PPAP-10工装模具清单
- 格式:doc
- 大小:46.00 KB
- 文档页数:1
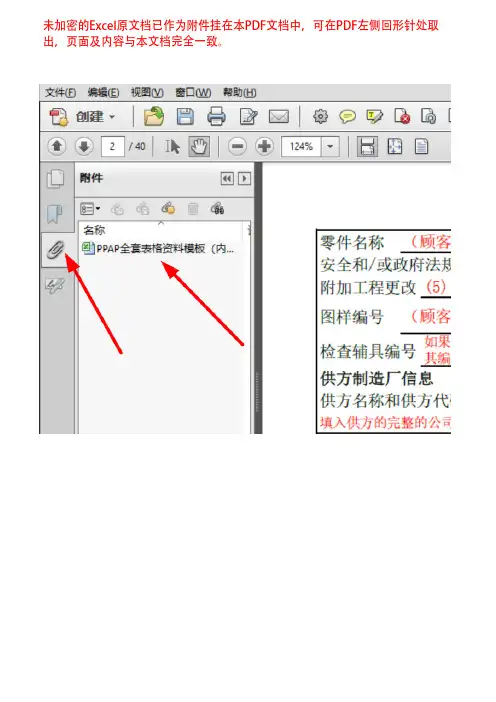
未加密的Excel原文档已作为附件挂在本PDF文档中,可在PDF左侧回形针处取出,页面及内容与本文档完全一致。
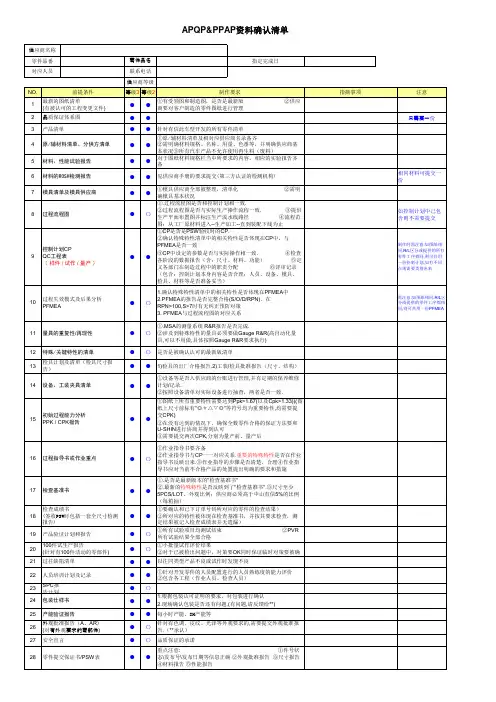
是否尺寸材料/功能是否是提交原因首次提交改为其它选用的结构或材料工程更改分供方或材料来源更改工装转移、更换、整修或添加零件加工过程更改偏差校正在其它地方生产零件工装停止使用期超过一年其它----请说明要求的提交等级(选择一项)等级1----只向顾客提交保证书(若指定为外观项目,还应提交外观件批准报告)。
等级2----向顾客提交保证书及产品样品以及有限的支持数据。
等级3----向顾客提出保证书及产品以及全部的支持数据。
等级4----保证书以及顾客规定的其它要求。
等级5----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据。
提交结果尺寸测量 材料和性能试验外观准则是否(如果选择“否”,应解释)(顾客)工程签发的最终零件名称(13)(16)(17)批 准放 弃批 准拒 收1、零件名称:(顾客)工程签发的最终零件名称。
2、零件号:(顾客)工程签发的最终零件编号。
3、安全和/或政府法规:若零件图纸上注明为安全/法规项,则选择“是”,否则为“否”。
4、工程更改等级和批准日期:说明更改的等级和提交日期。
5、附加工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工 程更改。
6、图样编号:(顾客)工程对图样的编号。
7、采购订单编号:填入采购订单的编号。
8、重量:填入用千克表示的零件实际重量,精确到小数点后四位。
(取10件的平均值)9、检查辅具编号:如果检查辅具用于尺寸检验,应填入其编号。
10、工程更改等级和日期:说明更改的等级和批准日期11、供方名称和供方代码:填入供方的完整的公司名称和顾客指定的供方代码。
12、供方地址/邮编:填入供方的详细地址和邮编。
13、提交类型:在提交的类型前的方框中打“√”,如 。
14、顾客名称/部门:填入顾客的完整的公司名称和分部或工作组。
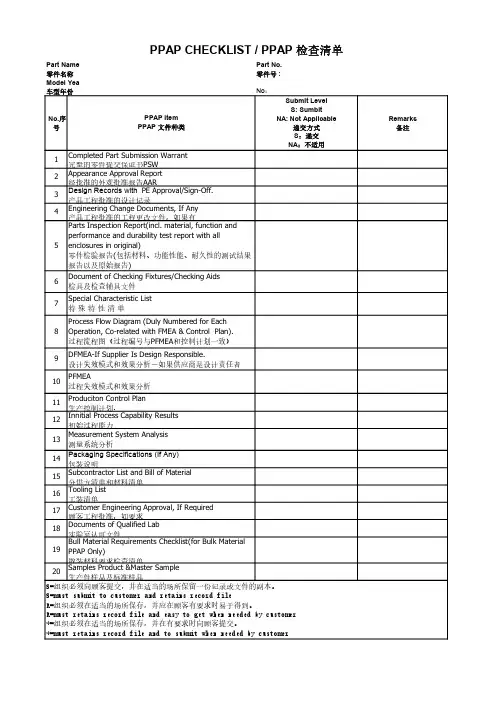
PPAP CHECKLIST / PPAP 检查清单Part Name 零件名称 Part No.零件号 : Model Yea 车型年份No :No.序号PPAP Item PPAP 文件种类Submit Level S: SumbitNA: Not Applicable递交方式S :递交NA :不适用Remarks 备注1Completed Part Submission Warrant 完整的零件提交保证书PSW2Appearance Approval Report 经批准的外观批准报告AAR3Design Records with PE Approval/Sign-Off.产品工程批准的设计记录4Engineering Change Documents, If Any 产品工程批准的工程更改文件,如果有5Parts Inspection Report(incl. material, function and performance and durability test report with allenclosures in original) 零件检验报告(包括材料、功能性能、耐久性的测试结果报告以及原始报告)6Document of Checking Fixtures/Checking Aids 检具及检查辅具文件7Special Characteristic List 特 殊 特 性 清 单8Process Flow Diagram (Duly Numbered for Each Operation, Co-related with FMEA & Control Plan). 