焊缝焊接收缩量ANSYS仿真分析
- 格式:doc
- 大小:23.50 KB
- 文档页数:5
基于ANSYS的焊接温度场和应力的数值模拟研究一、本文概述随着现代工业技术的飞速发展,焊接作为一种重要的连接工艺,在航空、汽车、船舶、石油化工等领域的应用日益广泛。
然而,焊接过程中产生的温度场和应力场对焊接结构的性能有着至关重要的影响。
为了深入理解焊接过程中的热-力行为,预测焊接结构的变形和残余应力,进而优化焊接工艺参数和提高产品质量,本文旨在利用ANSYS有限元分析软件,对焊接过程中的温度场和应力场进行数值模拟研究。
本文首先简要介绍了焊接数值模拟的意义和现状,包括焊接数值模拟的重要性、国内外研究现状和存在的问题等。
随后,详细阐述了ANSYS 软件在焊接数值模拟中的应用,包括其基本原理、分析流程、模型建立、参数设置等方面。
在此基础上,本文以某典型焊接结构为例,详细阐述了焊接温度场和应力场的数值模拟过程,包括模型的建立、边界条件的设定、求解参数的选择、结果的后处理等。
对模拟结果进行了详细的分析和讨论,验证了数值模拟方法的准确性和可靠性,为实际工程应用提供了有益的参考。
本文的研究不仅有助于深入理解焊接过程中的热-力行为,为优化焊接工艺参数和提高产品质量提供理论支持,同时也为ANSYS软件在焊接数值模拟领域的应用推广和进一步发展奠定了基础。
二、焊接理论基础焊接是一种通过加热、加压或两者并用,使两块或多块金属在原子层面结合形成永久性连接的工艺过程。
焊接过程涉及复杂的物理和化学变化,包括金属的熔化、凝固、相变以及应力和变形的产生等。
因此,深入了解焊接过程的理论基础对于准确模拟焊接过程中的温度场和应力分布至关重要。
焊接过程中,热源将能量传递给工件,导致工件局部快速升温并熔化。
熔池形成后,随着热源的移动,熔池中的液态金属逐渐凝固形成焊缝。
焊接热源的类型和移动速度、工件的材质和厚度等因素都会影响焊接过程的温度场分布。
为了准确模拟这一过程,需要了解各种热源模型(如移动热源模型、体积热源模型等)及其适用范围,并选择合适的模型进行数值模拟。
焊接模拟ansys实例!下面的命令流进行的是一个简单的二维焊接分析, 利用ANSYS单元生死和热-结构耦合分析功能进!行焊接过程仿真, 计算焊接过程中的温度分布和应力分布以及冷却后的焊缝残余应力。
finish/clear/filnam,1-2D element birth and death/title,Weld Analysis by "Element Birth and Death"/prep7/unit,si !采用国际单位制!******************************************************et,1,13,4 !13号二维耦合单元, 同时具有温度和位移自由度et,2,13,4!1号材料是钢!2号材料是铝!3号材料是铜!铝是本次分析中的焊料, 它将钢结构部分和铜结构部分焊接起来!下面是在几个温度点下, 各材料的弹性模量mptemp,1,20,500,1000,1500,2000mpdata,ex,1,1,1.93e11,1.50e11,0.70e11,0.10e11,0.01e11mpdata,ex,2,1,1.02e11,0.50e11,0.08e11,0.001e11,0.0001e11mpdata,ex,3,1,1.17e11,0.90e11,0.30e11,0.05e11,0.005e11!假设各材料都是双线性随动硬化弹塑性本构关系!下面是各材料在各温度点下的屈服应力和屈服后的弹性模量tb,bkin,1,5tbtemp,20,1tbdata,1,1200e6,0.193e11tbtemp,500,2tbdata,1, 933e6,0.150e11tbtemp,1000,3tbdata,1, 435e6,0.070e11tbtemp,1500,4tbdata,1, 70e6,0.010e11tbtemp,2000,5tbdata,1, 7e6,0.001e11!tb,bkin,2,5tbtemp,20,1tbdata,1,800e6,0.102e11tbtemp,500,2tbdata,1,400e6,0.050e11tbtemp,1000,3tbdata,1, 70e6,0.008e11tbdata,1, 1e6,0.0001e11tbtemp,2000,5tbdata,1,0.1e6,0.00001e11!tb,bkin,3,5tbtemp,20,1tbdata,1,900e6,0.117e11tbtemp,500,2tbdata,1,700e6,0.090e11tbtemp,1000,3tbdata,1,230e6,0.030e11tbtemp,1500,4tbdata,1, 40e6,0.005e11tbtemp,2000,5tbdata,1, 4e6,0.0005e11!!材料密度(假设为常值)mp,dens,1,8030mp,dens,2,4850mp,dens,3,8900! 热膨胀系数(假设为常值)mp,alpx,1,1.78e-5mp,alpx,2,9.36e-6mp,alpx,3,1.66e-5!泊松比(假设为常值)mp,nuxy,1,0.29mp,nuxy,2,0.30mp,nuxy,3,0.30!热传导系数(假设为常值)mp,kxx,1,16.3mp,kxx,2,7.44mp,kxx,3,393!比热(假设为常值)mp,c,1,502mp,c,2,544mp,c,3,385!热膨胀系数(假设为常值)!由于该13号单元还有磁自由度, 此处假设一磁特性, 但并不影响我们所关心的结果mp,murx,1,1mp,murx,2,1mp,murx,3,1!