热处理工艺代号及标注方法
- 格式:docx
- 大小:25.46 KB
- 文档页数:1
铸钢件的热处理方式按加热和冷却条件不同,铸钢件的主要热处理方式有:退火(工艺代号:5111)、正火(工艺代号:5121)、均匀化处理、淬火(工艺代号:5131)、回火(工艺代号:5141)、固溶处理(工艺代号:5171)、沉淀硬化、消除应力处理及除氢处理。
1.退火(工艺代号:5111) 退火是将铸钢件加热到Acs以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
图11—4为几种退火处理工艺的加热规范示意图。
表ll—1为铸钢件常用退火工艺类型及其应用。
2.正火(工艺代号:5121) 正火是将铸钢件目口热到Ac。
温度以上30~50℃保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
图11—5为碳钢的正火温度范围示意图。
正火的目的是细化钢的组织,使其具有所需的力学性能,也可作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
3.淬火(工艺代号:5131) 淬火是将铸钢件加热到奥氏体化后(Ac。
或Ac•以上),保持一定时间后以适当方式冷却,获得马氏体或贝氏体组织的热处理工艺。
常见的有水冷淬火、油冷淬火和空冷淬火等。
铸钢件淬火后应及时进行回火处理,以消除淬火应力及获得所需综合力学性能。
图11—6为淬火回火工艺示意图。
铸钢件淬火工艺的主要参数:(1)淬火温度:淬火温度取决于铸钢的化学成分和相应的临界温度点。
金属热处理工艺的分类及代号金属热处理工艺的分类及代号(GB/T12693-90)1.分类:热处理分类由基础分类和附加分类组成.(1)基础分类根据工艺类型、工艺名称和实践工艺的加热方法,将热处理工艺按三个层次进行分类,见附录表1-1.(2)附加分类对基础分类中某些工艺的具体条件的进一步分类.包括退火、正火、淬火、化学热处理工艺加热介质(附录表1-2);退火冷却工艺方法(附录1-3);淬火冷却介质或冷却方法(附录表(1-4);渗碳和碳氮共渗的后续冷却工艺(附录表1-5),以及化学热处理中非金属、渗金属、多元共渗、熔渗四种工艺按元素的分类.2.代号(1)热处理工艺代号标记规定如下:5热处理 X工艺类型 X工艺名称 X 加热方法附加分类工艺代号(2)基础工艺代号用四位数字表示.第一位数字“5”为机械制造工艺分类与代号中表示热处理的工艺代号;第二,三,四位数字分别代表基础分类中的第二,三,四层次中的分类代号。
当工艺中某个层次不需分类时,该层次用0代号。
(3)附加工艺代号它用英文字母代表。
接在基础分类工艺代号后面。
具体代号见附录表1-2至附录表1-5。
(4)多工序热处理工艺代号多工序热处理工艺代号用破折号将各工艺代号连接组成,但除第一工艺外,后面的工艺均省略第一位数字“5”,如5151-331G表示调质和气体渗碳。
(5)常用热处理工艺代号见附录表1-6。
