第4章 塑料模具钢及其热处理
- 格式:ppt
- 大小:359.00 KB
- 文档页数:78

塑料模具材料及热处理用于塑料注射成型的模具称为塑料模具或塑料注射模具。
塑料模具由钢板和其他模具组件的组合制成,耦合形成一个整体模具,然后将其可靠地组装并安装在注塑机中,然后将热塑性树脂施加到所需的形状以实现预期目的。
大多数塑料制品由塑料模具模制而成,根据塑胶成型特性,塑胶模具分为热固性模具和热塑性塑料模具。
就其本质而言,注塑模具在进行成型过程时必须同时满足多种需求。
为了形成具有模腔形状的塑料部件,模具必须在模腔内包含聚合物熔体。
热量从热聚合物熔体传递到较冷的模具钢中,以使注塑成型产品尽可能均匀和廉价。
最后,模具可对零件进行相当可重复的顶出,从而使后续成型更加高效。
模具钢的选择对于塑料应用的成功至关重要,就像树脂的选择对其生产的塑料部件的性能要求一样。
正如树脂的配方是满足塑料应用中的性能要求一样,钢也经过合金化以满足特定的性能要求。
一些应用可能需要具有高硬度和耐磨性的模具钢,以提高分型线的耐用性,而其他应用则需要具有更高韧性的模具钢,以抵抗机械疲劳。
一般来说,具有较高硬度和耐磨性的注塑模具材料往往是那些更脆的材料,并且在几乎所有情况下,具有更高韧性的钢将降低对钢对钢磨损(粘合剂磨损)的抵抗力以及对含有玻璃纤维或矿物填料的树脂的耐磨性。
例如,模具制造商可能会为可能对大多数其他钢材具有腐蚀性的树脂选择不锈钢。
使用硬度较高的钢(洛氏硬度55或更高),以及钢对钢关闭产生取芯的地方,分型线的完整性通常会更大。
一个或两个钢面的硬度范围应为罗克韦尔55至罗克韦尔58。
为了防止玻璃或矿物填充树脂的磨损,建议考虑将A-2,D-2或M-2钢的浇口嵌件与耐磨钢一起插入浇口对面的模芯中。
P-20钢虽然没有用于塑料塑料注塑模具的"通用"钢,但P-20钢一直被视为该行业的主力军。
在Rc30-32的预硬化状态下提供,它非常坚韧,但相当容易加工。
在型腔尺寸超过12x12x12英寸(303.6×303.6×303.6mm)的应用中,它是一种很好的钢,因为这种尺寸的热处理块的成本和相关风险可能令人望而却步。
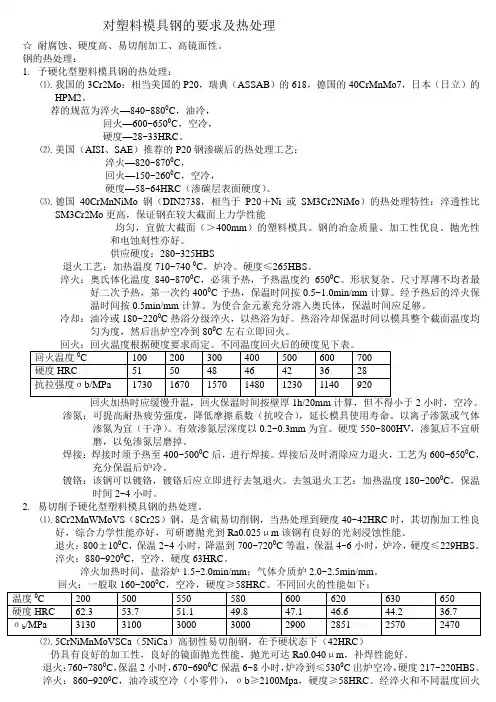
对塑料模具钢的要求及热处理☆耐腐蚀、硬度高、易切削加工、高镜面性。
钢的热处理:1.予硬化型塑料模具钢的热处理:⑴.我国的3Cr2Mo:相当美国的P20,瑞典(ASSAB)的618,德国的40CrMnMo7,日本(日立)的HPM2。
荐的规范为淬火—840~8800C,油冷,回火—600~6500C,空冷,硬度—28~33HRC。
⑵.美国(AISI、SAE)推荐的P20钢渗碳后的热处理工艺:淬火—820~8700C,回火—150~2600C,空冷,硬度—58~64HRC(渗碳层表面硬度)。
⑶.德国40CrMnNiMo钢(DIN2738,相当于P20+Ni或SM3Cr2NiMo)的热处理特性:淬透性比SM3Cr2Mo更高,保证钢在较大截面上力学性能均匀,宜做大截面(>400mm)的塑料模具。
钢的冶金质量、加工性优良。
抛光性和电蚀刻性亦好。
供应硬度:280~325HBS退火工艺:加热温度710~740 0C,炉冷。
硬度≤265HBS。
淬火:奥氏体化温度840~8700C,必须予热,予热温度约6500C。
形状复杂、尺寸厚薄不均者最好二次予热,第一次约4000C予热,保温时间按0.5~1.0min/mm计算。