假设焊料(铝)焊上去后的初始温度是1500℃mp,reft,2,1500mp,reft,3,20!****************************************************** !下面建立几何模型csys,0k,1,0,0,0k,2,0.5,0,0k,3,1,0,0 !长1米k,4,0,0.3,0 !厚度0.3米(二维中叫做宽度)k,5,0.35,0.3,0k,6,0.65,0.3,0k,7,1,0.3,0a,1,2,5,4a,2,6,5a,2,3,7,6划分网格esize,0.025type,2mat,2amesh,2!esize,0.05 !网格划分出现问题type,1mat,1amesh,1!mat,3amesh,3eplot!/soluantype,4 ! 瞬态分析trnopt,full在模型的左边界加位移约束nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,ux,0*get,miny,node,,mnloc,ynsel,r,loc,y,minyd,all,uy,0!*****假设模型的左右边界处温度始终保持在20摄氏度左右*****!其他边界条件如对流和辐射等均可施加,此处因为只是示意而已,故只施加恒温边界条件nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,temp,20nsel,all*get,maxx,node,,mxloc,xnsel,s,loc,x,maxxd,all,temp,20由于第2个面是焊接所在区域,因此首先将该区域的单元“杀死”nna=2esel,all*get,emax,elem,,num,maxasel,s,area,,nnaesla*get,nse,elem,,count*dim,ne,,nse*dim,nex,,nse*dim,ney,,nse*dim,neorder,,nsemine=0!**********************************************!下面的do循环用于将焊料区的单元按其形心y坐标排序!以便后面模拟焊料由下向上逐步“生长”过程*do,i1,1,nseesel,u,elem,,mine*get,nse1,elem,,countii=0*do,i,1,emax*if,esel(i),eq,1,thenii=ii+1ne(ii)=i*endif*enddo*do,i,1,nse1*get,ney(i),elem,ne(i),cent,y*get,nex(i),elem,ne(i),cent,x*enddominy=1e20minx=1e20*do,i,1,nse1*if,ney(i),lt,miny,thenminy=ney(i)minx=nex(i)mine=ne(i)*else*if,ney(i),eq,miny,then*if,nex(i),lt,minx,thenminy=ney(i)minx=nex(i)mine=ne(i)*endif*endif*endif*enddoneorder(i1)=mine*enddo!************************************************************** max_tem=1500 !按照前面假设,焊料的初始温度为1500℃dt1=1e-3 !用于建立初始条件的一个很小的时间段dt=5 !焊接一个单元所需的时间t=0 !起始时间esel,alleplot/auto,1/replot*do,i,1,nseekill,neorder(i)esel,s,liveeplot*enddoallsel,alloutres,all,allic,all,temp,20kbc,1timint,0,structtimint,1,thermtimint,0,magtintp,0.005,,,1,0.5,0.2!nsub1=2nsub2=40!**************************************************do,i,1,nseealive,neorder(i)esel,s,liveeplotesel,all!******下面的求解用于建立温度的初始条件******t=t+dt1time,tnsubst,1*do,j,1,4d,nelem(neorder(i),j),temp,max_tem*enddosolve!****下面的求解用于保证初始的升温速度为零****t=t+dt1time,tsolve!*********下面的步骤用于求解温度分布***********do,j,1,4ddele,nelem(neorder(i),j),temp*enddot=t+dt-2*dt1time,tnsubst,nsub1solve*enddot=t+50000 !*********下面的步骤用于冷却过程求解***** time,tnsubst,nsub2solvesavefinish后处理过程/post1!**************下面的一系列命令用于生成应力的动画文件******* /seg,dele/cont,1,15,0,1200e6/16,1200e6/dscale,1,1.0avprin,0,0avres,1/seg,multi,stress1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,s,eqv*do,j,1,nsub1set,(i-1)*3+3,jplnsol,s,eqv*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,s,eqv*enddo/seg,off,stress1,0.1/anfile,save,stress1,avi!