模具钢材料的热处理,这张表格全解决
- 格式:xlsx
- 大小:15.24 KB
- 文档页数:6
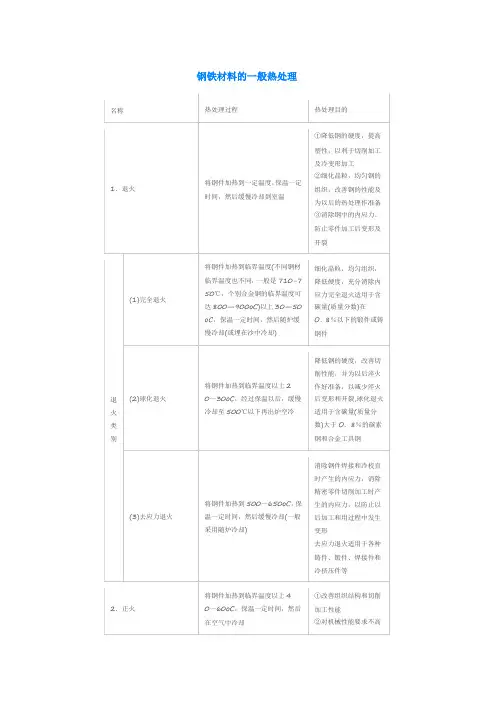
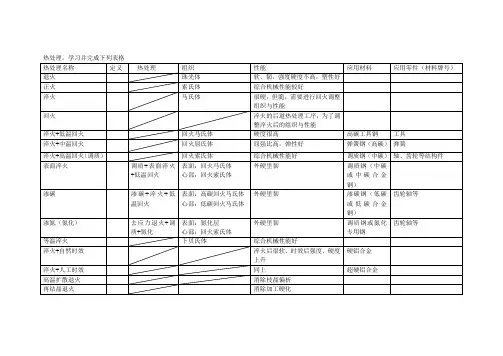
钢铁材料的一般热处理名称热处理过程热处理目的1.退火将钢件加热到一定温度,保温一定时间,然后缓慢冷却到室温①降低钢的硬度,提高塑性,以利于切削加工及冷变形加工②细化晶粒,均匀钢的组织,改善钢的性能及为以后的热处理作准备③消除钢中的内应力。
防止零件加工后变形及开裂退火类别(1)完全退火将钢件加热到临界温度(不同钢材临界温度也不同,一般是710-750℃,个别合金钢的临界温度可达800—900oC)以上30—50oC,保温一定时间,然后随炉缓慢冷却(或埋在沙中冷却)细化晶粒,均匀组织,降低硬度,充分消除内应力完全退火适用于含碳量(质量分数)在O.8%以下的锻件或铸钢件(2)球化退火将钢件加热到临界温度以上20~30oC,经过保温以后,缓慢冷却至500℃以下再出炉空冷降低钢的硬度,改善切削性能,并为以后淬火作好准备,以减少淬火后变形和开裂,球化退火适用于含碳量(质量分数)大于O.8%的碳素钢和合金工具钢(3)去应力退火将钢件加热到500~650oC,保温一定时间,然后缓慢冷却(一般采用随炉冷却)消除钢件焊接和冷校直时产生的内应力,消除精密零件切削加工时产生的内应力,以防止以后加工和用过程中发生变形去应力退火适用于各种铸件、锻件、焊接件和冷挤压件等2.正火将钢件加热到临界温度以上40~60oC,保温一定时间,然后在空气中冷却①改善组织结构和切削加工性能②对机械性能要求不高的零件,常用正火作为最终热处理③消除内应力3.淬火将钢件加热到淬火温度,保温一段时间,然后在水、盐水或油(个别材料在空气中)中急速冷却①使钢件获得较高的硬度和耐磨性②使钢件在回火以后得到某种特殊性能,如较高的强度、弹性和韧性等淬火类别(1)单液淬火将钢件加热到淬火温度,经过保温以后,在一种淬火剂中冷却单液淬火只适用于形状比较简单,技术要求不太高的碳素钢及合金钢件。
淬火时,对于直径或厚度大于5~8mm的碳素钢件,选用盐水或水冷却;合金钢件选用油冷却(2)双液淬火将钢件加热到淬火温度,经过保温以后,先在水中快速冷却至300—400oC,然后移人油中冷却(3)火焰表面淬火用乙炔和氧气混合燃烧的火焰喷射到零件表面,使零件迅速加热到淬火温度,然后立即用水向零件表面喷射,火焰表面淬火适用于单件或小批生产、表面要求硬而耐磨,并能承受冲击载荷的大型中碳钢和中碳合金钢件,如曲轴、齿轮和导轨等(4)表面感应淬火将钢件放在感应器中,感应器在一定频率的交流电的作用下产生磁场,钢件在磁场作用下产生感应电流,使钢件表面迅速加热(2一lOmin)到淬火温度,这时立即将水喷射到钢件表面。
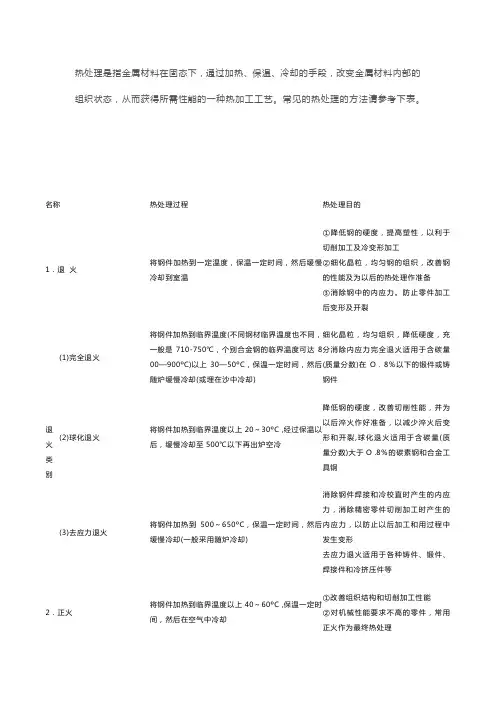