过程流程图(过程编号与PFMEA 和控制计划一致)9DFMEA-If Supplier Is Design Responsible.设计失效模式和效果分析-如果供应商是设计责任者10PFMEA过程失效模式和效果分析11Produciton Control Plan 生产控制计划.12Innitial Process Capability Results 初始过程能力13Measurement System Analysis 测量系统分析14Packaging Specifications (If Any)包装说明15Subcontractor List and Bill of Material 分供方清单和材料清单16Tooling List 工装清单17Customer Engineering Approval, If Required 顾客工程批准,如要求18Documents of Qualified Lab 实验室认可文件19Bull Material Requirements Checklist(for Bulk Material PPAP Only)散装材料要求检查清单20Samples Product &Master Sample 生产件样品及标准样品S=组织必须向顾客提交,并在适当的场所保留一份记录或文件的副本。

IATF16949-2016质量管理体系PPAP提交登记规定及全套记录表格R=组织必须在适当的场所保存,并应在顾客有要求时易于得到。
*=组织必须在适当的场所保存,并在有要求时向顾客提出。
编号:035-060-168-006T蒙凌工程机械有限公司技术部编号:编号:035-060-168-006T编号:035-060-168-006T1、本表由一级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec品管部。
3、当二级供应商变化时,应及时通过Motiontec品管部,以确定是否进行生产件批准。
1编号:035-060-168-006T编号:Motiontec/R.706.13编号:035-060-168-006TMotiontec采购部:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 ”。
Motiontec采购部:生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师Motiontec SQE采购工程师MANAGER编号:035-060-168-006TMotiontec2、版面不够,可附页;3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
PPAP文件清单1、供方生产件批准申请表2、材料试验结果3、性能试验结果4、尺寸检查结果5、零件提交保证书6、具有资格的实验室文件(实验室人员上岗资格证书代替)7、过程流程图8、过程FMEA9、工艺设备调查表10、工装模具一览表11、检验设备一览表12、测量系统分析结果13、初始过程研究结果14、生产控制计划15、包装认可报告PPAP文件一般是客户(主机厂)要求提交的资料,目的是考察供应商对客户在产品开发和生产以及供货的过程中是否是否能够达到要求,同时也是对供应商开发能力的一个审核,需要提交的资料包括:PPAP提交申请,wps-零件提交保证书,PFEAM-(生产)潜在失效模式分析,产品特性清单,工装检具清单,生产控制计划,PPAP提交清单,MSA测量系统分析,Cpk&Ppk-初始过程能力研究,分供应商材料清单等1.PSW2.IMDS(客户要求时)2.DFMEA3.PFMEA4.Control plan5.Process flow digram6.全尺寸报告7.CPK8.MSA分析9.对应图纸10.材料报告,性能报告,图纸上要求的特性报告等。
