控制钢构件焊接收缩量
- 格式:ppt
- 大小:5.21 MB
- 文档页数:27
1 2 3
4
5 6
检验方法:观察检查。
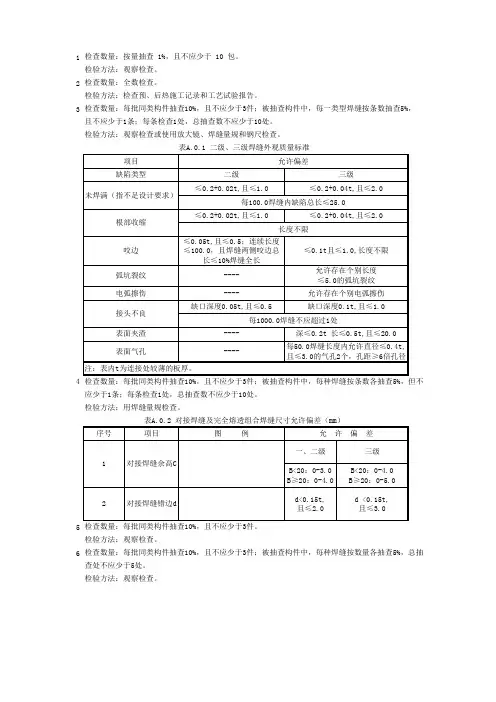
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
检查数量:按量抽查 1%,且不应少于 10 包。
检验方法:观察检查。
检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
钢结构工程冬季的施工措施1.钢结构制作和安装冬季施工严格依据有关钢结构冬季施工规定执行。
2.钢构件正温制作负温安装时,应依据环境温度的差异考虑构件收缩量,并在施工中实行调整偏差的技术措施。
3.参加负温钢结构施工的电焊工应经过负温度焊接工艺培训,考试合格,并取得相应的合格证。
4.负温下使用的钢材及有关连接材料须附有质量证明书,性能符合设计和产品标准的要求。
5.负温下使用的焊条外露不得超过2小时,超过2小时重新烘焙,焊条烘焙次数不超过3次。
6.焊剂在使用前按规定进行烘烤,使其含水量不超过0.1%。
7.负温下使用的高强螺栓须有产品合格证,并在负温下进行扭矩系数、轴力的复验工作。
8.负温下钢结构所用的涂料不得使用水基涂料。
9.构件下料时,应预留收缩余量,焊接收缩量和压缩变形量应与钢材在负温度下产生的收缩变形量相协调。
10.构件组装时,按工艺规定的次序由里往外扩展组拼,在负温组拼时做试验确定需要预留的焊缝收缩值。
11.构件组装时,清除接缝50mm内存留的铁锈、毛刺、泥土、油污、冰雪等杂物,保持接缝干燥无残留水分。
12.负温下对9mm以上钢板焊接时应采纳多层焊接,焊缝由下向上逐层堆焊,每条焊缝一次焊完,如焊接停止,在再次施焊之前先清除焊接缺陷。
严禁在焊接母材上引弧。
13.钢结构现场安装时,如遇雪天或风速在6m/s以上,搭设防护棚。
14.不合格的焊缝铲除重焊,依照在负温度下钢结构焊接工艺的规定进行施焊。
15.环境温度低于0℃时,在涂刷防腐涂料前进行涂刷工艺试验,涂刷时必需将构件表面的铁锈、油污、毛刺等物清理干净,并保持表面干燥。
雪天或构件上有薄冰时不得进行涂刷工作。
16.冬季运输、堆放钢结构时实行防滑措施,构件堆放场地平整坚实无水坑,地面无结冰。
同一型号构件叠放时,构件应保持水平,垫铁放在同一垂直线上,并防止构件溜滑。
17.钢结构安装前依据负温条件下的要求,对其质量进行复验,对制作中漏检及运输堆放时产生变形的构件,在地面上进行修理矫正。
焊接变形收缩余量计算公式焊接变形是指焊接过程中由于热输入和冷却引起的零部件形状和尺寸的变化。
焊接变形是焊接过程中不可避免的现象,可能对焊接结构的质量和使用性能产生影响。
焊接变形主要包括热变形和性能变形两种。
热变形是焊接过程中零件受热影响而发生的变形,其主要原因是焊接过程中产生的热输入引起局部热膨胀和相邻零件的热收缩差异。
性能变形是指焊接后零件的结构和力学性能发生的变化,主要包括硬化、脆化和变软等。
为了控制焊接变形,需要对焊接变形进行预测和计算。
焊接变形的计算公式一般根据焊接变形的特点和计算方法来确定,下面是一些常用的焊接变形计算公式:1.热输入计算公式:热输入是指单位长度或单位面积的焊接线能量,计算公式如下:Q=I*V*t其中,Q为焊接热输入量,单位为焦耳/单位长度或单位面积;I为电弧电流,单位为安培;V为电弧电压,单位为伏特;t为焊接时间,单位为秒。
2.热应变计算公式:焊接过程中由于热输入引起的热应变可以通过以下计算公式来计算:ε=α*ΔT*L其中,ε为热应变,单位为无量纲;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