热处理是指金属材料在固态下,通过加热、保温、冷却的手段,改变金属材料内部的组织状态,从而获得所需性能的一种热加工工艺。
常见的热处理的方法请参考下表。
名称热处理过程热处理目的1.退火将钢件加热到一定温度,保温一定时间,然后缓慢冷却到室温①降低钢的硬度,提高塑性,以利于切削加工及冷变形加工②细化晶粒,均匀钢的组织,改善钢的性能及为以后的热处理作准备③消除钢中的内应力。
防止零件加工后变形及开裂退火类别(1)完全退火将钢件加热到临界温度(不同钢材临界温度也不同,一般是710-750℃,个别合金钢的临界温度可达800—900ºC)以上30—50ºC,保温一定时间,然后随炉缓慢冷却(或埋在沙中冷却)细化晶粒,均匀组织,降低硬度,充分消除内应力完全退火适用于含碳量(质量分数)在O.8%以下的锻件或铸钢件(2)球化退火将钢件加热到临界温度以上20~30ºC,经过保温以后,缓慢冷却至500℃以下再出炉空冷降低钢的硬度,改善切削性能,并为以后淬火作好准备,以减少淬火后变形和开裂,球化退火适用于含碳量(质量分数)大于O.8%的碳素钢和合金工具钢(3)去应力退火将钢件加热到500~650ºC,保温一定时间,然后缓慢冷却(一般采用随炉冷却)消除钢件焊接和冷校直时产生的内应力,消除精密零件切削加工时产生的内应力,以防止以后加工和用过程中发生变形去应力退火适用于各种铸件、锻件、焊接件和冷挤压件等2.正火将钢件加热到临界温度以上40~60ºC,保温一定时间,然后在空气中冷却①改善组织结构和切削加工性能②对机械性能要求不高的零件,常用正火作为最终热处理③消除内应力3.淬火将钢件加热到淬火温度,保温一段时间,然后在水、盐水或油(个别材料在空气中)中急速冷却①使钢件获得较高的硬度和耐磨性②使钢件在回火以后得到某种特殊性能,如较高的强度、弹性和韧性等淬火类别(1)单液淬火将钢件加热到淬火温度,经过保温以后,在一种淬火剂中冷却单液淬火只适用于形状比较简单,技术要求不太高的碳素钢及合金钢件。
1.2365模具钢是一种热工具钢,通常用于模具制造和热作业应用。
对于这种类型的钢材,热处理是非常重要的,以获得所需的硬度、耐磨性和机械性能。
以下是一般情况下对1.2365模具钢的热处理步骤:
1. **回火(Tempering):**
- 先将1.2365钢材加热到适当的淬火温度,通常在850°C - 900°C之间。
- 保持在这个温度下,时间根据需要的硬度来确定。
更长的时间会降低硬度。
- 冷却至室温。
2. **淬火(Quenching):**
- 将加热后的钢材迅速浸入冷却剂中,通常使用油或水。
这将导致钢材迅速冷却,使其达到高硬度状态。
- 冷却速度的选择会影响硬度和脆性,需要根据具体要求来确定。
3. **再次回火:**
- 为了减少淬火后的脆性,通常需要进行再次回火。
- 再次将钢材加热到较低的温度,通常在150°C - 250°C之间。
