设备元器件装配分解图
- 格式:ppt
- 大小:3.97 MB
- 文档页数:39

电气控制柜元件安装接线配线图例1 元器件安装1。
1 前提:所有元器件应按制造厂规定的安装条件进行安装。
适用条件需要的灭弧距离拆卸灭弧栅需要的空间等,对于手动开关的安装,必须保证开关的电弧对操作者不产生危险1.2 组装前首先看明图纸及技术要求1。
3 检查产品型号、元器件型号、规格、数量等与图纸是否相符1。
4 检查元器件有无损坏1.5 必须按图安装 (如果有图)1.6 元器件组装顺序应从板前视,由左至右,由上至下1.7 同一型号产品应保证组装一致性1。
8 面板、门板上的元件中心线的高度应符合规定元件名称安装高度(m)指示仪表、指示灯 0。
6—2。
0电能计量仪表 0。
6—1.8控制开关、按钮 0.6—2。
0紧急操作件 0。
8—1。
6组装产品应符合以下条件:操作方便.元器件在操作时,不应受到空间的防碍,不应有触及带电体的可能.维修容易.能够较方便地更换元器件及维修连线。
各种电气元件和装置的电气间隙、爬电距离应符合4。
4 条的规定.保证一、二次线的安装距离。
1.9 组装所用紧固件及金属零部件均应有防护层,对螺钉过孔、边缘及表面的毛刺、尖锋应打磨平整后再涂敷导电膏。
1。
10 对于螺栓的紧固应选择适当的工具,不得破坏紧固件的防护层,并注意相应的扭距.1.11 主回路上面的元器件,一般电抗器,变压器需要接地,断路器不需要接地,下图中为电抗器接地.1。
12 对于发热元件 (例如管形电阻、散热片等) 的安装应考虑其散热情况,安装距离应符合元件规定。
1。
13 所有电器元件及附件,均应固定安装在支架或底板上,不得悬吊在电器及连线上。
1。
14 接线面每个元件的附近有标牌,标注应与图纸相符。
除元件本身附有供填写的标志牌外,标志牌不得固定在元件本体上.a) 端子的标识1.15 标号应完整、清晰、牢固.标号粘贴位置应明确、醒目b) 双重的标识1。
16 安装于面板、门板上的元件、其标号应粘贴于面板及门板背面元件下方,如下方无位置时可贴于左方,但粘贴位置尽可能一致,1.17 保护接地连续性保护接地连续性利用有效接线来保证。

柜(箱)内元件整体布局规范1:目的规定低压电气控制柜(箱)内元件整体布局规范。
2:适用范围3:参考文件GB 6988.6-1993《控制系统功能表图的绘制》GB 5094-1985《电气技术中的项目代号》GB 4026-1992《电器设备接线端子和特定导线端的识别及应用字母数字系统的通则》GB 4884-1985《绝缘导线标记》4:技术要求4.1电控柜(箱)内电器元件布局的总体设计:电控柜(箱)的总体设计要使整个系统集中、紧凑,同时在空间允许条件下,把发热元件,噪声震动大的电气部件,尽量放在离其它元件较远的地方或隔离起来;对于多工位的大型设备,还应考虑两地操作的方便性;总电源开关、紧急停止控制开关应安放在方便而明显的位置。
总体配置设计得合理与否关系到电气系统的制造、装配质量,更将影响到电气控制系统性能的实现及其工作的可靠性、操作、调试、维护等工作的方便及质量。
4.1.1电器元件的划分由于各种电器元件安装位置不同,在构成一个完整的自动控制系统时,就必须划分元件,划分元件的原则是:1)把功能类似的元件组合在一起。
2)尽可能减少组件之间的连线数量,同时把接线关系密切的控制电器置于同一元件中。
3)让强弱电控制器分离,以减少干扰。
4)为力求整体美观,可把外形尺寸、重量相近的电器组合在一起。