**********下面的一系列命令用于生成温度的动画文件************ /seg,dele/cont,1,15,0,1500/16,1500/dscale,1,1.0avprin,0,0avres,1/seg,multi,temp1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,temp*do,j,1,nsub1set,(i-1)*3+3,jplnsol,temp*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,temp*enddo/seg,off,temp1,0.1/anfile,save,temp1,avifinish。
《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言焊接作为一种重要的工艺方法,广泛应用于各种工程结构中。
然而,焊接过程中产生的温度场和应力分布对焊接结构的质量、性能和使用寿命有着重要的影响。
因此,对焊接温度场和应力的研究具有非常重要的意义。
本文将通过ANSYS软件进行焊接温度场和应力的数值模拟研究,以期为焊接工艺的优化提供理论依据。
二、焊接温度场的数值模拟1. 建模与材料属性设定在ANSYS中建立焊接结构的几何模型,设定材料的热学性能参数,如热导率、比热容等。
同时,设定焊接过程中的热源模型,如高斯热源模型等。
2. 网格划分与边界条件设定对模型进行合理的网格划分,以便更好地捕捉温度场的分布情况。
设定边界条件,包括环境温度、对流换热系数等。
3. 求解与结果分析通过ANSYS的瞬态热分析模块进行求解,得到焊接过程中的温度场分布情况。
分析温度场的变化规律,研究焊接过程中的热循环行为。
三、焊接应力的数值模拟1. 建模与材料属性设定在ANSYS中建立与温度场分析相同的几何模型,设定材料的力学性能参数,如弹性模量、泊松比等。
同时,导入温度场分析的结果作为应力分析的初始条件。
2. 网格划分与约束条件设定对应力分析模型进行网格划分,并设定约束条件,如固定支座等。
这些约束条件将影响应力的分布情况。
3. 求解与结果分析通过ANSYS的结构分析模块进行求解,得到焊接过程中的应力分布情况。
分析应力的变化规律,研究焊接过程中的残余应力分布情况。
同时,结合温度场分析结果,研究温度与应力之间的关系。
四、结果与讨论1. 温度场分析结果通过ANSYS的数值模拟,得到了焊接过程中的温度场分布情况。
结果表明,在焊接过程中,焊缝处的温度较高,随着距离焊缝的增大,温度逐渐降低。
同时,随着时间的变化,温度场呈现出明显的热循环行为。
2. 应力分析结果在应力分析中,我们发现焊接过程中会产生较大的残余应力。
这些残余应力主要分布在焊缝及其附近区域,并呈现出一定的规律性。
《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着制造业和机械工程的不断发展,焊接作为连接各种金属材料的主要方法之一,其过程和结果的研究显得尤为重要。
焊接过程中,由于局部高温和材料相变,会产生复杂的温度场和应力分布。
这些因素对焊接接头的质量、强度和耐久性有着重要影响。
因此,对焊接温度场和应力的数值模拟研究具有重要的理论和实践意义。
本文将基于ANSYS软件,对焊接过程中的温度场和应力进行数值模拟研究。
二、焊接温度场的数值模拟研究1. 模型建立在ANSYS中,我们首先需要建立焊接过程的物理模型。
根据实际焊接条件和材料属性,设定合理的几何尺寸和材料参数。
同时,考虑到焊接过程中的热源分布、热传导和热对流等因素,我们采用适当的热源模型和边界条件。
2. 网格划分与求解在模型建立完成后,我们需要对模型进行网格划分。
网格的精细程度将直接影响模拟结果的准确性。
接着,我们设定求解器,根据热传导方程和边界条件进行求解。
通过求解,我们可以得到焊接过程中的温度场分布。
三、焊接应力的数值模拟研究1. 热弹性-塑性本构关系焊接过程中,由于温度的变化,材料将发生热膨胀和收缩。
这种热膨胀和收缩将导致应力的产生。
在ANSYS中,我们需要设定合理的热弹性-塑性本构关系,以描述材料的热膨胀和收缩行为。
2. 应力求解与分析根据热弹性-塑性本构关系和温度场分布,我们可以求解出焊接过程中的应力分布。
通过对应力结果进行分析,我们可以了解焊接接头的应力分布情况,从而评估焊接接头的质量和强度。
四、结果与讨论1. 温度场分布通过ANSYS模拟,我们可以得到焊接过程中的温度场分布。
温度场分布将直接影响焊接接头的质量和性能。
我们可以观察到,在焊接过程中,局部高温将导致材料发生相变和热膨胀。
同时,热对流和热传导将影响温度场的分布。
2. 应力分布在得到温度场分布的基础上,我们可以进一步求解出焊接过程中的应力分布。
应力分布将直接影响焊接接头的强度和耐久性。
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着制造业和工业自动化技术的飞速发展,焊接技术已经成为一种关键的加工手段,被广泛应用于机械、船舶、航空和汽车等领域。
焊接过程中的温度场和应力分布直接影响焊接质量和性能。
因此,通过数值模拟研究焊接过程中的温度场和应力分布具有重要意义。
本文利用ANSYS软件对焊接过程进行数值模拟,分析温度场和应力的变化规律,为优化焊接工艺和提高焊接质量提供理论依据。