11.检测实验室的证书(客户要求)还有其他客户特殊要求的,包装指导书,产能分析表等其他。
你看PPAP手册上面有具体说明。
生产件批准程序(PPAP)规定了包括生产和散装材料在内的生产件批准的一般要求。
PPAP的目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
目录编辑本段PPAP必须适用于提供散装材料、生产材料、生产件或维修零件的内部和外部供应商现场。
对于散装材料,除非顾客要求,PPAP可不作要求。
编辑本段C.条文解释本文中出现“必须”(shall)一词表示强制执行的要求。
“应该”(should)一词表示强制执行的要求,但在执行方式上允许一些灵活性。

PPAP提交文件清单WD1001 版本号:0 编号:供应商名称:供应商编码:零件名称:零件号:WD1003 版本号:0 编号:WD1005 版本号:0 编号:WD1006 版本号:0 编号:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件交给吉利公司技术部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第几序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=或Ppk=。
WD1008 版本号:0 编号:注:1、本表格由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给吉利公司技术部;2、二级供应商变化时,应及时通过吉利技术部,以确定是否进行生产件批准。
WD1011 版本号:0 编号:WD1012 版本号:0 编号:GL1017 版本号:编号:浙江吉利集团控股有限公司ZHEJIANG GEELY HOIDING CO,LTD.地址:中国·杭州·滨江区·江南大道电话:8 传真:8H生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO.供应商名称:地址:适用范围(车型)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号GEELY PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:采购部或供应商开发部:采购公司总经理:3、任何产品变更、物流/运输方式变化导致包装改变时,应向吉利物流部门确认是否进行重新认可。
零件提交保证书(PSW)零件名称:零件号:图纸编号:供应商零件号:工程更改等级:日期:附加工程变更:日期:安全和/或法规项□是□否采购订单号:重量:kg 检查辅助编号:检查辅助工程变更等级日期:供应商信息提交奇瑞公司信息供应商名称/供应商代码奇瑞公司/部门地址采购人员名称/采购人员代码邮编适用车型材料报告奇瑞要求的受关注物质信息是否已经报告?