附录表1-1.热处理工艺分类及代号工艺总称代号工艺类型代号工艺名称代号加热方法代号热处理 5 整热处理体1退火 1加热炉 1正火 2淬火 3感应 2正火和淬火 4调质 5火焰 3稳定化处理 6固溶处理,水韧处理7固溶处理和时效8表面热处理2表面淬火和回火 1电阻 4物理气相沉淀 2化学气相沉淀 3激光 5等离子体化学气相沉淀 4化学热处理3渗碳 1 电子束6碳氮共渗 2渗氮 3 等离子体7氮碳共渗 4渗其他非金属 5其他8渗金属 6多元共渗7溶渗8附录表1-2.加热介质及代号加热介质固体液体气体真空保护气氛可控气氛流态床代号S L G V P C F附录表1-3退火工艺代号退火工艺去应力扩散再结晶石墨化去氢退火球化退火等温退火代号o d r g h s n附录表1-4淬火冷却介质和冷却方法及代号冷却介质和方法空气油水盐水有机水溶液盐浴压力淬火双液淬火分级淬火等温淬火形变淬火冷处理代号a o wb y s p d m n f z附录表1-5渗碳,碳氮共渗后冷却方法及代号冷却方法直接淬火一次加热淬火二次加热火表面淬火代号g r t b附录表1-6常用热处理工艺及代号工艺代号工艺代号热处理 5000 石墨化退火5111g感应加热热处理 5002 去氢退火5111h火焰热处理 5003 球化退火5111s激光热处理 5005 等温退火5121电子束热处理 5006 正火5121离子热处理 5007 淬火5131真空热处理 5000V 空冷淬火5131a保护气氛热处理 5000P 油冷淬火5131o可控气氛热处理 5000C 水冷淬火5131w流态床热处理 5000F 盐水淬火5131b有机水溶液淬火5131y整体热处理 5100 盐浴淬火5131s退火 5111 压力淬火5131p去应力退火 5111o 双价质淬火5231d扩散退火 5111d 分级淬火5131m再结晶退火 5111r 等温淬火5131n变形淬火 5131f 表面淬火和回火 521淬火及冷处理 5131z 感应淬火和回火5212感应加热淬火 5132 火焰淬火和回火 5213真空加热淬火 5131V 电接触淬火和回火 5214保护气氛加热淬火 51312P 激光淬火和回火 5215可控气氛加热淬火 5131C 电子束淬火和回火 5216流态床加热淬火 5131F 物理气相沉积5228盐浴加热分级淬火 5131L 化学气相沉积5238盐浴加热分级淬火 5131mL 等离子体化学气相沉积5248盐浴加热盐浴分级淬火513Ls+m淬火和回火 514 化学热处理530调质 5151 渗碳521稳定化处理 5161 固体渗碳5311S固溶处理,水韧处理5171 液体渗碳5311L固溶处理和时效 5181 气体渗碳5311G表面热处理5200。
一、热处理代号和材料标注方法(一)热处理代号1. 适用于结构钢和铸件代号:0—自然状态1—正火(或正火+回火)2—退火3—精锻+回火(如精锻或精辊叶片在精锻后只需高温回火)4—淬硬5—调质6—化学热处理(渗碳或氮化)7—除应力(包括活塞环定型处理)9—表面淬火或局部淬火2.适用铸造有色金属和奥氏体钢的代号:0—原始状态1—再结晶退火T—除应力退火T1-人工时效T4—淬火(固溶处理)T5—淬火和不完全时效T6-淬火和完全时效(固溶处理和完全时效到最高硬度)3.压力加工有色金属代号:0—原始状态M—退火C-淬火CZ—淬火和自然时效CS-淬火和人工时效(二)材料的标注方法:1.零件的材料或毛坯(包括铸锻件)如不作任何处理,也不作机械性能检查,则只标材料牌号(其热处理代号“0”在图纸上不标注)如:A3,20,35,ZQSn6—6-3。
2.零件的材料或毛坯在热处理后,不作硬度及机械性能检查者则只标注材料牌号和热处理代号:如:45-1,若有几种热处理,可用热处理代号按工艺路线顺序逐项填写:如:15CrMoA-1+7。
