洁净区浮游菌测试记录表
- 格式:doc
- 大小:69.00 KB
- 文档页数:2
车间浮游菌,细菌菌落总数记录模板
摘要:
一、引言
二、车间浮游菌的概念与来源
三、细菌菌落总数的意义
四、记录模板的设计与使用
五、结论
正文:
一、引言
在我国的制造业中,车间浮游菌和细菌菌落总数是衡量生产环境清洁程度的重要指标。
为了更好地管理和监控这些指标,我们制定了车间浮游菌和细菌菌落总数记录模板,以便于操作人员记录和分析数据。
二、车间浮游菌的概念与来源
车间浮游菌是指在生产车间空气中漂浮的微生物,它们的来源包括原材料、人员、设备以及环境等。
这些浮游菌可能会对产品质量和员工健康产生影响,因此需要对其进行监控。
三、细菌菌落总数的意义
细菌菌落总数是指在一定温度下,24小时内在特定培养基上形成的菌落数量。
它反映了环境中细菌污染的程度,对于评估生产环境的卫生状况具有重要意义。
四、记录模板的设计与使用
车间浮游菌和细菌菌落总数记录模板主要包括以下几个部分:记录日期、车间名称、采样点、采样方法、检测结果以及相关备注等。
操作人员需要在规定的时间间隔内进行采样,并将检测结果填入模板中。
通过对记录数据的分析,我们可以及时发现生产环境中的问题,并采取相应的措施进行改进。
五、结论
车间浮游菌和细菌菌落总数记录模板是生产车间环境监控的重要工具,它有助于企业更好地了解和掌握生产环境的卫生状况。
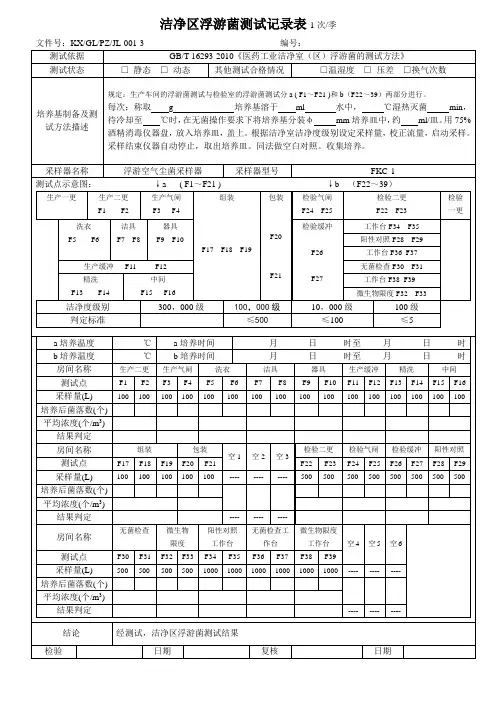
洁净区浮游菌测试记录表1次/季文件号:KX/GL/PZ/JL-001-3 编号:测试依据GB/T 16293-2010《医药工业洁净室(区)浮游菌的测试方法》测试状态□静态□动态其他测试合格情况□温湿度□压差□换气次数培养基制备及测试方法描述规定:生产车间的浮游菌测试与检验室的浮游菌测试分a ( F1~F21 )和b(F22~39)两部分进行。
每次:称取g 培养基溶于ml 水中,℃湿热灭菌min,待冷却至℃时,在无菌操作要求下将培养基分装φmm培养皿中,约ml/皿。
用75%酒精消毒仪器盘,放入培养皿,盖上。
根据洁净室洁净度级别设定采样量,校正流量,启动采样。
采样结束仪器自动停止,取出培养皿。
同法做空白对照。
收集培养。
采样器名称浮游空气尘菌采样器采样器型号FKC-1 测试点示意图:↓a ( F1~F21 ) ↓b (F22~39)生产一更生产二更F1 F2 生产气闸F3 F4组装F17 F18 F19包装F20F21检验气闸F24 F25检验二更F22 F23检验一更洗衣F5 F6洁具F7 F8器具F9 F10检验缓冲F26F27工作台F34 F35阳性对照F28 F29工作台F36 F37生产缓冲F11 F12 无菌检查F30 F31精洗F13 F14中间F15 F16工作台F38 F39微生物限度F32 F33洁净度级别300,000级100,000级10,000级100级判定标准----≤500 ≤100 ≤5a培养温度℃a培养时间月日时至月日时b培养温度℃b培养时间月日时至月日时房间名称生产二更生产气闸洗衣洁具器具生产缓冲精洗中间测试点F1 F2 F3 F4 F5 F6 F7 F8 F9 F10 F11 F12 F13 F14 F15 F16 采样量(L) 100 100100100100100100100100100100100100100100100培养后菌落数(个)平均浓度(个/m3)结果判定房间名称组装包装空1 空2 空3 检验二更检验气闸检验缓冲阳性对照测试点F17 F18 