~0.10mm;3.5.3.4机封安装法兰面和泵轴的垂直度检查:如图4所示;标准值为0.015mm/25mm;注意:检查时要确保泵轴的轴窜不能影响读数,且要保证安装法兰面清洁光滑,不能有任何异物粘在其表面。
3.5.3.5机封安装腔体面和泵轴的同心度的检查:如图5所示,其标准为泵轴轴径每25mm ,允许的跳动值为0.025mm,但最大不得超过0.125mm。
3.5.4将泵轴上的键槽、倒角、轴肩以及螺纹等处,打磨光滑,不得留有毛刺,否侧在安装机封时会将其O-环损伤;3.5.5为了更轻松的安装机封,将机封轴套内壁的O-环涂抹薄薄一层硅脂或凡士林。
3.5.6将准备好的集装式机封安装至泵盖(件370)上,均匀把紧机封连接紧螺栓(件22),垫片(件507)一定要更换为新的;注意,此时要确保机封轴套的定位插板未松动,并确保均匀把紧螺栓(件22),防止机封压盖倾斜;3.5.7将安装好机封的泵盖(件370),滑入泵轴;注意:此时泵轴必须已安装好轴承,并和轴承箱体已组装成一体。
3.5.8装上叶轮键(件416),装上叶轮(件425)、锁紧垫片(件454),把紧叶轮锁紧螺帽(件456);3.5.9将已组装好的泵头,拉至现场,更换新的泵壳垫片(件398),并把紧泵壳连接螺栓(件029);并将机封轴套定位插板脱开;3.6泵的联轴节对中找正泵的联轴节对中分径向和端面两部分,如下图:联轴节找正的标准值,如下图a)为径偏差,也就是端面偏差,偏差值最大不超过0.05°,折合百分表读数0.10mm;b)为平行度偏差,也就径向偏差,标准值为最大不超过0.05mm;c)为轴向位移偏差,是为了消除热胀,标准值为最大不超过1mm;3.7找正合格后,轴承箱加油,安装联轴节护罩;注意:开车前务必确认机封轴套的定位插板已脱开。
3.8设备交回。
注:如果是非集装式机封,则需要将机封组装好,并调节好机封压缩量,一般机封的压缩量在3~5mm,具体数值需看各机封具体情况而定;注意:以上所有螺栓把紧时均需按照附表中的扭矩值把紧附表:螺栓扭矩值表4.0——高质泵叶轮背隙的调整随着泵的长期运行,泵的性能可能发生变化,造成压头降低,流量减小,而功率加大,此时ITT泵就可以通过叶轮背隙的调整来恢复泵的性能。
而叶轮背隙的设定有两种方法:百分表和塞尺法4.1百分表测量法:4.1.1首先拆除联轴节护罩以及联轴节;4.1.2使百分表的触头接触轴端;4.1.3松动推顶螺栓(370D)的螺母(423),大约松两圈;4.1.4均匀拧紧锁定螺栓(370C),使轴承座(134A)移近轴承箱(228),直至叶轮接触到泵壳。
转动轴以确认接触;4.1.5百分表调零后,拧松锁定螺栓(370C),大约一圈;4.1.6旋上推顶螺栓(370D),使其均匀接触轴承箱,拧紧每个推顶螺栓,使轴承座移离轴承箱,直至百分表读数显示合适的间隙;间隙的数值见附表3;4.1.7均匀拧紧锁定螺栓(370C),固定推顶螺栓(370D)的位置,保证百分表读数为设定值;4.1.8检查泵轴转动是否灵活,回装联轴节;4.2塞尺测量法4.2.1首先拆除联轴节护罩以及联轴节;4.2.2拧松推顶螺栓(370D)的螺母(423B),大约松两圈;4.2.3均匀拧紧锁紧螺栓(307C),使轴承座(134A)移近轴承箱(228),直至叶轮接触到泵壳。
转动轴以确认接触;4.2.4使用塞尺,调整三个锁紧螺栓(370C),与轴承座(134A)间的间隙,使间隙达到附表3的值;4.2.5用推顶螺栓(370D),使轴承座退回与锁紧螺栓(370C)接触,拧紧锁紧螺母(423B)。
4.2.6检查泵轴转动是否灵活,回装联轴节;附表3:5.0——机封失效的原因分析及解决方法在泵的使用过程中,机械密封属易损件,机械密封的损耗占了很大的检修维护成本,所以对机封的维护对于降低维护成本是非常重要的。
5.1机械密封的原理及要求机械密封是靠一对相对运动的环的端面(一个固定,另一个与轴一起旋转,见图1) 相互贴合形成的微小轴向间隙起密封作用,这种装置称为机械密封机械密封通常由动环、静环、压紧元件(弹簧)和密封元件(O-环)组成。
其中动环和静环的端面组成一对摩擦副,动环靠密封室中液体的压力使其端面压紧在静环端面上,并在两环端面上产生适当的比压和保持一层极薄的液体膜而达到密封的目的。
压紧元件产生压力,可使泵在不运转状态下,也保持端面贴合,保证密封介质不外漏,并防止杂质进入密封端面。
密封元件起到密封动环与轴的间隙、静环与压盖的间隙的作用,同时对泵的振动、冲击起缓冲作用。
机械密封在实际运行中不是一个孤立的部件,它是与泵的其它零部件一起组合起来运行的,同时通过其基本原理可以看出,机械密封的正常运行是有条件的,例如:泵轴的窜量不能太大,否则摩擦副端面不能形成正常要求的比压;机械密封处的泵轴不能有太大的挠度,否则端面比压会不均匀等等。
只有满足类似这样的外部条件,再加上良好的机械密封自身性能,才能达到理想的密封效果。
5.2机封非正常失效原因分析5.2.1设计因素:机械密封的选型不合适,材料选择不正确,密封面的比压是不正确,摩擦副的选择不合理等等;这些均为设计因素,一般来说成熟的离心泵厂家均不会出现如此失误;5.2.2泵轴的轴向窜量大:机械密封的密封面要有一定的比压,这样才能起到密封作用,这就要求机械密封的弹簧要有一定的压缩量,给密封端面一个推力,旋转起来使密封面产生密封所要求的比压。