3.有些材料的技术条件,有几种检查组别,但强度等级只有一种或可按材料截面尺寸来决定强度等级,只注明材料牌号,热处理代号和检查组别:如:45—5(Ⅱ) 35CrMoA—5(Ⅱ)4.有些材料的技术条件,有几种组别,在同一热处理状态中有不同的强度等级,则注明材料牌号、热处理代号强度等级和检查组别,不需要规定检查组别时,检查组别可省略。
25Cr2MoVA-5 25Cr2MoVA-5如:735—Ⅲ 7355。
有些零件或者是比较重要或者是技术要求比较复杂,用上述标注方法不能说明全部要求者,则应注明标准号,在同一热处理状态中有不同的强度级别时,还应注明强度级别。
35CrMoA-5 35CrMoA-5如:Q/CCF M 3003-2003 590×Q/CCF M 3003—20036。
大锻件如叶轮、铸造轴、整体转子等的材料标注方法钢号锻件级别×标准编号7。

热处理相关标准汇总一、热处理基础GB/T 7232—1999 金属热处理工艺术语GB/T 8121-1987 热处理工艺材料名语术语GB/T 12603—1990 金属热处理工艺分类及代号 GB/T 13324-1991 热处理设备术语JB/T 8555-1997 热处理技术要求在零件图样上的表示方法JB/T 9208—1999 可控气氛分类及代号二、工艺方法GB/T 16923-1997 钢件的正火与退火GB/T 16924—1997 钢件的淬火与回火GB/T 18177—2000 钢件的气体渗氮GB/T 18683—2002 钢铁件激光表面淬火JB/T 3999—1999 钢件的渗碳与碳氮共渗淬火回火JB/T 4155-1999 气体氮碳共渗JB/T 4202—1999 钢的锻造余热淬火回火处理JB/T 4215-1996 渗硼JB/T 4218-1994 硼砂熔盐渗金属JB/T 6048-1992 盐浴热处理JB/T 6956-1993 离子渗氮JB/T 7500—1994 低温化学热处理工艺方法选择通则JB/T 7529—1994 可锻铸铁热处理JB/T 7711-1995 灰铸铁件热处理JB/T 7712-1995 高温合金热处理JB/T 8418—1996 粉末渗金属JB/T 8929-1999 深层渗碳JB/T 9197-1999 不锈钢和耐热钢热处理JB/T 9198—1999 盐浴硫氮碳共渗JB/T 9200—1999 钢铁件的火焰淬火回火处理JB/T 9201-1999 钢铁件的感应淬火回火处理JB/T 9207-1999 钢件在吸热式气氛中的热处理JB/T 9210—1999 真空热处理三、质量检验及评定GB/T 224-1987 钢的脱碳层深度测定法GB/T 225—1988 钢的淬透性末端淬火试验方法GB/T 226—1991 钢的低倍组织及缺陷酸蚀检验法GB/T 227-1991 工具钢淬透性试验方法GB/T 1979—2001 结构钢低倍组织缺陷评级图GB/T 4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法GB/T 4462-1984 高速工具钢大块碳化物评级图GB/T 5617—1985 钢的感应淬火或火焰淬火后有效硬化层深度的测定GB/T 6401-1986 铁素体奥氏体型双相不锈钢中α—相面积含量金相测定法GB/T 9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核GB/T 9451—1988 钢件薄表面总硬化层深度或有效硬化层深度的测定。
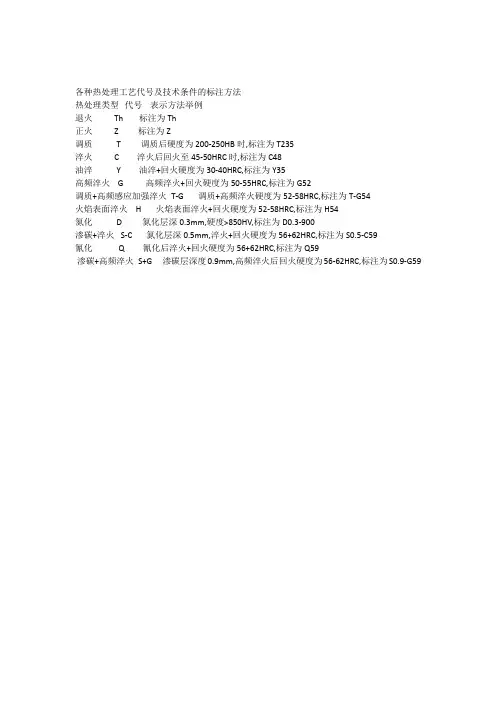
各种热处理工艺代号及技术条件的标注方法
热处理类型代号表示方法举例