3.残余应力计算公式:焊接过程中由于热膨胀和冷却引起的残余应力可以通过以下计算公式来计算:σ=E*α*ΔT*L其中,σ为焊接零件上的残余应力,单位为帕斯卡;E为材料的弹性模量,单位为帕斯卡;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
4.收缩量计算公式:焊接过程中由于热收缩引起的收缩量可以通过以下计算公式来计算:ΔL=β*ΔT*L其中,ΔL为焊接零件的收缩量,单位为米;β为材料的线性热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L 为焊接长度或宽度,单位为米。
需要注意的是,以上计算公式仅为一般情况下的近似计算公式,实际焊接变形受到多种因素的影响,包括焊接材料的性质、焊接工艺参数、焊接结构形式等,因此在实际应用中需要根据具体情况进行调整和修正。
△L横≈0.1δ,δ=板厚。
(间隙和线能量最小化)焊接变形收缩余量计算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式1、单V对接焊缝横向收缩近似值及公式:y = 1.01*e^(0.0464x)y=收缩近似值e=2.718282x=板厚2、双V对接焊缝横向收缩近似值及公式:y = 0.908*e^(0.0467x )y=收缩近似值e=2.718282x=板厚、4、5、6、1 试述焊接残余变形的种类。
焊接过程中焊件产生的变形称为焊接变形。
焊后,焊件残留的变形称为焊接残余变形。
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图1,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形。
2 焊件在什么情况下会产生纵向收缩变形?焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形。
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表1。
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表2。
表2 焊缝纵向收缩变形量的近似值(mm/m)注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板。
3 试述焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
低碳钢对接接头、T形接头和搭接接头的横向收缩变形量,见表3、表4。
对接接头横向收缩变形量的近似计算公式,见表5。

焊接残余变形量的估算公式
(1)纵向收缩变形量:
有纵向长焊缝的钢构件,单道焊时,其长度方向的收缩量估算公式为:ΔL=k1·Aw·L/A
其中Aw为焊缝截面积,mm2
A为杆件长度,mm
K1为与焊接方法、材料热膨胀系数、和多层焊层数有关的系数,对于不同焊接方法,系数k1的数值不同:CO2焊,k1=0.043
埋弧焊: k1=0.071~0.07
手工电弧焊: k1=0.048~0.057
当焊缝在构件中的位置相对于中和轴不对称时,焊缝的纵向收缩变形还会使构件弯曲而产生挠度,钢结构单道焊时,由于纵向收缩引起的挠度可用以下公式估算:f=kf·Aw·e·L/(8I) (cm)
式中:e为焊缝到构件中和轴的距离,(cm)
L为杆件长度, cm
Aw为焊缝截面积,cm2
I为杆件截面惯性矩, cm4
Kf为系数(与纵向收缩量公式中k1的数值相同)
(2)横向收缩变形量。
由于影响横向收缩的因素很多,简单的公式不能表达所有因素的影响,因而不同文献提供估算公式各不相
同,可作参考的估算公式如下:
ΔB=0.2Aw/δ+0.05b mm
式中:ΔB对接接头横向收缩量,mm
Aw为焊缝横截面积,mm2