二、ANSYS在焊接模拟中的应用ANSYS是一款广泛应用于工程领域的有限元分析软件,具有强大的热-结构耦合分析能力。
在焊接模拟中,ANSYS可以通过建立三维模型、设定材料属性、加载边界条件等方式,对焊接过程中的温度场和应力进行数值模拟。
通过ANSYS软件,我们可以更加直观地了解焊接过程中的温度分布和应力变化,为优化焊接工艺提供理论支持。
三、焊接温度场的数值模拟研究(一)模型建立与材料属性设定在ANSYS中建立焊接过程的有限元模型,设定材料属性,包括热导率、比热容、热膨胀系数等。
根据实际焊接工艺,设定加热速度、焊接速度、电流等工艺参数。
(二)温度场模拟与结果分析在设定的边界条件下,模拟焊接过程中的温度场变化。
通过分析温度场的分布规律,可以得出焊接过程中各部位的加热速度、峰值温度等信息。
结合实际工艺参数,可以优化焊接工艺,提高焊接质量和效率。
四、焊接应力的数值模拟研究(一)模型建立与材料属性设定与温度场模拟类似,在ANSYS中建立焊接过程的有限元模型,并设定材料属性。
考虑到焊接过程中的热-结构耦合效应,需要设定材料的热弹塑性本构关系。
(二)应力模拟与结果分析在模拟过程中,考虑热-结构耦合效应,分析焊接过程中的应力分布和变化规律。
通过分析应力场的分布、大小和变化趋势,可以得出焊接过程中各部位的应力状态和变形情况。
结合实际工艺参数和应力分布规律,可以优化焊接工艺,减少焊接过程中的残余应力和变形。
五、结论本文利用ANSYS软件对焊接过程中的温度场和应力进行了数值模拟研究。
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
《基于ANSYS的焊接温度场和应力的数值模拟研究》篇一一、引言随着科技的发展,焊接技术作为制造行业中的关键工艺之一,其质量和效率直接关系到产品的性能和寿命。
因此,对焊接过程中的温度场和应力分布进行精确的数值模拟显得尤为重要。
ANSYS作为一种功能强大的工程仿真软件,被广泛应用于焊接过程的数值模拟。
本文将基于ANSYS,对焊接温度场和应力进行数值模拟研究,以期为实际生产提供理论依据。
二、焊接温度场的数值模拟1. 模型建立在ANSYS中建立焊接过程的有限元模型,包括焊件、焊缝、热源等部分。
其中,焊件采用实体单元进行建模,焊缝则通过线单元进行描述。
热源模型的选择对于模拟结果的准确性至关重要,应根据具体的焊接工艺选择合适的热源模型。
2. 材料属性及边界条件根据实际材料,设定焊件和焊缝的热导率、比热容、热扩散率等物理参数。
同时,设定初始温度、环境温度等边界条件。
3. 数值模拟过程根据焊接过程的实际情况,设定加载步和时间步长,模拟焊接过程中的温度变化。
通过ANSYS的热分析模块,得到焊接过程中的温度场分布。
三、焊接应力的数值模拟1. 耦合分析焊接过程中,温度场的变化会导致应力的产生。
因此,在ANSYS中,需要将在热分析中得到的温度场结果作为应力分析的输入条件,进行热-结构耦合分析。
2. 本构关系与材料模型根据材料的本构关系和力学性能,设定材料的弹性模量、泊松比、热膨胀系数等参数。
同时,选择合适的材料模型,如各向同性模型或各向异性模型。
3. 应力分析通过ANSYS的结构分析模块,结合耦合后的温度场结果,进行应力分析。
得到焊接过程中的应力分布和变化情况。
四、结果与讨论1. 温度场结果分析通过ANSYS的后处理功能,可以得到焊接过程中的温度场分布图。
分析温度场的分布情况,可以了解焊接过程中的热传导和热扩散情况,为优化焊接工艺提供依据。
2. 应力结果分析同样,通过后处理功能可以得到焊接过程中的应力分布图。
分析应力的分布和变化情况,可以了解焊接过程中产生的残余应力和变形情况。
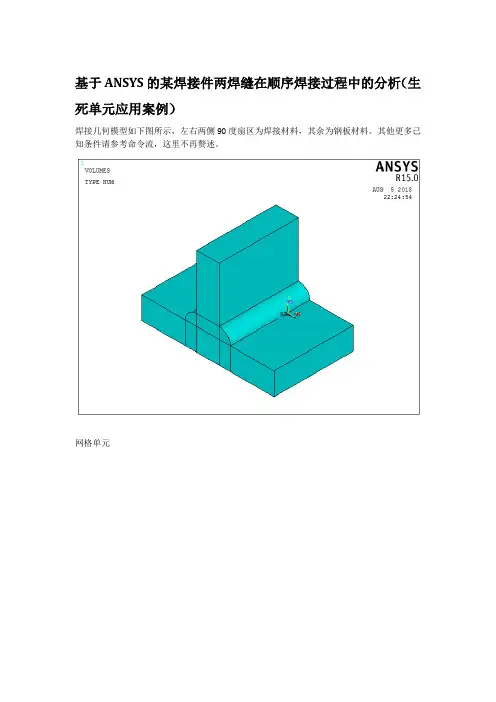
基于ANSYS的某焊接件两焊缝在顺序焊接过程中的分析(生死单元应用案例)焊接几何模型如下图所示,左右两侧90度扇区为焊接材料,其余为钢板材料。
其他更多已知条件请参考命令流,这里不再赘述。
网格单元本实例中顺序焊接分为如下步骤:第一步0-1秒:右侧焊接稳态分析(杀死左焊缝,施加右焊缝温度和焊接件参考温度)第二步1-100秒:相变分析(删除温度载荷,施加对流热传导)第三步100-1000秒:右侧焊缝凝固分析第四步1000-1001秒:激活左侧焊缝单元进行稳态分析(施加左焊缝温度)第五步1001-1100秒:左焊缝相变分析第六步1100-2000秒:左侧焊缝凝固分析第七步:结果后处理ANSYS命令流:FINISH/FILNAME,Exercise ! 定义隐式热分析文件名/PREP7 ! 进入前处理器ET,1,SOLID70 ! 选择8节点实体热分析单元MP,KXX,1,.5e-3MP,C,1,.2MP,DENS,1,.2833MPTEMP,1,0,2643,2750,2875,3000MPDATA,ENTH,1,1,0,128.1,163.8,174.2,184.6 ! 定义右焊缝材料热物理性能MP,KXX,2,.5e-3MP,C,2,.2MP,DENS,2,.2833MP,KXX,3,0.5e-3 ! 定义两块钢板的热物理性能MP,DENS,3,.2833MPTEMP,1,0,2643,2750,2875,3000MPDATA,ENTH,3,1,0,128.1,163.8,174.2,184.6 ! 定义左焊缝材料热物理性能BLOCK,-0.17,0.17,0,0.34,0,1.2BLOCK,0.17,0.34,0,0.34,0,1.2BLOCK,0.34,1,0,0.34,0,1.2BLOCK,-0.17,0.17,0.34,0.51,0,1.2BLOCK,-0.17,0.17,0.51,1.34,0,1.2WPAVE,0.17,0.34,0CYLIND,0.17,0,0,1.2,0,90WPAVE,0,0,0CSYS,0FLST,3,3,6,ORDE,3FITEM,3,2FITEM,3,-3FITEM,3,6VSYMM,X,P51X, , , ,0,0 ! 