退火 Th 标注为Th
正火 Z 标注为Z
调质T 调质后硬度为200-250HB时,标注为T235
淬火 C 淬火后回火至45-50HRC时,标注为C48
油淬Y 油淬+回火硬度为30-40HRC,标注为Y35
高频淬火 G 高频淬火+回火硬度为50-55HRC,标注为G52
调质+高频感应加强淬火T-G 调质+高频淬火硬度为52-58HRC,标注为T-G54
火焰表面淬火 H 火焰表面淬火+回火硬度为52-58HRC,标注为H54
氮化 D 氮化层深0.3mm,硬度>850HV,标注为D0.3-900
渗碳+淬火S-C 氮化层深0.5mm,淬火+回火硬度为56+62HRC,标注为S0.5-C59
氰化 Q 氰化后淬火+回火硬度为56+62HRC,标注为Q59
渗碳+高频淬火S+G 渗碳层深度0.9mm,高频淬火后回火硬度为56-62HRC,标注为S0.9-G59。
铸钢件常见热处理按加热和冷却条件不同,铸钢件的主要热处理方式有:退火(工艺代号:5111)、正火(工艺代号:5121)、均匀化处理、淬火(工艺代号:5131)、回火(工艺代号:5141)、固溶处理(工艺代号:5171)、沉淀硬化、消除应力处理及除氢处理。
1.退火(工艺代号:5111) 退火是将铸钢件加热到Ac3以上20~30℃,保温一定时间,冷却的热处理工艺。
退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组织和树枝状偏析,以改善铸钢力学性能。
碳钢退火后的组织:亚共析铸钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化物。
适用于所有牌号的铸钢件。
图11—4为几种退火处理工艺的加热规范示意图。
表ll—1为铸钢件常用退火工艺类型及其应用。
2.正火(工艺代号:5121) 正火是将铸钢件目口热到Ac3温度以上30~50℃保温,使之完全奥氏体化,然后在静止空气中冷却的热处理工艺。
图11—5为碳钢的正火温度范围示意图。
正火的目的是细化钢的组织,使其具有所需的力学性能,也司作为以后热处理的预备处理。
正火与退火工艺的区别有两个:其一是正火加热温度要偏高些;其二是正火冷却较快些。
经正火的铸钢强度稍高于退火铸钢,其珠光体组织较细。
一般工程用碳钢及部分厚大、形状复杂的合金钢铸件多采用正火处理。
正火可消除共析铸钢和过共析铸钢件中的网状碳化物,以利于球化退火;可作为中碳钢以及合金结构钢淬火前的预备处理,以细化晶粒和均匀组织,从而减少铸件在淬火时产生的缺陷。
3.淬火(工艺代号:5131) 淬火是将铸钢件加热到奥氏体化后(Ac。
或Ac•以上),保持一定时间后以适当方式冷却,获得马氏体或贝氏体组织的热处理工艺。
常见的有水冷淬火、油冷淬火和空冷淬火等。
铸钢件淬火后应及时进行回火处理,以消除淬火应力及获得所需综合力学性能。
图11—6为淬火回火工艺示意图。
铸钢件淬火工艺的主要参数:(1)淬火温度:淬火温度取决于铸钢的化学成分和相应的临界温度点。
镁合金热处理符号
镁合金热处理符号如下:
退火状态。
经完全退火获得最低强度的加工产品。
加工硬化状态。
通过加t硬化提高强度的产品,产品在加t硬化经过(也可不经过)使强度有所降低的附加热处理,h代号丿必须跟有两位或三位阿拉伯数字。
固溶处理状态。
一种不稳定状态,仅适用于经固溶热处理后,室温下自效的合金,该状态代号仅表示产品处于自然时效阶段。
热处理状态。