F19 F20 F21 F22 F23 F24 F25 F26 F27 F28 F29 采样量(L) 100100100100100---- ---- ---- 500 500500500500500500500培养后菌落数(个)平均浓度(个/m3)结果判定---- ---- ----房间名称无菌检查微生物限度阳性对照工作台无菌检查工作台微生物限度工作台空4 空5 空6测试点F30 F31 F32 F33 F34 F35 F36 F37 F38 F39采样量(L) 5005005005001000 10001000100010001000---- ---- ---- 培养后菌落数(个)平均浓度(个/m3)结果判定---- ---- ---- 结论经测试,洁净区浮游菌测试结果检验日期复核日期。
1.目的:建立一个洁净室(区)浮游菌测定的标准操作规程,确保洁净室(区)洁净程度。
2.范围:适用于洁净室和洁净区、无菌室或局部空气净化区域(包括洁净工作台)的浮游菌的测定和环境的验证。
3.责任:质量管理部QA监测员对本规程的实施负责。
4.程序:4.1.术语和定义:下列术语和定义适用于本标准操作规程。
4.1.1.菌落:微生物培养后,由一个或几个微生物繁殖而形成的微生物集落,简称CFU。
通常用个数表示。
4.1.2.浮游菌:用本标准操作规程提及的方法收集悬浮在空气中的活微生物粒子,通过专门的培养基,在适宜的生长条件下繁殖到可见的菌落数。
4.1.3.浮游菌浓度:单位体积空气中含浮游菌菌落数的多少,以计数浓度表示,单位是个/m3或个/L。
4.1.4.纠偏限度:对于受控的洁净室(区),由使用者自行设定微生物含量等级。
当检测结果超过该等级时,应启动监测程序对该区域的微生物污染情况立即进行跟踪。
4.1.5.警戒限度:对于受控制的洁净室(区),由使用者自行设定一个微生物含量等级,从而给定了一个正常状态相比最早警戒的偏差值。
当超过该最早警戒的偏差值时,应启动保证工艺或环境不受影响的程序及相关措施。
4.2.测试方法4.2.1.方法提要:本标准操作规程采用的方法是计数浓度法。
即通过收集悬游在空气中的生物性粒子于专门的培养基(选择能证实其能够支持微生物生长的培养基),经若干时间和适宜的生长条件让其繁殖到可见的菌落计数,以判定该洁净室的微生物浓度。
4.2.2.人员的职责及培训:洁净室(区)的测试人员应进行本专业的培训并获得相应资格后才能履行对洁净室(区)测试的职责,其中包含涉及的卫生知识和基本微生物知识。
洁净室(区)的测试人员应选择与生产操作的空气洁净度级别要求相适应的穿戴方式。
4.2.3.仪器、辅助设备和培养基选择合适的浮游菌采样器,包括采用无油的抽气泵,较低的气流流速和较大的采样流量,以保证培养基表面的水分不被吹干。
本测试需要具备仪器、辅助设备和培养基如下:浮游菌采样器、培养皿、培养基(见本标准附录B)、恒温培养箱、高压蒸汽灭菌器。
工作指引名称:无尘车间微生物检测指引1 适用范围适用于无尘车间工作台面,工人手,沉降菌,浮游菌和纯化水的微生物检测工作.2 参考文件2.1 GB/T 16293~16294 医疗工业洁净(室)区浮游菌和沉降菌的测试方法2.2 中华人民共和国药典2015年版二部附录XIJ 微生物限度检查法2.3 GB 15980 一次性使用医疗用品卫生标准2.4 COP09 菌量监控程序3 定义3.1 浮游菌:悬浮在空气中的活的微生物粒子,使用专用的仪器,通过专门的培养基,在适宜的生长条件下繁殖到可见的菌活数.3.2 