- 保持在这个温度下,时间根据要求来确定,以达到所需的硬度和耐磨性。
4. **最后冷却:**
- 冷却至室温。
需要注意的是,热处理参数可能会根据具体的工件尺寸、设计要求和制造商建议而有所不同。
因此,在对1.2365模具钢进行热处理之前,最好参考制造商提供的具体热处理指南和建议,以确保获得所需的性能和质量。
此外,操作热处理设备时务必遵循安全操作规程,确保工作环境安全,以防止意外事故。

第二节模具表面处理工艺概述模具是现代工业之母。
随着社会经济的发展,特别是汽车、家电工业、航空航天、食品医疗等产业的迅猛发展,对模具工业提出了更高的要求。
如何提高模具的质量、使用寿命和降低生产成本,成为各模具厂及注塑厂当前迫切需要解决的问题。
模具在工作中除了要求基体具有足够高的强度和韧性的合理配合外,其表面性能对模具的工作性能和使用寿命至关重要。
这些表面性能指:耐磨损性能、耐腐蚀性能、摩擦系数、疲劳性能等。
这些性能的改善,单纯依赖基体材料的改进和提高是非常有限的,也是不经济的,而通过表面处理技术,往往可以收到事半功倍的效果;模具的表面处理技术,是通过表面涂覆、表面改性或复合处理技术,改变模具表面的形态、化学成分、组织结构和应力状态,以获得所需表面性能的系统工程。
从表面处理的方式上,又可分为:化学方法、物理方法、物理化学方法和机械方法。
在模具制造中应用较多的主要是渗氮、渗碳和硬化膜沉积。
◆提高模具的表面的硬度、耐磨性、摩擦性、脱模性、隔热性、耐腐蚀性;◆提高表面的高温抗氧化性;◆提高型腔表面抗擦伤能力、脱模能力、抗咬合等特殊性能;减少冷却液的使用;◆提高模具质量,数倍、几十倍地提高模具使用寿命。
减少停机时间;◆大幅度降低生产成本与采购成本,提高生产效率和充分发挥模具材料的潜能。
◆减少润滑剂的使用;◆涂层磨损后,还退掉涂层后,再抛光模具表面,可重新涂层。
在模具上使用的表面技术方法多达几十种,从表面处理的方式上,主要可以归纳为物理表面处理法、化学表面处理法和表面覆层处理法。
模具表面强化处理工艺主要有气体氮化法、离子氮化法、点火花表面强化法、渗硼、TD法、CVD化学气相淀积、PVD物理气相沉积、PACVD离子加强化学气相沉积、CVA铝化化学气相沉积、激光表面强化法、离子注入法、等离子喷涂法等等。
下面综述模具表面处理中常用的表面处理技术:一、物理表面处理法:表面淬火是表面热处理中最常用方法,是强化材料表面的重要手段,分高频加热表面淬火、火焰加热表面淬火、激光表面淬火。
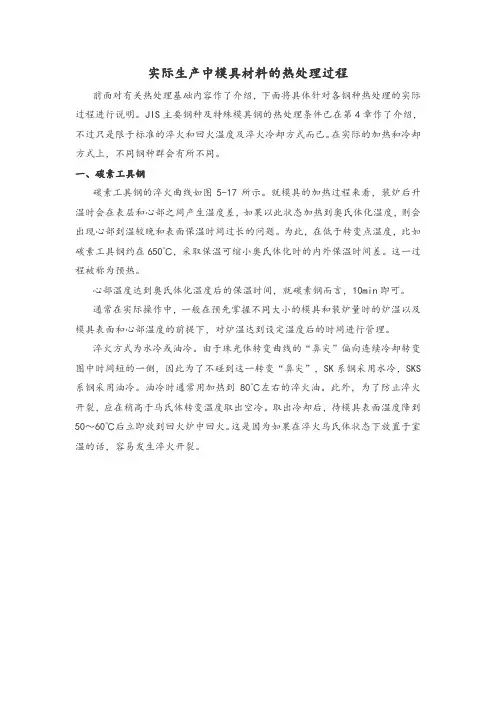
实际生产中模具材料的热处理过程前面对有关热处理基础内容作了介绍,下面将具体针对各钢种热处理的实际过程进行说明。
JIS主要钢种及特殊模具钢的热处理条件已在第4章作了介绍,不过只是限于标准的淬火和回火温度及淬火冷却方式而已。
在实际的加热和冷却方式上,不同钢种群会有所不同。
一、碳素工具钢碳素工具钢的淬火曲线如图5-17所示。