适用于执处理后,经过(或不经过)加工硬化达到稳定的产品说明与应用to固溶热处理后,经自然时效再通过冷加工状态。
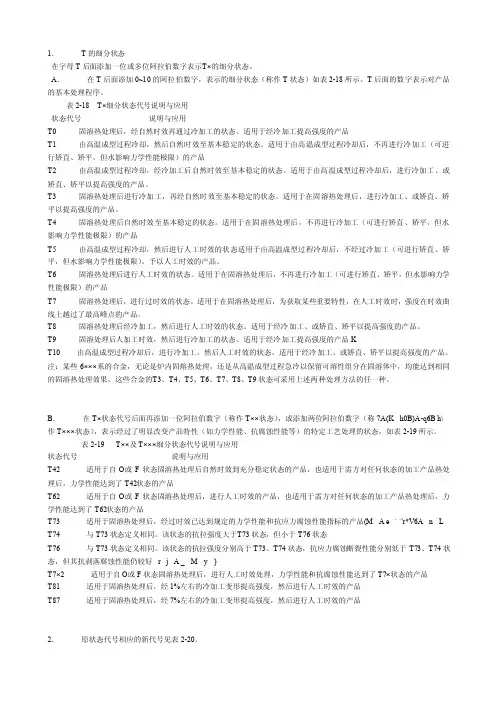
1.T的细分状态在字母T后面添加一位或多位阿拉伯数字表示T×的细分状态。
A.在T后面添加0~10的阿拉伯数字,表示的细分状态(称作T状态)如表2-18所示。
T后面的数字表示对产品的基本处理程序。
表2-18 T×细分状态代号说明与应用状态代号说明与应用T0 固溶热处理后,经自然时效再通过冷加工的状态。
适用于经冷加工提高强度的产品T1 由高温成型过程冷却,然后自然时效至基本稳定的状态。
适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直、矫平,但水影响力学性能极限)的产品T2 由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态。
适用于由高温成型过程冷却后,进行冷加工、或矫直、矫平以提高强度的产品。
T3 固溶热处理后进行冷加工,再经自然时效至基本稳定的状态。
适用于在固溶热处理后,进行冷加工、或矫直、矫平以提高强度的产品。
T4 固溶热处理后自然时效至基本稳定的状态。
适用于在固溶热处理后,不再进行冷加工(可进行矫直、矫平,但水影响力学性能极限)的产品T5 由高温成型过程冷却,然后进行人工时效的状态适用于由高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但水影响力学性能极限)。
予以人工时效的产品。
T6 固溶热处理后进行人工时效的状态。
适用于在固溶热处理后,不再进行冷加工(可进行矫直、矫平,但水影响力学性能极限)的产品T7 固溶热处理后,进行过时效的状态。
适用于在固溶热处理后,为获取某些重要特性,在人工时效时,强度在时效曲线上越过了最高峰点的产品。
T8 固溶热处理后经冷加工,然后进行人工时效的状态。
适用于经冷加工、或矫直、矫平以提高强度的产品。
T9 固溶处理后人加工时效,然后进行冷加工的状态。
附录1 金属热处理工艺的分类及代号(GB/T12693-90)一、分类热处理分类由基础分类和附加分类组成。
1. 基础分类根据工艺类型、工艺名称和实现工艺的加热方法,将热处理工艺按三个层次进行分类,见附录表1-1。
2. 附加分类对基础分类中某些工艺的具体条件的进一步分类。
包括退火、正火、淬火、化学热处理工艺加热介质(附录表1-2); 退火工艺方法(附录表1-3); 淬火冷却介质或冷却方法(附录表1-4); 渗碳和碳氮共渗的后续冷却工艺(附录表1-5), 以及化学热处理中非金属、渗金属、多元共渗、熔渗四种工艺按渗入元素的分类。
二、代号1. 热处理工艺代号标记规定如下:2. 基础工艺代号用四位数字表示。
第一位数字“5”为机械制造工艺分类与代号中表示热处理的工艺代号; 第二、三、四位数字分别代表基础分类中的第二、三、四层次中的分类代号。
当工艺中某个层次不需分类时, 该层次用0代替。
3. 附加工艺代号它用英文字母表示。
接在基础分类工艺代号后面。
具体代号见附录表1-2至1-5。
4. 多工序热处理工艺代号多工序热处理工艺代号用破折号将各工艺代号连接组成, 但除第一工艺外, 后面的工艺均省略第一位数字“5”, 如5151-331G表示调质和气体渗碳。
5. 常用热处理工艺代号见附录表1-6。