5)为便于检查与调试,把需经常调节、维护和易损元件组合在一起。
4.1.2在划分元件的同时要解决元件之间、电气箱之间以及电气箱与被控制装置之间的连接方式,电气控制设备各部分及元件之间的接线方式一般应遵循以下原则:1)开关电器、控制板的进出线一般采用接线端子或接线鼻子连接,这可按电流大小及进出线数选用不同规格的接线端子或接线鼻子。
2)电气柜(箱)之间以及它们与被控制设备之间,采用接线端子排或工业连接器连接。
3)弱电控制组件、印制电路板组件之间应采用各种类型的标准接插件连接。
4)电气柜(箱)内的元件之间的连接,可以借用元件本身的接线端子直接连接,过渡连接线应采用端子排过渡连接,端子应采用相应规格的接线端子处理。
功放电路的分解与组合绝大多数功率放大器没有图纸资料,无形中增加r维修难度。
笔者根据自己维修实践,总结出功放电路的分解图和拼图方法。
用此方法可根据几个相邻元器件的关系判断足哪一部分的局部电路,将几个局部电路按原理组合起来,就可得到其整机电路图。
目前流行的功率放大器,除采用集成电路功放外,大都采用分立元件构成的OCT.电路,其基本电路由差动输入级、电压放大级、电流放大级(推动级)、功率输出级和保护电路组成。
在具体应用中,有结构简单的基本电路形式,也有增加了辅助电路和补偿电路的复杂电路形式。
下面就各单元电路具体加以介绍。
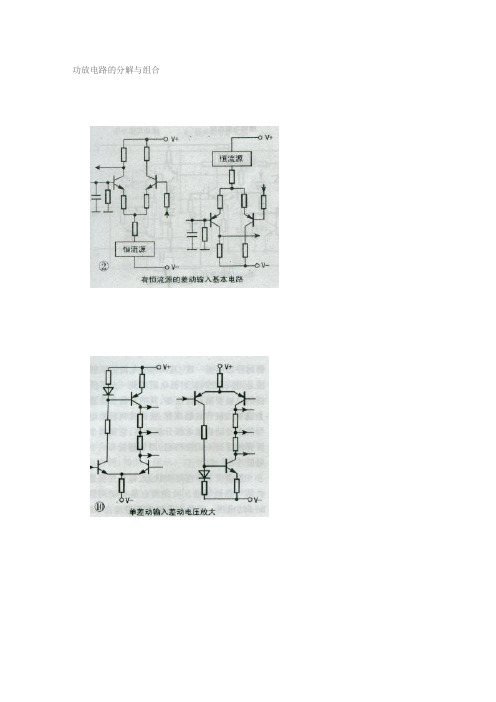
一、差动输入级图1是最基本的差动(差分)输入级电路,由两个完全对称的单管放大器组合而成,两只三极管的基极分别是正、负信号输入端。
一个输入端作为信号输入用,另一个输入端作为末端反馈用,该电路因能有效地抑制输出端的零点漂移而成为OCL电路的输人门户.其输入级有单差动和双差动之分,草差动电路简洁,双差动对称性好。
从前级送来信号的输入插座找起,通过一个电容和电阻所连接的三极管就是差动输入级,相邻的同型号管子就是差动电路的另一半。
输入端接的是一个管的基极则是单差动,如接着两个管的基极,就是双差动。
为克服电源波动对电路的影响,图2在差动放大器的发射极增加了恒流源。
有的在集电极增加了镜流源;如图3所示.以保证差动两管静态电V 差动输入流的一致性。
图4是既有恒流源又有镜流源的差动输入电路,常用于高档机中。
图5是常见的三种恒流源电路,尤其是图5b 这种利用二极管钳位的方式用得最多,两个二极管将三极管基极稳定在1.4V左右,在电源电压波动时差动级的静态电流保持不变,以提高放大器的稳定性。
图6、7镜流源中两个三极管基极相连,发射极电阻相同,流过两管的电流一样,像照镜子一样确保两只差动管的静态电流一致。
.这两部分电路的识别方法是:差动管两发射极电阻归到一点后所连接的三极管就是恒流源,其明显特点是基极上接有二极管或稳压管;镜流源两管集电极与两个差动管集电极分别相连,它的两个三极管的连接方式较特别,两个基极和一个集电极连在一起。


化工设备装配图的内容1. 引言化工设备的装配图是指根据设备的设计和工艺要求,将各个零部件按照一定的顺序、位置和方式进行组装的图纸。
化工设备装配图对于设备的装配、维修和维护都具有重要的指导意义。
本文将介绍化工设备装配图的内容,包括主要零部件组装顺序、各个零部件的连接方式、相关管道和阀门的布局等。
化工设备的装配通常需要按照一定的顺序进行,以确保设备的正常运行和安全使用。
主要零部件组装顺序通常包括以下几个步骤:2.1 基础部分的组装首先需要将设备的基础部分组装好,包括设备的底座、支架等。