就模具的加热过程来看,装炉后升温时会在表层和心部之间产生温度差,如果以此状态加热到奥氏体化温度,则会出现心部到温较晚和表面保温时间过长的问题。
为此,在低于转变点温度,比如碳素工具钢约在650℃,采取保温可缩小奥氏体化时的内外保温时间差。
这一过程被称为预热。
心部温度达到奥氏体化温度后的保温时间,就碳素钢而言,10min即可。
通常在实际操作中,一般在预先掌握不同大小的模具和装炉量时的炉温以及模具表面和心部温度的前提下,对炉温达到设定温度后的时间进行管理。
淬火方式为水冷或油冷。
由于珠光体转变曲线的“鼻尖”偏向连续冷却转变图中时间短的一侧,因此为了不碰到这一转变“鼻尖”,SK系钢采用水冷,SKS 系钢采用油冷。
油冷时通常用加热到80℃左右的淬火油。
此外,为了防止淬火开裂,应在稍高于马氏体转变温度取出空冷。
取出冷却后,待模具表面温度降到50~60℃后立即放到回火炉中回火。
这是因为如果在淬火马氏体状态下放置于室温的话,容易发生淬火开裂。
图5-17 碳素工具钢的淬火曲线碳素工具钢的回火曲线如图5-18所示。
回火温度是150~200℃,通常在180℃进行两次。
模具心部温度达到炉温后,保温1h即可。
回火时也同样需要预先掌握不同尺寸模具和装炉量的内部升温滞后程度,要在计入此部分的前提下来管理回火加热后的保温时间。
图5-18 碳素工具钢的回火曲线二、低合金工具钢图5-19所示为JISSKS系等低合金工具钢的淬火曲线,基本上与碳素工具钢相同。
预热通常在650℃进行,内外温差消失后保温5min即可。
随后注意要尽量快速加热到各钢种相应的淬火温度(奥氏体化温度)来极力减少氧化和脱碳。
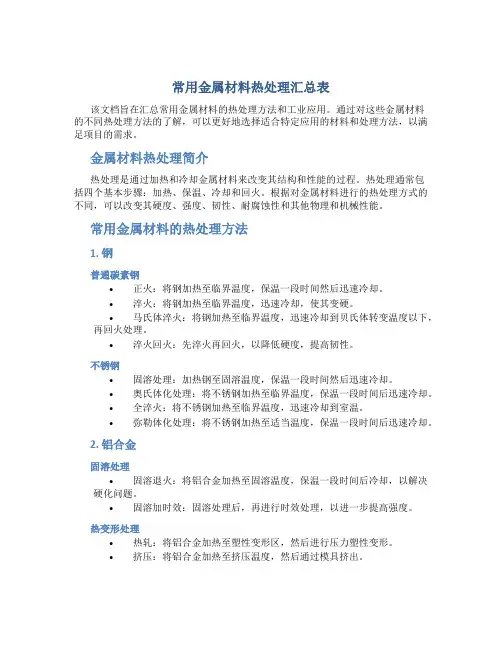
常用金属材料热处理汇总表该文档旨在汇总常用金属材料的热处理方法和工业应用。
通过对这些金属材料的不同热处理方法的了解,可以更好地选择适合特定应用的材料和处理方法,以满足项目的需求。
金属材料热处理简介热处理是通过加热和冷却金属材料来改变其结构和性能的过程。
热处理通常包括四个基本步骤:加热、保温、冷却和回火。
根据对金属材料进行的热处理方式的不同,可以改变其硬度、强度、韧性、耐腐蚀性和其他物理和机械性能。
常用金属材料的热处理方法1. 钢普通碳素钢•正火:将钢加热至临界温度,保温一段时间然后迅速冷却。
•淬火:将钢加热至临界温度,迅速冷却,使其变硬。
•马氏体淬火:将钢加热至临界温度,迅速冷却到贝氏体转变温度以下,再回火处理。
•淬火回火:先淬火再回火,以降低硬度,提高韧性。
不锈钢•固溶处理:加热钢至固溶温度,保温一段时间然后迅速冷却。
•奥氏体化处理:将不锈钢加热至临界温度,保温一段时间后迅速冷却。
•全淬火:将不锈钢加热至临界温度,迅速冷却到室温。
•弥勒体化处理:将不锈钢加热至适当温度,保温一段时间后迅速冷却。