附录1表1-1 热处理工艺分类及代号附录1表1-2 加热介质及代号附录1表1-3 退火工艺代号附录1表1-4 淬火冷却介质和冷却方法及代号附录1表1-5 渗碳、碳氮共渗后冷却方法及代号附录1表1-6 常用热处理工艺及代号。
调质热处理指的是金属热处理的方法。
将金属在固态范围内通过一定方式的加热、保温和冷却处理程序,使金属的性能和显微组织获得改善或改变,这种工艺方法称为热处理。
根据热处理的目的不同,有不同的热处理方法,主要可分为下述几种:(1)退火(代号Th):在退火热处理炉内,将金属按一定的升温速度加热到临界温度以上300~500℃左右,其显微组织将发生相变或部分相变,例如钢被加热到此温度时,珠光体将转变为奥氏体。
然后保温一段时间,再缓慢冷却(一般为随炉冷却)至室温出炉,这整个过程称为退火处理。
退火的目的是清除热加工时产生的内应力,使金属的显微组织均匀化(得到近似平衡的组织),改善机械性能(例如降低硬度,提高塑性、韧性和强度等),改善切削加工性能等等。
视退火处理工艺的不同,可分为普通退火、双重退火、扩散退火、等温退火、球化退火、再结晶退火、光亮退火、完全退火、不完全退火等多种退火工艺方式。
(2)正火(代号Z):在热处理炉内,将金属按一定的升温速度加热到临界温度以上200~600℃左右,使显微组织全部变成均匀的奥氏体(例如钢在此温度时,铁素体完全转变为奥氏体,或者二次渗碳体完全溶解于奥氏体),保温一段时间,然后置于空气中自然冷却(包括吹风冷却和堆放自然冷却,或者单件在无风空气中自然冷却等多种方法),这整个过程称为正火处理。
正火是退火的一种特殊形式,由于其冷却速度比退火快,能得到较细的晶粒和均匀的组织,使金属的强度和硬度有所提高,具有较好的综合机械性能。
(3)淬火(代号C):在热处理炉内,将金属按一定的升温速度加热到临界温度以上300~500℃左右,使显微组织全部转变成均匀的奥氏体,保温一段时间,然后快速冷却(冷却介质包括水、油、盐水、碱水等等),获得马氏体组织,可显着提高金属的强度、硬度和耐磨性等等。
淬火时的快速冷却导致的急剧组织转变会产生较大的内应力,并使脆性增大,因此必须随后及时进行回火处理或时效处理,以获得高强度与高韧性相配合的性能,一般较少仅仅采用淬火处理的工艺。
热处理代号名称The Standardization Office was revised on the afternoon of December 13, 2020热处理代号--(名称)T1--人工时效T2--退火T4--固溶处理加自然时效T5--固溶处理加不完全人工时效T6--固溶处理加完全人工时效T7--固溶处理加稳定化处理固溶处理:指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却(水冷),以得到过饱和固溶体的热处理工艺。
不完全人工时效:采用比较低的时效温度或较短的保温时间 , 获得优良的综合力学性能 , 即获得比较高的强度 , 良好的塑性和韧性 , 但耐腐蚀性能可能比较低。
完全人工时效:采用较高的时效温度和较长的保温时间 , 获得最大的硬度和最高的抗拉强度 , 但伸长率较低。
稳定化处理:为使工件在长期服役的条件下形状和尺寸变化能够保持在规定范围内的热处理。