建立焊接件的几何模型VGLUE,ALL ! 粘接各体VSEL,S,,,10VATT,1,1,1 ! 附于右焊缝的材料属性VSEL,S,,,1VSEL,A,,,12,17,1VATT,2,1,1 ! 附于两块钢板的材料属性VSEL,S,,,11VATT,3,1,1 ! 附于左焊缝的材料属性ALLSEL,ALLESIZE,0.05 ! 定义单元划分尺寸VSWEEP,ALL ! 划分单元ESEL,S,MAT,,3TOFFST,460 ! 定义温度偏移量!第一步:稳态分析EKILL,ALL ! 杀死左焊缝单元ALLSEL,ALL/SOLUANTYPE,TRANS ! 定义瞬态分析类型TIMINT,OFF ! 关闭时间积分ESEL,S,MAT,,1NSLE ! 选择右焊缝节点D,ALL,TEMP,3000 ! 施加右焊缝初始温度载荷NSEL,INVE ! 选择其它节点D,ALL,TEMP,70 ! 施加初始温度载荷TIME,1 ! 定义求解时间KBC,0 ! 设置为斜坡载荷SOLVE ! 求解!第二步:右侧焊缝相变分析(1到100秒)DDELE,ALL,TEMP ! 删除温度载荷TIMINT,ON ! 打开时间积分TINTP,,,,1 ! 定义瞬态积分参数TIME,100 ! 定义求解时间DELTIME,1,.5,10 ! 定义时间子步AUTOTS,ON ! 打开自动时间开关KBC,1 ! 设置为阶越载荷OUTRES,ERASEOUTRES,ALL,ALL ! 设置结果输出ASEL,S,EXTASEL,U,LOC,Y,0SFA,ALL,,CONV,5E-5,70 ! 施加对流换热载荷ALLSEL,ALLSOLVE ! 求解!第三步:右侧焊缝凝固分析(100到1000秒)TIME,1000 ! 定义求解时间DELTIME,50,10,100 ! 定义时间子步AUTOTS,ON ! 打开自动时间开关SOLVE ! 求解!第四步:激活左侧焊缝单元进行分析(1000到1001秒) EALIVE,ALL ! 激活左侧焊缝单元ALLSEL,allESEL,S,MAT,,3NSLE ! 选择左焊缝节点D,ALL,TEMP,3000 ! 施加左焊缝初始温度载荷TIME,1001 ! 定义求解时间DELTIME,1,1,1 ! 定义时间子步ALLSEL,ALLSOLVE ! 求解!第五步:左侧焊缝相变分析(1001到1100秒) DDELE,ALL,TEMP ! 删除温度载荷TIME,1100 ! 定义求解时间DELTIME,1,.5,10 ! 定义时间子步SOLVE ! 求解!第六步:左侧焊缝凝固分析(1100到2000秒) TIME,2000 ! 定义求解时间DELTIME,100,10,200 ! 定义时间子步SOLVE ! 求解!第七步:后处理/POST1 ! 进入通用后处理器SET,,,,,1, , ! 读取1秒中分析结果PLNSOL, TEMP,, 0 ! 显示1秒钟后焊接件的温度分布SET,,,,,100, , ! 读取100秒中分析结果PLNSOL, TEMP,, 0 ! 显示100秒钟后焊接件的温度分布SET,,,,,1000, , ! 读取1000秒中分析结果PLNSOL, TEMP,, 0 ! 显示1000秒钟后焊接件的温度分布SET,,,,,1001, , ! 读取1001秒中分析结果PLNSOL, TEMP,, 0 ! 显示1001秒钟后焊接件的温度分布SET,,,,,1100, , ! 读取1100秒中分析结果PLNSOL, TEMP,, 0 ! 显示1100秒钟后焊接件的温度分布SET,,,,,2000, , ! 读取2000秒中分析结果PLNSOL, TEMP,, 0 ! 显示2000秒钟后焊接件的温度分布/POST26 ! 进入时间历程后处理器NSOL,2,4727,TEMP,, TEMP_2STORE,MERGENSOL,3,4752,TEMP,,TEMP_3STORE,MERGENSOL,4,4808,TEMP,,TEMP_4STORE,MERGENSOL,5,4833,TEMP,,TEMP_5STORE,MERGENSOL,6,4883,TEMP,,TEMP_6STORE,MERGENSOL,7,4908,TEMP,,TEMP_7STORE,MERGENSOL,8,5088,TEMP,,TEMP_8STORE,MERGENSOL,9,5308,TEMP,, TEMP_9STORE,MERGE ! 定义焊接件某些位置8个节点的时间温度变量/AXLAB,X,TIME/AXLAB,Y,TEMPERATURE ! 更改坐标轴标识/XRANGE,0,2000 ! 设定横坐标轴范围PLVAR,2,3,4,5,6,7,8,9, ! 绘制8节点温度随时间的变化曲线温度结果显示1秒时:100秒时:1000秒时:1001秒时:1100秒时:2000秒时:关键点温度变化曲线关键点位置分布:关键点与曲线对应情况:NSOL,2,4727,TEMP,,TEMP_2NSOL,3,4752,TEMP,,TEMP_3NSOL,4,4808,TEMP,,TEMP_4NSOL,5,4833,TEMP,,TEMP_5NSOL,6,4883,TEMP,,TEMP_6NSOL,7,4908,TEMP,,TEMP_7NSOL,8,5088,TEMP,,TEMP_8NSOL,9,5308,TEMP,,TEMP_9关键点温度变化曲线:从该图中可以明显看到:离焊接热影响区域距离较远的关键点温升较小,距离较近的关键点温升较大。