2. 铝合金固溶处理•固溶退火:将铝合金加热至固溶温度,保温一段时间后冷却,以解决硬化问题。
•固溶加时效:固溶处理后,再进行时效处理,以进一步提高强度。
热变形处理•热轧:将铝合金加热至塑性变形区,然后进行压力塑性变形。
•挤压:将铝合金加热至挤压温度,然后通过模具挤出。
3. 铜和铜合金固溶处理•固溶退火:将铜合金加热至固溶温度,然后迅速冷却,以解决冷变脆问题。
冷变形处理•冷轧:将铜合金加热至退火温度以下后进行塑性变形。
热变形处理•热轧:将铜合金加热至塑性变形区,然后进行压力塑性变形。
4. 镍合金固溶处理•固溶退火:将镍合金加热至固溶温度,保温一段时间后冷却,以解决冷变脆问题。
冷变形处理•冷轧:将镍合金加热至退火温度以下后进行塑性变形。
热变形处理•热轧:将镍合金加热至塑性变形区,然后进行压力塑性变形。
金属材料热处理的工业应用1. 汽车制造业在汽车制造业中,常用的金属材料如钢、铝合金和铜合金等都可通过热处理来提高强度和耐腐蚀性。
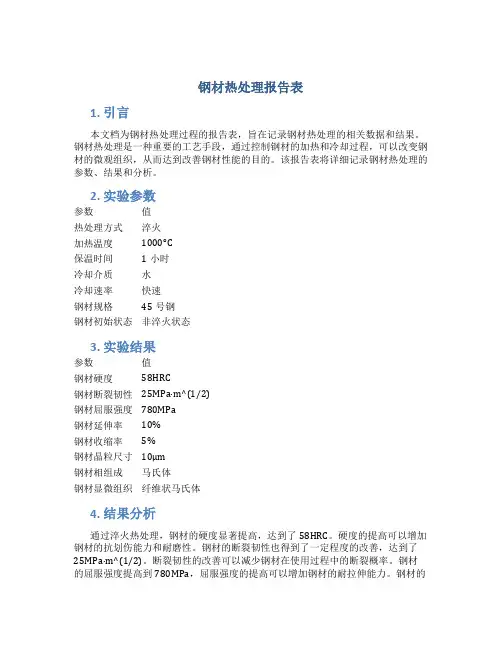
钢材热处理报告表1. 引言本文档为钢材热处理过程的报告表,旨在记录钢材热处理的相关数据和结果。
钢材热处理是一种重要的工艺手段,通过控制钢材的加热和冷却过程,可以改变钢材的微观组织,从而达到改善钢材性能的目的。
该报告表将详细记录钢材热处理的参数、结果和分析。
2. 实验参数参数值热处理方式淬火加热温度1000°C保温时间1小时冷却介质水冷却速率快速钢材规格45号钢钢材初始状态非淬火状态3. 实验结果参数值钢材硬度58HRC钢材断裂韧性25MPa·m^(1/2)钢材屈服强度780MPa钢材延伸率10%钢材收缩率5%钢材晶粒尺寸10μm钢材相组成马氏体钢材显微组织纤维状马氏体4. 结果分析通过淬火热处理,钢材的硬度显著提高,达到了58HRC。
硬度的提高可以增加钢材的抗划伤能力和耐磨性。
钢材的断裂韧性也得到了一定程度的改善,达到了25MPa·m^(1/2)。
断裂韧性的改善可以减少钢材在使用过程中的断裂概率。
钢材的屈服强度提高到780MPa,屈服强度的提高可以增加钢材的耐拉伸能力。
钢材的延伸率为10%,延伸率的提高可以增加钢材的可塑性。
钢材的收缩率为5%,收缩率的提高可以减少钢材的变形。
钢材的晶粒尺寸减小到10μm,晶粒尺寸的减小可以增加钢材的强度和硬度。
钢材的相组成主要为马氏体,马氏体的形成可以增加钢材的硬度和强度。
钢材的显微组织为纤维状马氏体,纤维状马氏体的结构可以增加钢材的韧性。
5. 结论通过本次淬火热处理实验,钢材的硬度、断裂韧性、屈服强度、延伸率和收缩率等性能得到了一定程度的改善,晶粒尺寸减小,相组成发生变化,显微组织变得更为均匀。
通过对实验结果的分析,可以得出淬火热处理可以显著改善钢材的性能,提高其硬度、强度和韧性。
在实际生产中,我们可以根据需要调整热处理的参数,以达到更好的效果。
6. 参考文献无注:所有表格数据仅为示例,具体数值应根据实际实验结果填写。