b为根部间隙,mm。
δ为板厚,mm。
对接焊缝垂直于长构件轴线,并与中和轴不对称时,该焊缝的横向收缩也会使长构件产生挠曲,其挠度量则与焊缝布置,焊缝面积以及构件截面形式、刚度有关,不能用单一公式表达。
(3)角变形量:
Δθ=0.07B·hf1.3/δ(rad)
式中B翼缘宽,mm
δ翼缘厚,mm
hf焊脚尺寸,mm。
浅谈钢结构焊接残余应力及焊接变形控制钢结构焊接在安装过程中较为常见,焊接连接在具有其独特的优点的同时,也存在着其不可避免的缺陷,即焊接残余应力及焊接变形。
本文就施工现场的工艺钢结构及炉壳焊接,结合连续退火炉结构安装工程实际,浅谈焊接的残余应力及焊接变形的原因,以及现场施工过程中如何控制及解决办法。
标签:钢结构;焊接;应力;变形;控制措施【Abstract】Steel structure welding is more common in the installation process,welding connection has its unique advantages,but at the same time it also has the inevitable defects,namely welding residual stress and deformation. This article is showing the reasons of residual stress of welding and welding deformation ,and also give methods to control and solve the problem what is said above in the process of the construction site ,according to the scene of the process steel structure and the furnace shell welding,combined with the engineering practice of the furnace structure installation of Continuous Annealing Line.【Key Words】steel structure,welding,stress,deformation ,control measures引言:焊接连接是钢结构主要的连接方法,其优点是构造简单、不削弱构件截面、节约钢材、加工方便、易于采用自动化操作、密封性好、刚度大等特性。
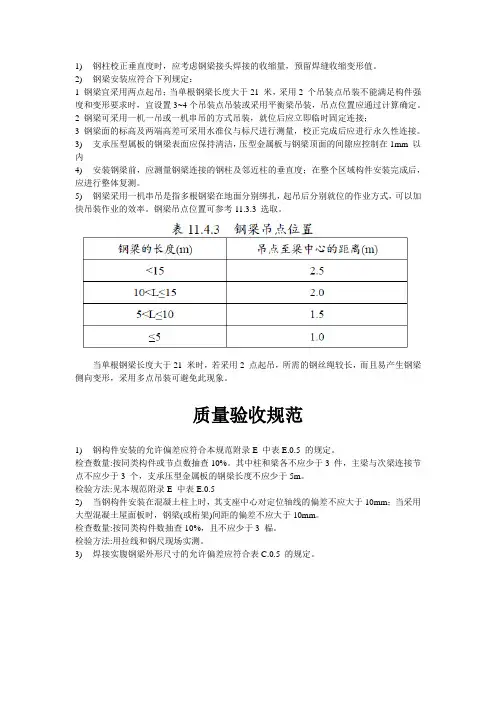
1)钢柱校正垂直度时,应考虑钢梁接头焊接的收缩量,预留焊缝收缩变形值。
2)钢梁安装应符合下列规定:1 钢梁宜采用两点起吊;当单根钢梁长度大于21 米,采用2 个吊装点吊装不能满足构件强度和变形要求时,宜设置3~4个吊装点吊装或采用平衡梁吊装,吊点位置应通过计算确定。
2 钢梁可采用一机一吊或一机串吊的方式吊装,就位后应立即临时固定连接;3 钢梁面的标高及两端高差可采用水准仪与标尺进行测量,校正完成后应进行永久性连接。
3)支承压型属板的钢梁表面应保持清洁,压型金属板与钢梁顶面的间隙应控制在1mm 以内4)安装钢梁前,应测量钢梁连接的钢柱及邻近柱的垂直度;在整个区域构件安装完成后,应进行整体复测。
5)钢梁采用一机串吊是指多根钢梁在地面分别绑扎,起吊后分别就位的作业方式,可以加快吊装作业的效率。
钢梁吊点位置可参考11.3.3 选取。
当单根钢梁长度大于21 米时,若采用2 点起吊,所需的钢丝绳较长,而且易产生钢梁侧向变形,采用多点吊装可避免此现象。
质量验收规范1)钢构件安装的允许偏差应符合本规范附录E 中表E.0.5 的规定。
检查数量:按同类构件或节点数抽查10%。