经予热后的淬火保温时间按0.5min/mm计算。
为使合金元素充分溶入奥氏体,保温时间应足够。
冷却:油冷或180~2200C热浴分级淬火,以热浴为好。
热浴冷却保温时间以模具整个截面温度均匀为度,然后出炉空冷到800C左右立即回火。
2小时,空冷。
渗氮:可提高耐热疲劳强度,降低摩擦系数(抗咬合),延长模具使用寿命。
以离子渗氮或气体渗氮为宜(干净)。
有效渗氮层深度以0.2~0.3mm为宜。
硬度550~800HV,渗氮后不宜研磨,以免渗氮层磨掉。
焊接:焊接时须予热至400~5000C后,进行焊接。
焊接后及时消除应力退火,工艺为600~6500C,充分保温后炉冷。
镀铬:该钢可以镀铬,镀铬后应立即进行去氢退火。
去氢退火工艺:加热温度180~2000C,保温时间2~4小时。
塑料模具零件的热处理工艺选用不同品种钢材作塑料模具,其化学成分和力学性能各不相同,因此制造工艺路线不同;同样,不同类型塑料模具钢采用的热处理工艺也是不同的。
本节主要介绍塑料模具的制造工艺路线和热处理工艺的特点。
一、塑料模具的制造工艺路线1.低碳钢及低碳合金钢制模具例如,20,20Cr,20CrMnTi等钢的工艺路线为:下料→锻造模坯→退火→机械粗加工→冷挤压成形→再结晶退火→机械精加工→渗碳→淬火、回火→研磨抛光→装配。
2.高合金渗碳钢制模具例如12CrNi3A,12CrNi4A钢的工艺路线为:下料→锻造模坯→正火并高温回火→机械粗加工→高温回火→精加工→渗碳→淬火、回火→研磨抛光→装配。
3.调质钢制模具例如,45,40Cr等钢的工艺路线为:下料→锻造模坯→退火→机械粗加工→调质→机械精加工→修整、抛光→装配。
4.碳素工具钢及合金工具钢制模具例如T7A~T10A,CrWMn,9SiCr等钢的工艺路线为:下料→锻成模坯→球化退火→机械粗加工→去应力退火→机械半精加工→机械精加工→淬火、回火→研磨抛光→装配。
5.预硬钢制模具例如5NiSiCa,3Cr2Mo(P20)等钢。
对于直接使用棒料加工的,因供货状态已进行了预硬化处理,可直接加工成形后抛光、装配。
对于要改锻成坯料后再加工成形的,其工艺路线为:下料→改锻→球化退火→刨或铣六面→预硬处理(34~42HRC)→机械粗加工→去应力退火→机械精加工→抛光→装配。
二、塑料模具的热处理特点(一)渗碳钢塑料模的热处理特点1.对于有高硬度、高耐磨性和高韧性要求的塑料模具,要选用渗碳钢来制造,并把渗碳、淬火和低温回火作为最终热处理。
2.对渗碳层的要求,一般渗碳层的厚度为0.8~1.5mm,当压制含硬质填料的塑料时模具渗碳层厚度要求为1.3~1.5mm,压制软性塑料时渗碳层厚度为0.8~1.2mm。
渗碳层的含碳量为0.7%~1.0%为佳。
若采用碳、氮共渗,则耐磨性、耐腐蚀性、抗氧化、防粘性就更好。

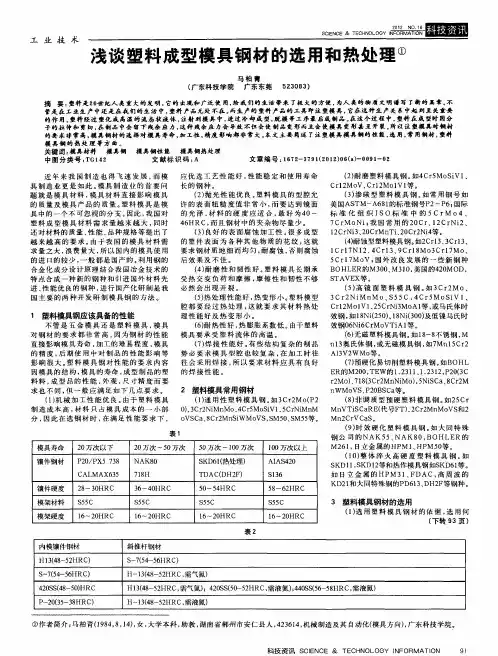
浅谈塑料成型模具钢材的选用和热处理摘要:塑料是20世纪人类重大的发明,它的出现和广泛使用,给我们的生活带来了极大的方便,为人类的物质文明谱写了新的篇章。
不管是在工业生产中还是在我们的生活中,塑料产品无处不在。
而生产的塑料产品的工具即注塑模具,它在这种生产关系中起到至关重要的作用。
塑料经过塑化成高温的流态状液体,注射到模具中,进过冷却成型,脱模等工序最后成制品。