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
ANSYS Mechanical在焊接仿真中的应用详细解析1 前言焊接作为现代制造业必不可少的工艺,在材料加工领域一直占有重要地位。
焊接是一个涉及到电弧物理、传热、冶金和力学等各学科的复杂过程,其涉及到的传热过程、金属的融化和凝固、冷却时的相变、焊接应力和变形等是企业制造部门和设计人员关心的重点问题。
焊接过程中产生的焊接应力和变形,不仅影响焊接结构的制造过程,而且还影响焊接结构的使用性能。
这些缺陷的产生主要是焊接时不合理的热过程引起的。
由于高能量的集中的瞬时热输入,在焊接过程中和焊后将产生相当大的残余应力和变形,影响结构的加工精度和尺寸的稳定性。
因此对于焊接温度场合应力场的定量分析、预测有重要意义。
传统的焊接温度场和应力测试依赖于设计人员的经验或基于统计基础的半经验公式,但此类方法带有明显的局限性,对于新工艺无法做到前瞻性的预测,从而导致实验成本急剧增加,因此针对焊接采用数值模拟的方式体现出了巨大优势。
ANSYS作为世界知名的通用结构分析软件,提供了完整的分析功能,完备的材料本构关系,为焊接仿真提供了技术保障。
文中以ANSYS为平台,阐述了焊接温度场仿真和热变形、应力仿真的基本理论和仿真流程,为企业设计人员提供了一定的参考。
2 焊接数值模拟理论基础焊接问题中的温度场和应力变形等最终可以归结为求解微分方程组,对于该类方程求解的方式通常为两大类:解析法和数值法。
由于只有在做了大量简化假设,并且问题较为简单的情况下,才可能用解析法得到方程解,因此对于焊接问题的模拟通常采用数值方法。
在焊接分析中,常用的数值方法包括:差分法、有限元法、数值积分法、蒙特卡洛法。
差分法:差分法通过把微分方程转换为差分方程来进行求解。
对于规则的几何特性和均匀的材料特性问题,编程简单,收敛性好。
但该方法往往仅局限于规则的差分网格(正方形、矩形、三角形等),同时差分法只考虑节点的作用,而不考虑节点间单元的贡献,常常用来进行焊接热传导、氢扩散等问题的研究。
基于ANSYS的焊接温度场和应力的数值模拟研究基于ANSYS的焊接温度场和应力的数值模拟研究摘要:本文通过使用ANSYS仿真软件,针对焊接过程中的温度场和应力进行了数值模拟研究。
首先,对焊接过程进行了理论分析,分析了焊接过程中的热传导、热传递和热辐射等因素对焊接温度场的影响。
然后,利用ANSYS软件对三维焊接模型进行了建模,并对焊接过程进行了数值模拟,得到了焊接过程中的温度场和应力分布。
最后,通过对模拟结果的分析和讨论,总结了焊接温度场和应力分布的特点,并提出了一些改进措施,以提高焊接过程的质量和效率。
一、引言焊接作为常用的结合工艺,广泛应用于制造业和建筑业等领域。
在焊接过程中,温度场和应力分布的研究对于保证焊接接头的质量和可靠性非常重要。
传统的试验方法需要大量的时间和成本,而且难以观察到焊接过程中的内部情况。
因此,使用数值模拟方法对焊接过程进行研究具有重要意义。
二、焊接温度场的理论分析焊接过程中的温度场受到多种因素的影响,包括热传导、热传递和热辐射等。
热传导是由于焊接电弧产生的热量在焊缝和近场区域内的传递。
热传递是由于焊接电弧产生的热量在远场区域内的传递。
热辐射是由于高温熔池表面辐射的热量在焊接过程中的传递。
在理论分析中,需要考虑这些因素对温度场的影响,并建立相应的数学模型。
三、焊接温度场的数值模拟为了研究焊接过程中的温度场,我们使用ANSYS软件对三维焊接模型进行建模,并对焊接过程进行数值模拟。
首先,我们需要确定焊接材料的物理参数和边界条件。
然后,我们建立焊接模型,并进行网格划分。
接下来,我们通过设置焊接电弧的功率和时间来模拟焊接过程。
最后,我们得到了焊接过程中的温度场分布。
四、焊接应力场的理论分析焊接过程中的应力分布受到多种因素的影响,包括热应力、冷却应力和残余应力等。
热应力是由于焊接过程中的温度差异引起的,冷却应力是由于焊接材料的收缩引起的,残余应力是由于焊接材料的变形引起的。
在理论分析中,需要考虑这些因素对应力场的影响,并建立相应的数学模型。
基于ANSYS的某焊件两焊缝在顺序焊接过程中分析(含命令流)目录一、前言 (3)二、基本方法 (3)三、条件 (3)四、物理性能表 (3)五、基本数据 (4)六、分析结果 (4)七、附录: (4)一、前言本文是对一焊件两个焊缝的凝固过程的温度场进行分析,焊缝及两钢板的材料为钢。
二、基本方法使用有限元分析方法并且使用ANSYS分析软件。
采用三维八节点热分析SOLID70单元,利用生死单元技术,对两个焊缝连续凝固的过程进行分析,本分析分6步进行,首先杀死一个焊缝的所有单元,进行稳态分析,得到温度的初始条件;进行瞬态分析,分析右焊缝的液固相变的转换过程;进行瞬态分析,分析右焊缝的凝固过程;激活焊缝的所有单元,进行短时间的瞬态分析,得到温度初始条件;进行瞬态分析,分析左焊缝的液固相变的转换过程;进行瞬态分析,分析左焊缝的凝固过程。
分析时,采用英制单位。
三、条件初始条件:焊接件的温度为70℉,焊缝的温度为3000℉。
对流边界条件:对流系数0.00005 Btu/(s·in2·℉),空气温度70℉。
四、物理性能表五、基本数据底板尺寸:2in×1.2in×0.34in上板尺寸:1in×1.2in×0.34in焊角尺寸:R=0.17in六、分析结果根据以上的有限元模型,完成对焊件的稳态分析,焊缝相变分析,焊缝凝固分析后,得到温度分布图,见附录。