其中柱和梁各不应少于3 件,主梁与次梁连接节点不应少于3 个,支承压型金属板的钢梁长度不应少于5m。
检验方法:见本规范附录E 中表E.0.52)当钢构件安装在混凝土柱上时,其支座中心对定位轴线的偏差不应大于10mm;当采用大型混凝土屋面板时,钢梁(或桁架)间距的偏差不应大于10mm。
检查数量:按同类构件数抽查10%,且不应少于3 榀。
检验方法:用拉线和钢尺现场实测。
3)焊接实腹钢梁外形尺寸的允许偏差应符合表C.0.5 的规定。
4)。
钢结构施工产生质量通病的原因及预防措施作者:李涛来源:《城市建设理论研究》2014年第09期摘要:随着我国经济的发展,钢结构工程越来越多,如何做好钢结构的安全质量控制是当务之急。
本文主要对钢结构施工产生质量通病的原因及预防措施进行了简要分析。
关键词:钢结构;质量通病;预防措施中图分类号:TU391文献标识码:A引言控制钢结构质量通病的发生,是提高钢结构工程施工质量的关键环节,产生质量通病的原因虽然多,但从质量问题的分析中可以得出主要原因。
只要参加项目的全体员工加强质量意识,立足于内部质量控制标准,严格按照施工工艺操作,贯彻执行岗位责任制,按照相关标准执行,严格检查,实行层层控制,及时分析和总结产生质量通病的原因,采取有效的预防措施,就能够减少钢结构质量通病的发生。
一、钢结构工程设计过程存在的问题及预防措施1、设计图纸中经常出现以下一些问题(1)设计图纸应用规范不齐全、不正确。
如有的设计说明使用了过时标准;有的材料规格、等级不全、高强螺栓、普通螺栓和焊接连接点的标记不明确或未显示。
对各类高强螺栓规格、型号、性能没有具体标明,而这些均已列入了钢结构施工质量验收规范,并作为强制性条文要求,如果设计图纸未加说明,施工和验收就缺乏依据,造成盲目施工和无法验收的后果。
(2)设计总说明未写明工程的安全等级和使用年限。
工程的安全等级不同,对焊接等施工检查要求也不同。
安全等级为一级的,一、二级焊缝的焊接材料必须复试;安全等级为二级的,一级焊缝的焊接材料必须复试,二级焊缝的焊接材料就不一定需要复试。
(3)钢材的材质等级,高强度螺栓的摩试要求不明确。
有的设计图纸只写Q235或Q345,不写等级A或B,有的不提摩擦面试验要求,也未明确不作摩试要求,施工单位无所适从。
有的施工单位在采购材料后,再通过建设单位协调让设计院认可,这是对工程质量采取随意性的处理,极为不妥。
(4)施工图未注明焊接的坡口形式,焊缝间隙、钝边坡口角度、是否单面焊等。
异形钢结构施工技术与测量控制措施摘要:异形钢结构是一种较为普遍的建筑形式,它凸显出了它特有的造型,但是同时它也给施工造成了一些困难,本文以一个具体的工程实例为基础,讨论了异形钢结构的方案以及钢构件等方面的施工方法,希望能为同行提供一些可资借鉴的信息。
关键词:异形钢结构;施工技术;钢结构吊装1工程概况某工程位于上海市青浦区,用地面积约27万㎡,总建筑面积43万㎡。
其中一栋单体为异形钢结构建筑形式,房屋的建筑高度大概为26米,局部5层,总体4层。
其平面造型为四向椭圆形花瓣形式,外饰面为玻璃幕墙,因其造型的特殊性,对测量控制要求极高,增加了施工难度。
2施工工艺2.1测量控制要点该项目的钢结构归属于钢框架结构,具备建筑总面积大、安装精度高的特征,及其不一样构造管理体系在现场工程施工安装时的安装顺序、工序穿插等,涉及的测量和检测内容多种多样,技术性难度系数大。
预埋螺栓锚板的测量操纵:在建筑钢筋和模板工程施工结束之后,用全站仪对每一个锚板的主中心线开展逐一的查验和调整,在现浇混凝土全过程中,对锚板的设计标高和中心线开展跟踪和检验,并在现浇混凝土结束而且初凝之后,对锚板上的主中心线开展再次测出,以明确其最后的部位。
其中,锚栓的设计标高用水准仪逐点检测,校验,以确保顶部设计标高平直。
钢柱安装测量控制:在安装之前,重新测量并校正由“+”字形轴心控制点构成的钢柱网格(容许偏差1毫米)。