这些基础部分通常需要按照设备设计要求进行焊接、螺栓连接或其他方式的组装。
在基础部分组装完成后,需要按照设备设计图纸和工艺要求,将各个功能部件进行组装。
功能部件通常包括传动装置、控制装置、加热装置等。
这些功能部件的组装需要按照一定的顺序进行,以确保装配的正确性和有效性。
2.3 设备外壳和保护结构的组装最后,需要将设备的外壳和保护结构进行组装。
外壳和保护结构通常由金属板材、玻璃纤维等材料制成,用于保护设备的内部部件,防止外部环境的侵入和损害。
3. 各个零部件的连接方式化工设备的各个零部件之间需要采用合适的连接方式,以确保设备的正常运行和安全使用。
3.1 螺栓连接螺栓连接是一种常见的零部件连接方式,特点是拆卸方便、结构牢固。
常用于连接重要的部件和结构。
焊接连接是通过熔化金属对零部件进行连接的方式。
焊接连接具有连接强度高、密封性好等优点,常用于连接金属结构和管道等部件。
3.3 弹性连接弹性连接是通过弹性材料将零部件连接在一起,在允许一定的位移和变形的情况下,保证零部件之间的连接。
常用于连接传动装置和旋转部件。
管接连接是通过管件将管道和设备连接在一起的方式。
常用于连接管道和设备之间的传输介质。
4. 相关管道和阀门布局化工设备通常涉及到众多的管道和阀门,其合理的布局和连接对于设备的正常运行至关重要。
4.1 管道布局根据工艺流程和设备的要求,需要设计合理的管道布局。
电子线路组装与焊接技术在制作电子装置时,焊接工艺是很重要的。
电子线路的组装与焊接质量是使电子设备达到预期性能指标的基础。
焊接质量的好坏,直接影响到电子装置的工作性能。
焊接不良或不良的焊接方法会使电路不通或元器件损坏,不仅会给调试带来很大困难,而且会严峻影响电子装置工作的牢靠性。
在安装试验电路板时,应留意以下几点:1.安装前的预备(1)装配前应通过仪器仔细检查各元器件的标称值与性能参数是否符合电路要求,确认无误后再进行装配,切勿急于求成。
(2)装配时应妥当支配元器件的位置,合理布局。
既要使布局紧凑,引线短捷,又要尽量避开引线间相互交叉以免造成短路故障。
一般来说,应先按原理电路图画出实物安装图,然后才能进行安装焊接。
(3)元器件本身的引线长度要适当,不要齐根弯曲,以免折断。
对于印有标称字样的元器件,应考虑将数字朝外,以便于识别与检查。
2.焊接与安装要理解和把握焊接要令,确保焊接质量,杜绝虚焊、假焊、漏焊。
(1)选择合适的焊锡,焊剂和烙铁。
在电子线路的焊接中,常采纳管状商用焊锡丝,并使用中性助焊剂(如松香等),一般选用20W~45W电烙铁。
(2)焊接前应对元件的引线仔细地进行清洁处理(一般用刀刮清),并预先上锡,这是防止假焊的有效措施。
由于金属表面的氧化物对锡的吸附力很小,假如不是预先进行清洁和上锡处理,往往会消失焊锡虽然包住接点,而实际上并未焊牢的所谓“假焊”。
假焊点将带来严峻的隐患,因此必需在一开头就引起足够的重视。
(3)焊接时应使烙铁头与焊接物之间的接触面尽可能大,并严格掌握焊接时间。
烙铁温度过低或焊接时间过短,不但易造成假焊,而且焊点不光亮。
烙铁温度过高或焊接时间太长又会引起焊锡流脓,甚至烫坏元器件、导线和印刷电路板。
因此,初学者应留意把握好烙铁温度和焊按时间。
一般应使焊剂完全挥发,让焊锡匀称地集中到焊点四周时即可提起烙铁。
冷却时要留意防止焊件松动。
(4)焊点上锡量要适中,焊点应光亮、圆滑,大小合适,四周清洁。