七、附录:分析模型:网格化分:温度分布图(1s):温度分布图(2s):温度分布图(100s):温度分布图(1000s):温度分布图(1001s):温度分布图(1100s):温度分布图(2000s):焊接过程中温度随时间变化曲线图:命令流:FINISH/FILNAME,QMH/PREP7ET,1,SOLID70MP,KXX,1,.5e-3MP,C,1,.2MP,DENS,1,.2833MPTEMP,1,0,2643,2750,2875,3000 MPDATA,ENTH,1,1,0,128.1,163.8,174.2,184.6 MP,KXX,2,.5e-3MP,C,2,.2MP,DENS,2,.2833MP,KXX,3,.5e-3MP,C,3,.2MP,DENS,3,.2833MPTEMP,1,0,2643,2750,2875,3000 MPDATA,ENTH,3,1,0,128.1,163.8,174.2,184.6 BLOCK,-0.17,0.17,0,0.34,0,1.2BLOCK,0.17,0.34,0,0.34,0,1.2BLOCK,0.34,1,0,0.34,0,1.2BLOCK,-0.17,0.17,0.34,0.51,0,1.2 BLOCK,-0.17,0.17,0.51,1.34,0,1.2 WPAVE,0.17,0.34,0CYLIND,0.17,0,0,1.2,0,90WPAVE,0,0,0CSYS,0FLST,3,3,6,ORDE,3FITEM,3,2FITEM,3,-3FITEM,3,6VSYMM,X,P51X,,,,0,0VGLUE,ALLVPLOT,ALL VATT,1,1,1 VSEL,S,,,1 VSEL,A,,,12,17,1 VATT,2,1,1 VSEL,S,,,11 VATT,3,1,1 ALLSEL,ALL ESIZE,0.05 VSWEEP,ALL ESEL,S,MAT,,3 TOFFST,460 EKILL,ALL ALLSEL,ALL/SOLU ANTYPE,TRANS TIMINT,OFF ESEL,S,MAT,,1 NSLED,ALL,TEMP,3000 NSEL,INVED,ALL,TEMP,70KBC,0ALLSEL,ALLSOLVEDDELE,ALL,TEMP TIMINT,ON TINTP,,,,1TIME,100 DELTIME,1,0.5,10 AUTOTS,ONKBC,1OUTRES,ERASE OUTRES,ALL,ALL ASEL,S,EXTASEL,S,EXTASEL,U,LOC,Y,0 SFA,ALL,,CONV,5E-5,70 ALLSEL,ALLSOLVETIME,1000 DELTIME,50,10,100 AUTOTS,ONEALIVE,ALL ALLSEL,ALL ESEL,S,MAT,,3 NSLED,ALL,TEMP,3000 TIME,1001 DELTIME,1,1,1 ALLSEL,ALL SOLVEDDELE,ALL,TEMP TIME,1100 DELTIME,1,0.5,10 SOLVETIME,2000 DELTIME,100,10,200 SOLVE/POST1 SET,,,,,,,1 PLNSOL,TEMP,,0 SET,,,,,,,25 PLNSOL,TEMP,,0PLNSOL,TEMP,,0SET,NEXTPLNSOL,TEMP,,0 SET,,,,,,,58PLNSOL,TEMP,,0 SET,,,,,,,64PLNSOL,TEMP,,0/POST26NSOL,2,4727,TEMP,,TEMP_2 STORE,MERGENSOL,3,4752,TEMP,,TEMP_3 STORE,MERGENSOL,4,4808,TEMP,,TEMP_4 STORE,MERGENSOL,5,4833,TEMP,,TEMP_5 STORE,MERGENSOL,6,4883,TEMP,,TEMP_6 STORE,MERGENSOL,7,4908,TEMP,,TEMP_7 STORE,MERGENSOL,8,5088,TEMP,,TEMP_8STORE,MERGENSOL,9,5308,TEMP,,TEMP_9 STORE,MERGE/AXLAB,X,TIME/AXLAB,Y,TEMPERATURE /XRANGE,0,2000 PLVAR,2,3,4,5,6,7,8,9/EXIT,NOSAV。
焊接过程模拟与焊接变形、焊接Ansys应力有限元分析1.1 焊接变形与焊接应力焊接时,加热和冷却循环总会导致一定程度的变形,焊接变形对尺寸稳定性以及结构力学性能都有很大的影响,控制焊接变形在焊接加工中是一个关键的任务。
在钢结构焊接中,焊接工艺会使构件温度场产生不均匀变化,从而在构件中产生复杂的残余应力分布。
残余应力是一种自相平衡的力系,当构件承受荷载时,如受拉、受压等,荷载引起的应力将与截面残余应力相叠加,从而使构件某些部位提前达到屈服强度,并发生塑性变形,故会严重降低构件的刚度和稳定性以及结构疲劳强度。
对构件进行焊接,在焊件上产生局部高温的不均匀温度场,焊接中心处温度可达1600℃,高温区的钢材会发生较大程度的膨胀伸长,但受到相邻钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中,随时间和温度而不断变化,称其为焊接应力。
焊接应力较高的部位,甚至将达到钢材的屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的应力,称为焊接残余应力。
并且在冷却过程中,钢材由于不能自由收缩,而受到拉伸,于是焊件中出现了一个与焊件加热方向大致相反的内应力场。