沉降菌:空气中的活的微生物粒子,通过专门的培养基,在适宜的生长条件下繁殖到可见的菌活数.3.3 CFU:菌落形成单位colony-forming unit.4 职责4.1 实验工程师:熟悉测试,指导实验员测试,检查测试报告.4.2 实验员:负责按照指引执行微生物采样工作并出具报告.5 指引5.1 试剂/培养基的配制5.1.1 根据采样数量,按规定要求配制好培养基;5.1.2 将配制好的培养基分装到三角瓶中密封用白纸包好;将平皿用白纸包好,所有物品经121℃高压蒸气灭菌30min;5.1.3 灭菌结束后将培养基冷却至45~50℃后倾注到无菌平皿中,凝固,倒置,置36±1℃培养18~24小时,不得有菌生长;5.1.4 根据采样数量,用量筒分装0.9%生理盐水10ml至试管中密封用白纸包好,将相应数量的平皿,移液管,试管,带塞三角瓶,棉拭子用白纸包好,所有物品经121℃高压蒸气灭菌30min;5.1.5 灭菌结束后将培养基置于60~70℃的恒温水浴中,生理盐水管待冷却后可到无尘车间进行采样;5.2 实验员每周对生产车间进行微生物检测,采样点的数量如下:5.2.1 无尘车间微生物检测的采样点共27个;工作指引名称:无尘车间微生物检测指引具体采样点为: 沉降菌5个; 浮游菌3个; 工作桌面8个,工人手8个,为工人桌面采样点的相应点; 更衣室1个; 纯化水2个;生产车间采样点的数量仅供参考,可根据生产车间的生产情况进行更改.5.3 工作台面微生物采样按以下步骤进行:5.3.1 先将灭菌生理盐水管标记好测试位置和序号;5.3.2 实验员带上无菌手套,用75%酒精将手,定位架和剪钳进行消毒,必要时用酒精灯烧灼定位架和剪钳,加速酒精挥发;5.3.3 选定采样位置,固定好定位架;5.3.4 取出灭菌棉拭子,打开灭菌生理盐水管塞子,将棉拭子浸入灭菌生理盐中,待棉拭子湿透后,在试管壁上轻压数下,除去过多的水分;5.3.5 用棉拭子在定位架内来回涂抹10次;5.3.6 将棉拭子与手接触的部份剪去,棉拭子头放入灭菌生理盐水管中送检;5.3.7 每对一个采样点采样结束后,应用75%酒精对手,定位架和剪钳进行消毒.5.4 工人手微生物采样按以下步骤进行:5.4.1 将灭菌生理盐水管作好标记,与工作台面的采样标记相对应;5.4.2 用75%酒精对手进行消毒,取出灭菌棉拭子,打开灭菌生理盐水管塞子,将棉拭子浸入灭菌生理盐中,待棉拭子湿透后,在试管壁上轻压数下,除去过多的水分;5.4.3 要求被检人五指并拢,将浸有灭菌生理盐水的棉拭子在右手指曲面,从指尖,甲沟至指端来回涂擦10次;5.4.4 将棉拭子与手接触的部份剪去,棉拭子头放入灭菌生理盐水管中送检;5.4.5 每对一个采样点采样结束后,应用75%酒精对手剪钳进行消毒.5.5 沉降菌采样步骤如下:5.5.1 将培养皿按采样位置作好标记;5.5.2 布置采样点时,应尽量避开尘粒较集中的回风口;5.5.3 将培养皿放置在离地0.8~1.5m左右的工作桌面上,揭开培养皿盖子,使培养基暴露在空气中采样30min;5.5.4 全部采样结束后,将培养皿盖上并倒置.5.5.5 培养皿在用于检测时,为避免培养皿运输或搬动过程造成的影响,应同时进行阴性对照试验,每次或每个区域取1个对照皿,与采样皿同法操作但不需暴露采样,然后与采样后的培养皿一起放入培养箱内培养,结果应无菌落生长.