在加工过程中,钢立柱应该在立柱的顶部设置两个平面校正点,立柱的顶部设置两个标高校正点,立柱的底部设置两个立柱的中心点。
每根钢柱的安装都要用经纬仪校正其垂直度和轴心的位置,并对每根钢柱进行定位;钢柱到位后,用特制的角尺检验,重新调整钢柱的位置,使之与地基的位置轴线一致,偏差不超过2毫米。
钢柱测量保证措施:钢柱吊装就位后,按照先调标高,再调扭转,最后调垂直度的顺序进行安装精度的调校。
垂直度调校:在满足单节柱垂直度的前提下,将钢柱与轴线的偏差调校至零。
钢结构构件焊缝的控制要点摘要:随着国家大力发展绿色建筑,人们对建筑抗震的需求以及建筑造型的追求,钢结构在建筑行业中占据了重要地位,因此建筑钢结构的发展非常迅速。
但是钢结构在质量控制方面存在一定难度,如果在质量控制上不把控要点,就会降低建筑钢结构的施工质量。
因此,在建筑钢结构施工过程中,最重要的是掌握质量控制的要点,本文将要分析的就是钢结构的建筑施工以及对焊缝质量检测的控制要点,以便为相关从业人员提供参考。
关键词:建筑钢结构;焊缝;质量控制1、焊缝质量控制的技术措施1.1 深化设计技术措施1.1.1遵循结构设计要求,正确理解设计意图深化设计单位拿到设计院出的施工图后,首先要熟悉图纸,应仔细解读钢结构设计说明,明确构件各部位焊缝要求和质量等级。
其次深化设计过程中,要加强与原设计单位的沟通,充分理解设计意图,这样才能确保深化设计合理、可行。
设计单位通常情况下关注结构稳定性和结构安全,往往忽略了施工和检测的可实施性,而深化设计除了考虑结构安全和稳定之外,往往还需要兼顾施工和检测的方便,因此深化设计单位要在满足规范要求的前提下,向原设计提出自己合理的建议并经设计院确认后实施,便于节约时间和经济成本。
1.1.2深化设计交底设计一般遵循强节点弱构件的设计理念,所以深化设计一定要了解所谓的节点概念。
在实际检测过程中,经常会碰到节点区的争议,很多人认为只有连接钢梁的位置才属于节点区往往是错误的。
《钢结构设计标准》(GB50017-2017)6.6.15 条规定:连接型钢柱竖向腹板与翼缘的焊缝,最好利用坡口全熔透焊缝或部分熔透焊缝。
在梁翼缘上下和节点区各500mm区域内,需采用坡口全熔透焊缝,在高层建筑底部加强区,需采用全熔透焊缝,焊缝质量等级应为一级。
本条内容是很多施工单位容易忽视的重点,大家都按常规的节点区及梁上下500mm范围采用坡口全熔透,非节点区采用部分熔透或角焊缝,往往忽视了后面底部加强区的要求。
在高层建筑底部加强区,型钢混凝土柱翼板与腹板间链接焊缝是要求全部为全熔透一级。
钢结构加工质量控制措施(1)注意计量器具的统一1)计量器具必须检定校准合适2)钢结构工程制作、安装和验收所使用的计量器具必须合格。
制作、安装和检验单位应按有关规定,定期对所使用的计量器具送计量检验部门进行计量检定,并保证在检定有效期内使用。
3)计量器具必须使用合格4)不同计量器具有不同的使用要求。
如钢卷尺在测量一定长度的距离时,应使用夹具和拉力计数器,不然的话,读数就有差异。
(2)注意制作过程的要求1)放样、号料和切割2)放样划线时应清楚标明装配标记、螺孔标记、加强板的位置方向、倾斜标记、其他配合标记和中心线、基准线及检验线,必要时要制作样板。
3)注意预留制作、安装时的焊接收缩量;切割、刨边和铣加工余量;安装预留尺寸要求;构件的起拱下料尺寸。
4)划线前,材料的弯曲或其他变形应予矫正。
当采用火焰矫正时,加热温度应根据钢材性能选定。
5)孔加工6)制孔采用数控钻床进行孔加工。
7)注意批量生产的积累误差(3)组装(预装)1)零部件在组装前应矫正其变形并达到符合控制偏差范围以内,接触表面应无毛刺、污垢和杂物,以保证构件的组装紧密贴合,符合质量标准。
2)组装后,应有适和的工具和设备,如定位器、夹具、竖固的基础(或胎架)以保证组装有足够的精度。