1.2 Ansys有限元焊接分析为通过对焊接过程的三维有限元模拟分析以及焊接后构件变形及残余应力分布分析,为评估焊接对焊件的影响提供更加合理、有效、可靠的分析数据,并为焊接工艺提供一定的指导,为采用的焊接过程提供一定的分析依据,采用大型有限元计算软件Ansys作为分析工具对焊接过程与焊件的变形与残余应力进行了分析。
ANSYS有2种方式来考虑热分析与力学分析之间的耦合,即直接耦合和间接耦合。
间接耦合法的处理思路为先进行温度场的模拟,然后将求出的结点温度作为体载荷施加在结构中,计算焊接残余应力与变形。
即:(1)使用热分析的手段进行热分析,根据需要可采用瞬态分析与稳态分析模型,此处为瞬态分析。
(2)重新进入前处理中,将热分析单元转换为相应的结构分析单元,设置结构分析中材料属性,如弹性模量、泊松比、热膨胀系数等。
焊缝焊接收缩量的ANSYS仿真分析
摘要:现代焊接技术趋于完善,对焊接变形的数值已有很多经验公式计算,但是都是实测数据,环境不一样,焊接收缩就不一样。
本文运用ansys的热分析功能对焊接的收缩进行仿真。
该仿真存在的难点是热结构耦合、单元生死、材料的弹塑性、apdl参数化设计。
关键词:焊缝焊接收缩量ansys
中图分类号: p755.1文献标识码: a 文章编号:
第一步:输入材料特性,建立模型,设定焊接速度,计算热源值。
输入材料特性;
本计算模型采用q345qd钢材的材料特性,设初始温度为室温25℃,且材料密度不变化。
材料密度设为7.85×103 kg/m3,热膨胀系数为1.75×10-5,初始弹性模量为e=2.0×1011mpa,泊松比0.25,初始导热系数为18.6w/m·℃,比热容设为502j/(kg·℃),初始热焓值6.13×109,这些材料特性随温度变化而变化,如下表1、2、3所示:
表1:钢材弹模与温度的关系
表2:钢材导热系数、比热与温度的关系
表3:钢材热焓值与温度的关系
由于材料会进入塑性变形区,采用多线性随动强化和双线性随动
强化两种方式定义材料在温度变化情况下的特性。
随着温度的升高,钢材的应力-应变曲线越来越平缓,即钢材的强度变低。
建立模型;
钢板对接和t接的模型建立比较简单,鉴于需要分析的钢板板厚较多,所以采用参数化设计,方便修改模型。
定义的变量仅有板厚。
对接模型采用单边v形坡口,钝边固定为2mm,坡口角度60°。
单元类型先采用solid70进行热分析。
设定焊接速度;
按照焊接经验,焊接速度取5mm/s,即热源移动速度为5mm/s。
计算热源值;
本模型假设热源与时间成反比例,即热源hetg=a/△t,其中a与焓值、密度、温度相关。
考虑到实际施焊时,焊完一道有足够时间让母材冷却,本模型假设冷却30分钟,母材温度降至室温。
假设熔池温度达到1650℃,设h为1650℃的焓值,△t为温差,△t正在进行的这道焊热源离开某单元的时间,ρ表示钢材密度,则
hetg=h×ρ×△t/△t
该热源曲线与常用的高斯分布热源曲线较接近。
第二步:焊接开始,进入焊接循环;
运用apdl编制焊接循环命令流。
第一道焊完后删除边界条件、激活已焊好单元,约束未焊好单元、耦合母材与熔池金属节点。
删除原热源,给当前荷载步中激活的单元施加热源。
在模型外表面施
加对流边界条件。
求解,求解完后焊接第二道,重新开始循环。
比较得到所有单元在焊接过程中所经历的最高平均节点温度,更改参考温度,施加位移边界条件和温度荷载。
第三步:应力求解
在温度场求解完成后,进入应力求解阶段。
温度场分析时,在所有外表面施加对流边界条件,伴随着焊接的进行,母材缺口处逐渐被焊料填满,被焊料填满的区域已不是外表面,故边界条件是不断变化的。
考虑环境温度为25摄氏度。
对接接头分8道焊完,焊接速度为5mm/s,焊接线能量输入取34kj/cm。
采用对称施焊顺序,每一道焊缝又根据焊接速度分为若干荷载步,每个荷载步激活(通过单元生死实现)一组单元,并在该组单元施加热流率体荷载。
应力求解部分在计算机内部运用有限元法完成。
第四步:后处理
采用apdl语言编制后处理程序,一一比较两侧位置相对的两个节点之间的相对位移,并从中求得最大值。
通过变化板厚进行有限元分析,可以看出在焊接条件一样的时候,焊缝收缩量与焊缝横断面积是成正比例关系:
焊缝横截面积与横向收缩量回归曲线焊缝横截面积与纵向收缩量回归曲线
由以上回归曲线得出y形对接每米焊缝横向收缩量
y=0.0035x-0.0187
每米纵向收缩量y=0.0108x+0.5252
式中x表示焊缝横截面积:
t——板厚
d——钝边
r——余高半径(设r=2.5t)
则焊缝面积x计算式如下:
由上式可得出变形量与板厚、钝边的关系接近二次抛物线变形量。
t形焊缝收缩量:本文仅仿真t形接头双面角焊缝的焊接收缩。
焊接参数设置为:电流650a,电压30v,焊接速度34cm/min,综合起来即焊接线能量取34kj/cm。
底板采用1m×1m×40mm钢板,竖板采用0.5m×1m×16/24mm钢板。
t形双面角焊缝与对接焊缝计算的区别在于:1、t形焊缝双面角焊缝每个角焊缝均采用一道焊完。
2、t形双面角焊缝焊接时候未全熔透,即计算时竖板与底板焊后边
界未融合,而对接焊缝全部融和。
竖板为16mmt形接头各个方向的收缩位移云图如下所示:
t形接头底板横向收缩位移云图 t形接头纵向收缩位移云图
t形接头竖板收缩量
由上表看出,板厚增加情况下,若角焊缝焊高不变,焊接的收缩量变小,这一点与经验得出的结果一致。
将以上处理结果与经验公式结果作对比,再结合经验值。
三者相
差不大,说明ansys分析在焊接方面的应用基本可行。
另外由于本仿真过程未考虑辐射的影响,所以焊接收缩量相对于经验公式计算结果来说偏大。