工作指引名称:无尘车间微生物检测指引5.6 浮游菌采样步骤如下:5.6.1 采样前,先用75%酒精清洗采样器的顶盖,转盘及罩子的内外面;5.6.2 开启浮游菌采样器,使仪器中的残余消毒剂蒸发,时间不少于5min,并检查流量并根据采样量调整设定采样时间,每个采样点采样500L;5.6.3 布置采样点时,采样点位置应离地0.8~1.5m左右,送风口测点位置应离开送风面30cm左右;5.6.4 用75%酒精对手进行消毒后,将培养皿放入转盘内,盖上多孔取样头盖子,揭开保护盖,开启浮游菌采样器进行采样;5.6.5 采样结束后,对已采样的培养皿作上标记;5.6.6 全部采样结束后,用75%酒精轻轻喷射仪器内罩子的内壁和转盘;5.6.7 培养皿在用于检测时,为避免培养皿运输或搬动过程造成的影响,应同时进行阴性对照试验,每次或每个区域取1个对照皿,与采样皿同法操作但不需暴露采样,然后与采样后的培养皿一起放入培养箱内培养,结果应无菌落生长.5.7 纯化水采样步骤如下:5.7.1 打开水龙头,让水自流10min后,用已灭菌的带塞三角瓶取样100ml,作样品1;5.7.2 同法操作,作样品2;5.7.3 采样结束后,将瓶口密封,样品送至实验室进行检测.5.8 采样后的微生物检测5.8.1 以培养皿采样的,将培养皿倒置,于36±1℃培养24~48小时,计数;5.8.2 以采样管采样的,将采样管在调速振荡器上振打30min, 混匀后在洁净工作台上稀释成10-1或10-2的倍数浓度;用已灭菌的移液管吸取1ml各稀释度溶液注入无菌平皿中,立即倾注培养基,混匀,凝固,置36±1℃培养24~48小时,计数;5.8.3 纯化水中微生物的检测步骤如下:5.8.3.1 取供试品10ml,用PH7.0无菌气化钠-蛋白胨缓冲液稀释成1:10,1:102,1:103等稀释级的供试液;5.8.3.2 取相应稀释级的供试液1ml置无菌平皿中,立即倾注培养基,混匀,凝固,倒置培养,每稀释级每种培养基至少制备2个平皿;5.8.3.3 另取试验用的稀释液1ml置无菌平皿中,注入培养基,混匀,凝固,倒置培养,作阴性对照,每种计数用的培养基各制备2个平皿,均不得有菌生长;5.8.3.4 除另有规定外,细菌培养3天,霉菌,酵母菌培养5天,逐日观察菌落生长情况,必要时,可适当延长培养时间到7天进行菌落计数并报告;工作指引名称:无尘车间微生物检测指引5.8.3.5 细菌,酵母菌宜选取平均菌落数小于300cfu, 霉菌宜选取平均菌落数小于100cfu的稀释级,作为菌数报告(取两位有效数字)的依据.以最高的平均菌落数乘以稀释倍数的值报告1ml供试品中所含的菌数.5.9 结果判定5.9.1 工作台面菌量应≦250cfu/cm2;5.9.2 工人手菌量应≦300 cfu/hand;5.9.3 沉降菌数10 000级应≦3个/皿,100 000级应≦10个/皿;5.9.4 浮游菌浓度10 000级应≦100个/m3,100 000级应≦500个/m3;5.9.5 纯化水菌量应≦100cfu/ml;5.10 如以上的检测结果有菌量超标时,实验员应立即通报相关部门并按COP14.03的要求发出内部纠正行动要求表作出跟踪及纠正改善行动.5.11 注意事项5.11.1 所有样品采样结束后应于1小时内送至实验室进行检测,当天采样的样品必须在当天完成检测;5.11.2 如样品不能立即检测,必须放入冰箱内冷藏(约4℃).5.12 检测报告编号规则M-FF-XXX-YYYYFF: 设备编号XXX: 测试报告流水号YYYY: 年份6 文件保存期限:相关检测报告保存五年.7 附录7.1 试剂/培养基配制实验原始记录7.2 无尘车间菌量检测报告工作指引名称:无尘车间微生物检测指引附录7.1试剂/培养基配制实验原始记录工作指引名称:无尘车间微生物检测指引附录7.2 无尘车间菌量检测报告(英文)工作指引名称:无尘车间微生物检测指引附录7.2 无尘车间菌量检测报告(中文)工作指引名称:无尘车间微生物检测指引修订履历。