T0固熔热处理后,经自然时效再通过冷加工的状态适用于经冷加工提高强度的产品T1 适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品T2由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态适用于由高温成型过程冷却后,进行冷加工、或矫直、矫平以提高强度的产品T3 固熔热处理后进行冷加工,再经自然时效至基本稳定的状态适用于在固熔热处理后,进行冷加工、或矫直、矫平以提高强度的产品T4固熔热处理后自然时效至基本稳定的状态适用于固熔热处理后,不再进行冷加工(可进行短直、矫平,但不影响力学性能极限)的产品T5由高温成型过程冷却,然后进行人工时效的状态适用于由高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但不影响力学性能极限),予以人工时效的产品T6固熔热处理后进行人工时效的状态适用于固熔热处理后,不再进行冷加工(可进行矫直、矫平、但不影响力学性能极限)的产品T7固熔热处理后进行过时效的状态适用于固熔热处理后,为获取某些重要特性,在人工时效时,强度在时效曲线上越过了最高峰点的产品T8 固熔热处理后经冷加工,然后进行人工时效的状态适用于经冷加工,或矫直、矫平以提高强度的产品T9固熔热处理后人工时效,然后进行冷加工的状态适用于经冷加工提高强度的产品T10 由高温成型过程冷却后,进行冷加工,然后人工时效的状态适用于经冷加工,或矫直、矫平以提高强度的产品某些6×××系的合金,无论是炉内固熔热处理,还是从高温成形过程急冷以保留可溶性组分在固熔体中,均能达到相同的固熔热处理效果,这些合金的T3、T4、T6、T7、T8和T9状态可采用上述两种处理方法的任一种。
5.4.2 热处理
热处理是用来改变金属性能的一种工艺方法。
零件需进行热处理时,应在技术要求中说明。
常用热处理及硬度测量方法如表7所列。
涉及金属发黑的内容相当广泛,这里仅能粗略介绍。
一钢铁发黑通常有两种方法:
1 碱性发黑
将钢铁浸入含有氧化剂(硝酸钠、亚硝酸钠)的浓氢氧化钠溶液中,在高于130度的温度下进行氧化处理,可以获得一层具有防护性能的黑色氧化膜,俗称发黑或发兰。
此发黑膜的防护能力有限,故一般都要用中性油进行封闭处理,以提高其防护装束能力。
2 酸性发黑
由铜盐、亚硒酸盐及磷酸盐组成的酸性氧化。
该工艺同样是将钢铁浸入溶液中,在常温下进行氧化,所得氧化膜层的结合力、黑度和溶液的稳定性都有提高,质量可与高温碱性氧化媲美,市场上已有多种发黑剂供选购。
二铜及铜合金发黑
1 铜及铜合金直接发黑的方法更多,应用最多的是碱性硫化物溶液和铜氨盐溶液,前者可以在铜和铜合金上获得深灰黑色,后者可以在黄铜上获得纯黑色。
现在市场上有专用发黑剂出售,主要是加入了铜盐、硒盐的酸性溶液。
2 有很多是在铜及铜合金上(也包括钢铁件、锌合金件)镀上一层黑色电镀层,主要有黑镍、黑铬、锡镍合金等,再在镀层上涂上一层清漆类保护层。
一般称之为珍珠黑、枪黑等。
三铝及铝合金发黑
铝及铝合金上发黑都是在铝上先进行阳极氧化处理,更据用途不同,分别采用自然着色法、电解着色法、吸符着色法等三种方法对其进行着色处理,其中也包括发黑处理。
金属发黑属于金属表面处理的电镀专业,要从事发黑加工需经当地环保部门批准,控制极严,新建工厂、车间很难获准。
jis标准中表面热处理符号
JIS标准中表面热处理符号包括:淬火、回火、阳极氧化白、阳极氧化黑、
局部镀铬、脱脂、扩散氮化等。
具体来说,这些符号用于表示不同的表面处理方式,如表面处理中的热处理工艺,包括真空淬火、高周波淬火等。
同时,也包括一些特殊工艺,如无电解镀镍、钛镀层、离子氮化等。
这些符号的应用有助于标准化和规范化表面处理工艺,提高产品质量和生产效率。
如需了解JIS标准中表面热处理符号的更多信息,建议查阅JIS标准原文或
咨询相关行业专家。