常用工程材料名称牌号主要应用普通碳素结构钢Q235 Q275 螺钉(帽),普通轧制钢板,钢管优质碳素结构钢20 ,45,60,(T8) 钢板,型材,轴,齿轮,弹簧优质碳素工具钢T8, T10, T12 冲头,锤子,锉刀,卡尺,丝锥灰口铸铁HT150 HT200 机床床身,底座,泵体,阀壳球墨铸铁QT400-17 QT500-2 汽车拖拉机零件,主轴,阀体可锻铸铁KT200-6 KT450-5 水管,弯头,曲轴,连杆,阀门合金结构钢(渗碳)20Cr 20CrMnTi 18Cr2Ni4WA 渗碳齿轮,轴类(调质)40Cr 机床主轴,连杆38CrMoAl 氮化钢30CrMnSiA 30CrMnSiNi2A 飞机主要结构件起落架,机翼梁(弹簧)65Mn 50CrV A 60Si2Mn 弹簧,弹性元件(轴承)GCr9 GCr15 滚动轴承合金工具钢(低速)9SiCr 丝锥,板牙(模具)Cr12,Cr12MoV,冷冲模3Cr3Mo3V, 5CrNiMo 热锻模(高速)W18Cr4V 车刀,铣刀,拉刀不锈钢(马氏体)1Cr13 ,3Cr13 1Cr17 叶片,螺栓,轴承,管道设备(奥氏体)1Cr18Ni9Ti 燃烧室外套,尾噴管高温合金(铁基)GH140 排气管,隔热板,燃烧室外壳(镍基)GH39 GH 37 火焰筒,燃烧室,涡轮叶片(盘)铝合金(铸造)ZL102,ZL201,ZL301,ZL401,ZL501 各种铝合金铸件(变形)LF5,LY12,LC4,LD5 油箱,骨架,飞机大梁,模锻件,起落架钛合金TA4,TB1,TC4 涡轮机匣,压气机叶片,发动机零件普通塑料PE,(低压和高压),PVC, PP, PS, ABS, PMMA特种塑料PTFE (聚四氟乙烯), 绝缘材料,不粘锅涂料。

常用模具钢热处理工艺推荐一、热作钢1.2344热处理工艺:常用热作模具钢有:EX1、EX2、1.2343、1.2344、1.2367。
下面我们重点讲解1.2344热处理工艺。
1)1.2344材料经模具机加工后淬火前安排去应力处理:特别是对于大件内模料必须经过此工序。
每分钟升温3.5℃。
如右图2)1.2344钢真空高压气体淬火工艺:如下图所示表1:淬火温度:牌号 T Aust1 ℃T Aust2 ℃ EX1 1000 1010-1015 EX2 1000 1010-1015 1.2343 990 1010 1.2344 1010 1030 1.236710101030(TA 表示炉膛温度,TC 表示工件心部温度;TS 表示工件表面16mm 深处测得的温度) 2.1)预热:按照模具复杂程度和厚度情况,可选择进行2~3次预热,预热保温时间以模具心部到温或接近炉膛温度为准。