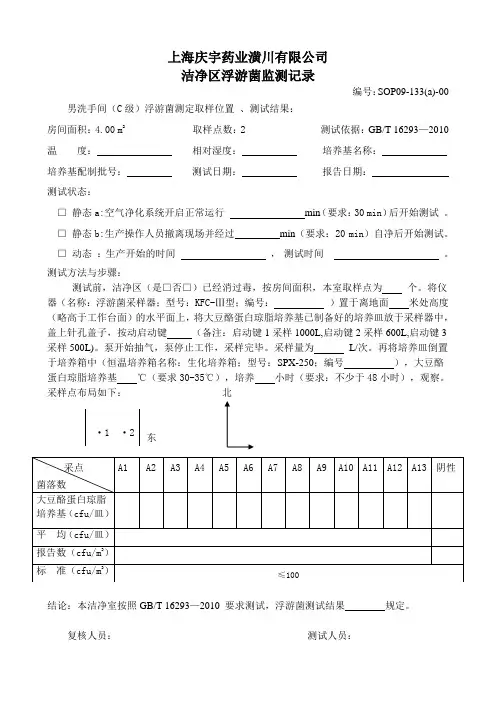
编号:SOP09-133(a)-00男洗手间(C级)浮游菌测定取样位置、测试结果:房间面积:4.00 m2 取样点数:2 测试依据:GB/T 16293—2010温度:相对湿度:培养基名称:培养基配制批号:测试日期:报告日期:测试状态:□静态a:空气净化系统开启正常运行min(要求:30 min)后开始测试。
□静态b:生产操作人员撤离现场并经过min(要求:20 min)自净后开始测试。
□动态:生产开始的时间,测试时间。
测试方法与步骤:测试前,洁净区(是□否□)已经消过毒,按房间面积,本室取样点为个。
将仪器(名称:浮游菌采样器;型号:KFC-Ⅲ型;编号:)置于离地面米处高度(略高于工作台面)的水平面上,将大豆酪蛋白琼脂培养基已制备好的培养皿放于采样器中,盖上针孔盖子,按动启动键(备注:启动键1采样1000L,启动键2采样600L,启动键3采样500L)。
泵开始抽气,泵停止工作,采样完毕。
采样量为L/次。
再将培养皿倒置于培养箱中(恒温培养箱名称:生化培养箱;型号:SPX-250;编号),大豆酪蛋白琼脂培养基℃(要求30-35℃),培养小时(要求:不少于48小时),观察。
采样点布局如下:北东结论:本洁净室按照GB/T 16293—2010 要求测试,浮游菌测试结果规定。
复核人员:测试人员:编号:SOP09-133(a)-00女洗手间(C级)浮游菌测定取样位置、测试结果:房间面积:4.00 m2 取样点数:2 测试依据:GB/T 16293—2010温度:相对湿度:培养基名称:培养基配制批号:测试日期:报告日期:测试状态:□静态a:空气净化系统开启正常运行min(要求:30 min)后开始测试。
□静态b:生产操作人员撤离现场并经过min(要求:20 min)自净后开始测试。
□动态:生产开始的时间,测试时间。
测试方法与步骤:测试前,洁净区(是□否□)已经消过毒,按房间面积,本室取样点为个。
将仪器(名称:浮游菌采样器;型号:KFC-Ⅲ型;编号:)置于离地面米处高度(略高于工作台面)的水平面上,将大豆酪蛋白琼脂培养基已制备好的培养皿放于采样器中,盖上针孔盖子,按动启动键(备注:启动键1采样1000L,启动键2采样600L,启动键3采样500L).。
洁净室测试记录(最新模板)标题:洁净室测试记录(最新模板)洁净室测试记录日期:XXXX年XX月XX日测试目的:本次测试旨在验证洁净室的空气质量和环境干净程度,以确保洁净室符合相关标准要求。
测试地点:XXX洁净室测试人员:XXX、XXX、XXX一、测试准备1.仪器准备:高精度温湿度计、颗粒计数器、静电场测试仪等。
2.测试区域准备:清洁工作完成后,合理摆放测试仪器。
二、测试过程1.温湿度测试在洁净室的核心区域,使用高精度温湿度计进行温湿度测试。
测试范围包括:空气温度、相对湿度、露点温度等多个指标。
测试结果如下:(此处粘贴温湿度测试结果表格,包括测试指标和对应数值)2.颗粒浓度测试使用颗粒计数器对洁净室内的颗粒浓度进行测试。
测试前确保设备校准正常,并按照操作手册进行操作。
测试包括不同颗粒直径范围内的浓度分布情况,测试结果如下:(此处粘贴颗粒浓度测试结果表格,包括颗粒直径和对应浓度数值)3.静电测试使用静电场测试仪对洁净室的静电场情况进行测试。
测试前确保仪器静电电量为零,并按照操作手册进行操作。