3)为了保证隐蔽部位的质量,应经质控人员检查认可,签发隐蔽部位验收记录,方可封闭。
4)预装的构件必须是进行检查和确认是符合图纸尺寸、符合构件的精度的要求。
需预装的相同构件应可随机抽装。
5)预装检查合格后,应根据预装结果标注中心线、控制基准线等标记,必要时应设置定位器。
(4)铣加工1)钢结构工程中如承重连接的柱接头的承压表面和吊车梁刀头板应按图纸设计技术要求进行车间铣加工,以保证金属接触面的区域大于截面的70%,且边缘最大间隙不大于0.8mm的要求。
2)柱的铣加工面应垂直于柱中心线。
3)其他需顶紧的接触面,亦应采用铣、刨、磨的方式进行加工,以保证顶紧的质量要求。
(5)注意成品检查质量1)成品制作精度的检查必须在下列情况完成后进行制作过程中出现的损环;和变形应去除或完全矫正,达到允许偏差之内。
钢质船体焊接收缩量
前 言
本标准由工厂标准化委员会提出。
本标准由技术处归口。
本标准起草单位:
本标准主要起草人:
钢质船体焊接收缩量
1 范围
本标准规定了钢板对接焊缝、角焊缝的焊接收缩量。
本标准适用于钢质船舶建造。
2 对接焊缝的焊接收缩量
2.1 对于普通船用低碳钢、低合金钢板,其对接焊缝的焊接收缩量见表1。
表1 对接焊缝横向收缩量 单位为毫米
2.2对于板厚在8mm~20mm、钢板总宽度大于15倍板厚的船用低碳钢、低合
金钢板的对接焊缝及其它角焊缝,其焊缝的纵向收缩率见表2。
表2 对接和角接焊缝的纵向变形收缩率 单位为毫米每米对接焊缝 双面连续角焊缝 断续角焊缝
0.15~0.3 0.2~0.4 0~0.1
3 船体平面板架结构的角焊缝焊接收缩量
3.1 对于每道实肋骨或纵骨的双面连续角焊缝,且采用二氧化碳气体保护焊接的普通船用低碳钢、低合金钢板,其焊后的平均收缩量见表3。
表3 船体平面板架结构双面连续角焊缝收缩量 单位为毫米
3.2 其他船体内部钢质构件(如舱壁结构)的焊接收缩量可参照表3取值。
若实际施焊参数较大,应选取大一个档次的焊接收缩量(仅限钢板厚度t≥8㎜的船体平面板架结构)。
△L横≈0.1δ,δ=板厚。
(间隙和线能量最小化)焊接变形收缩余量计算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式1、单V对接焊缝横向收缩近似值及公式:y = 1.01*e^(0.0464x)y=收缩近似值e=2.718282x=板厚2、双V对接焊缝横向收缩近似值及公式:y = 0.908*e^(0.0467x )y=收缩近似值e=2.718282x=板厚、4、5、6、1 试述焊接残余变形的种类。
焊接过程中焊件产生的变形称为焊接变形。
焊后,焊件残留的变形称为焊接残余变形。
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图1,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形。
2 焊件在什么情况下会产生纵向收缩变形?焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形。
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表1。
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表2。
表2 焊缝纵向收缩变形量的近似值(mm/m)注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板。
3 试述焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
低碳钢对接接头、T形接头和搭接接头的横向收缩变形量,见表3、表4。
对接接头横向收缩变形量的近似计算公式,见表5。