第1阶段预热:升温速度选择3.5℃/分;升温至Ta=650℃进行保温,当Ta-Tc ≤30℃时,可进入下一阶段;第2阶段预热:升温速度选择2.5℃/分;升温至Ta=850℃进行保温,当Ta-Tc ≤10℃时,可进入下一阶段; 2.2)加热阶段:升温速度可选择10-15℃/分; 升温至Ta= T Aust1进行保温,当Ta-Tc=10℃时,开始计算保温时间;T Aust1温度下保温时间的80%后,升温至T Aust2,保温剩余的20%时间。
(温度T Aust1,T Aust2见上表,为了避免发生晶粒粗大的危险,热处理温度最大不能超过上表中的T Aust2)。
保温时间国内一般采用工件有效厚度每2mm 保温1分钟计算。
但由于装炉量及炉子状况不预热1预热2同,因此,在加热阶段和冷却阶段采用K 型热电偶插入工件心部和表面下16MM 深处,直接检测工件真实温度,并据此来确定保温时间是较为客观可靠的。
2.3)淬火冷却阶段:淬火冷却气体N 2压力选择,可根据模具厚度和复杂程度选择,一般应≥9bar(即TS 的冷却速度最好应该≥50℃/分,Tc 应该≥28℃/分),冷却到TS=500℃时,可以适当的降低压力。
第35卷 第6期2010年6月H E AT TRE ATMENT OF METALSV ol 35N o 6J une 2010Cr12M o V 模具钢强韧化热处理李元洪,刘 丹,孙红星,王伟钦,刘百宣,刘 华(郑州机械研究所,河南郑州 450001)Strengthen i ng and tougheni ng treat m ent of Cr12M o V steel diesL I Yuan hong ,L I U D an ,S UN H ong x i ng,W ANG W e i qi n ,L I U Ba i xuan ,L I U Hua (Zhengzhou R esearch Institute o fM echan ica l Eng ineer i ng,Zheng zhou H e nan 450001,China)中图分类号:TG 162.43 文献标志码:B 文章编号:0254 6051(2010)06 0119 03C r12M oV 钢是目前国内广泛使用的冷作模具钢之一。
该钢具有淬透性好、硬度高且耐磨、热处理畸变小等优点,常用于制造承受重载荷和形状复杂的大型冷作模具。
但该钢的显著缺点是脆性大,模具经常出现早期失效。
因此,如何提高其强韧性,防止模具过早断裂失效,是该钢用户经常遇到且需要解决的问题。
一般来说模具失效热处理因素的影响约占50%。
本文针对热处理生产中影响Cr12M o V 钢性能的因素进行试验,为优化其热处理工艺提供参考依据。
收稿日期:2009 11 30作者简介:李元洪(1952 ),男,北京人,研究员,主要从事模具钢的热处理。
联系电话:0371 ********,E m ai:l li ud an .8@163.co m1 C r12M o V 模具钢热处理试验1 1 试验材料取碳化物不均匀度均为3级的Cr12M o V 圆钢,其组织为粒状珠光体和碳化物。