测试结果如下:(此处粘贴静电测试结果表格,包括测试位置和对应静电电量数值)4.通风性能测试通过对洁净室通风设备的测试,评估其通风性能是否符合规定要求。
测试包括送风风速、负压差、回风风速等指标。
测试结果如下:(此处粘贴通风性能测试结果表格,包括各项指标和对应数值)三、测试结果分析根据对洁净室的多项测试数据分析,得出以下结果:1. 温湿度测试结果表明洁净室内的空气质量良好,温度和湿度稳定在合适范围内,符合要求。
2. 颗粒浓度测试结果显示洁净室内颗粒浓度低,达到了洁净室等级要求。
3. 静电测试结果展示洁净室内的静电场非常弱,对工作人员和设备的影响微乎其微。
4. 通风性能测试结果证实洁净室通风设备工作正常,能够满足洁净室对空气流动性能的要求。
四、问题及改进建议根据测试过程中的观察和测试结果分析,我们发现以下问题并提出改进建议:1. 部分区域的温度波动较大,建议进一步优化温控系统,提高温度稳定性。
洁净室监测报告书
申检单位:
检测单位:
监测区域:洁净车间
报告日期:
报告编号:
监测报告书
报告书编号:
检测区域名称:
洁净室区域面积高度洁净度级别级
监测状态静态气流方式非单向气流
监测依据YY0033-2000《无菌医疗器具生产质量管理规范》
监测日期2012年8月26日报告日期2012年8月26日
结论判定:悬浮粒子均符合规定(报告另附)
换气次数均符合规定
沉降菌均符合规定
温度均符合规定
相对湿度均符合规定
静压差均符合规定
检测人员:XX XX
授权人签字:
悬浮粒子测定报告。

车间浮游菌,细菌菌落总数记录模板(原创实用版)目录1.车间浮游菌和细菌菌落总数的重要性2.记录模板的作用和意义3.如何使用记录模板进行浮游菌和细菌菌落总数的记录正文在工业生产环境中,车间浮游菌和细菌菌落总数是衡量环境卫生和生产质量的重要指标。
为了保证产品质量和员工健康,企业需要定期检测并记录这两项数据。
为此,设计一份车间浮游菌、细菌菌落总数记录模板非常有必要。
本文将介绍记录模板的作用和意义,以及如何使用记录模板进行浮游菌和细菌菌落总数的记录。
一、记录模板的作用和意义1.便于统一管理和分析数据使用记录模板可以统一浮游菌和细菌菌落总数的记录格式,方便企业对数据进行整理、归档和管理。
同时,也有利于对数据进行长期跟踪和分析,从而发现潜在的环境卫生问题和生产风险。
2.提高数据记录的准确性和可靠性记录模板可以明确规定需要记录的内容和标准,降低因操作人员不同而导致的数据误差。
同时,模板中的标准化流程和注意事项也有助于提高数据记录的准确性和可靠性。
3.促进企业合规生产按照国家和行业的相关标准,企业需要定期检测车间浮游菌和细菌菌落总数,并保存相应的记录。
使用记录模板可以确保企业遵循相关法规要求,促进合规生产。
二、如何使用记录模板进行浮游菌和细菌菌落总数的记录1.准备检测设备和工具企业应购买专业的浮游菌采样器、细菌菌落计数器等设备,并定期校准,确保检测数据的准确性。
同时,还需准备无菌培养基、采样器等工具,保证采样和检测过程的无菌操作。
2.确定采样点和采样方法根据车间的生产环境、设备布局和空气流动情况,合理确定采样点。
同时,选择合适的采样方法,如静态采样、动态采样等,保证采样效果的科学性和准确性。
3.进行浮游菌和细菌菌落总数检测按照无菌操作规程,在采样点采集浮游菌样本,并将样本在无菌培养基上进行培养。
在一定时间后,对培养基中的菌落进行计数,得出浮游菌和细菌菌落总数。
4.填写记录模板将检测得到的浮游菌和细菌菌落总数填写到记录模板中,同时注明采样时间、地点、操作人员等信息。