在这个过程中,塑料在成型时因分子的拉伸和剪切,在制品中会留下残余应力,这种残余应力会导致不但会使制品变形而且会使模具变形甚至开裂。
所以注塑模具对钢材的要求非常高,模具钢材的选择对模具寿命,加工性,精度影响都非常大。
本文主要简述了注塑模具模具钢的性能,选用,常用钢材,塑料模具钢的热处理等方面。
关键词:模具材料模具钢模具钢性能模具钢热处理近年来我国制造也得飞速发展,而模具制造业更是如此。
模具制造业的首要问题就是模具材料,模具材料直接影响模具的质量及模具产品的质量。
塑料模具是模具中的一个不可忽视的分支。
因此,我国对塑料成型模具材料需求量越来越大,同时还对材料的质量、性能、品种规格等提出了越来越高的要求。
由于我国的模具材料需求量之大,浪费量大,所以国内的模具使用的进口的较少,一般都是国产的。
利用钢的合金化成分设计原理结合我国冶金技术的特点合成一种新的钢种和引进国外材料先进、性能优良的钢种,进行国产化研制是我国主要的两种开发研制模具钢的方法。
1塑料模具钢应该具备的性能不管是五金模具还是塑料模具,模具对钢材的要求都非常高,因为钢材的性能直接影响模具寿命,加工的难易程度,模具的精度,后期使用中对制品的性能影响等影响很大。
塑料模具钢对性能的要求内容因模具的结构,,模具的寿命,成型制品的塑料料,成型品的性能,外观,尺寸精度而要求也不同,但一般应满足如下要求:1)机械加工性能优良。
由于塑料模具制造成本高,材料只占模具成本的一小部分,因此在选钢材时,在满足性能要求下,应优选工艺性能好,性能稳定和使用寿命长的钢种。
预硬型塑料模具钢热处理预硬型塑料模具钢的制造工艺线:对于直接使用购进的模块加工的模具,因钢材在供货状态已经进行了预硬化处理,模具可在加工成型后直接抛光、装配;或者在加工成型后,增加一道去应力退火,在进行抛光、装配。
对于要该锻成坯料后再加工成型的,其工艺路线为下料→改锻→球化退火→刨铣加工→预硬化处理(32—42HRC)→机械粗加工→去应力退火→机械精加工→抛光→装配。
预硬处理通常是采用淬火后高温回火(调质处理),固淬透性是预硬钢的一个重要工艺指标,淬透性的高低将直接影响模具的最终力学性能,在制定淬火工艺时必须了解。
在确定淬火温度时,可参考各种钢的临界点,某些预硬钢的临界点列于表1-1中。
预硬钢的高温回火(大于450℃)后的硬度,在毛坯大小一定的条件下,取决于钢的回火稳定性,这与钢的合金元素有关,可通过不同温度下的回火试验,测定钢的硬度与回火温度关系曲线作为参考。
高温回火后的冷却速度也要注意,对于某些预硬钢来讲,当其自高温回火温度缓慢冷却时,往往会产生回火脆化。
会产生回火脆化的钢,不仅室温下的冲击韧性较正常的钢低,而且使钢的脆性转变温度大为提高。
预硬钢在回火后,自高温回火温度快冷(油冷)可减小或消除脆性,但对于大的模块难以做到。
已经知道,钢加入一定的Mo或者W可有效抑制回火脆性,故对于大模块的预硬钢选材是一定要注意。
SM3Cr2Mo是我国最早列标的预硬模钢,相当于P20,预期相似的有德国40CrMnMo7、日本HPM2、瑞典618。
SM3Cr2Mo热处理工艺为850℃—880℃油淬,600℃—650℃回火(空冷),硬度28—33HRC。
美国P20钢推荐工艺为820℃—870℃油淬,150℃—260℃回火,硬度48—50HRC。
德国DIN40CRMnMo7与P20(3Cr2Mo)的化学成分很接近,只是Mn和Cr的含量有所提高,而Mo的含量有所降低。
该钢的淬火温度与P20也相近,为860℃—870℃。