□是□否□n/a通过IMDS报告或用顾客规定的其他表格报告:塑胶件是否标注了相应的ISO标注编码□是□否□n/a提交原因(至少选一项)□首次提交□改为其它选用的结构或材料□产品变更□分供方或材料来源更改□工装:转移、更换、整修或添加□零件加工过程更改□偏差校正□在其它地方生产零件□工装停止使用期超过一年□其它——请说明要求的提交等级(选择一项)□等级1——仅向奇瑞公司提交保证书(对指定的外观项目,还应提供一份外观批准报告)□等级2——向奇瑞公司提交保证书和产品样品及有限的支持资料□等级3——向奇瑞公司提交保证书和产品样品及完整的支持资料□等级4——提交保证书和奇瑞公司规定的其它要求□等级5——保证书、产品样品以及全部的支持资料都保留在供应商制造制造现场、供审查时使用提交结果结果:□尺寸测量□材料和性能试验□外观评价□统计过程数据这些结果满足所有设计记录要求:□是□否(如果选择“否“应解释)模型/多穴模/生产过程声明我声明,本次提交所使用的样品是我们生产过程的,且已符合适用生产件批准程序手册第四版的所有要求;我进一步保证这些样品是以件/ 小时的生产速率制造的。
同时我保证所有符合性证明文件都已归档备妥,以供评审。
我还说明了任何与此声明有偏差的内容,见下文。
解释/说明:每种顾客的工具是否都已适当地加标签和编号?□是□否□n/a授权的供应商代表签字日期印刷体姓名电话号码传真号码职务 E-mail以下由奇瑞公司填写PPAP保证书处理意见:□正式批准□临时批准□拒绝临时批准有效截至日期:□同意□拒绝质量保证部部长/日期:管理者代表/日期:样件检测报告报告编号:□01尺寸检测□02材料检测□03性能检测□04其他□首次抽样□再次抽样□第三次抽样□新的零部件□产品变更□生产迁移□生产过程变更□长期生产停顿□新的二级供应商供应商名称Part Number 零件号供应商代码Part Name 零件名称编号要求供应商测量结果评价合格/不合格奇瑞公司测量结果评价合格/不合格供应商确认:备注:奇瑞公司结论:通过□带条件通过□拒收,要求再次抽样□姓名:部门:电话/传真签名:日期:姓名:部门:电话/传真主管签名:日期:编号:QCX03.004-02第 页 共 页Page of Pages外观批准报告(AAR)外观评价颜色评价编号:QCX03.004-03过程流程图报告编号供应商名称零件号供应商代码零件名称工序号加工移动储存检测操作说明标识关键产品特性标识关键过程性能供应商代表签字:日期:部门/职务:编号:QCX03.004-04供应商代表签字:日期:部门/职务:编号:QCX03.004-05第页共页Page of Pages供应商专用工装/模具清单报告编号:供应商名称零件号供应商代码零件名称序号工装/模具号工装/模具名称检修周期预期寿命供应商代表签字:日期:部门/职务:编号:QCX03.004-06供应商量检具、检测试验设备清单报告编号:供应商名称零件号供应商代码零件名称序号编号/型号名称检测项目精度鉴定周期供应商代表签字:日期:部门/职务:编号:QCX03.004-07供应商的分供方清单报告编号:供应商名称湖北三环离合器有限公司零件号供应商代码零件名称序号分供应商名称原材料名称原材料牌号/标准零件名称零件号外委加工1 黄石东贝压盘毛坯200CPX-102M2 泰兴恒宇支承圈396579 TO3 黄石圣达传动片396545JO4 三门驰骋盖铆钉266810 VO5 三门驰骋盘铆钉397845 LO6 宝钢DC04 压盖200CP(CA)Q-101 自制7 进口50CrV4 膜片200CP(CA)Q-103 自制8 舍弗勒摩擦片8805 200EY4(CA)Q-2019 慈溪坎墩盘芯200EY4(CA)Q-206 温岭中亚10 广州奥图外减振弹簧200EY4(CA)Q-20711 广州奥图内减振弹簧200EY4(CA)Q-20812 湖北宝马预减振弹簧8180104113 宜昌华实止动阻尼片215EY(4)-212 上海青浦14 宜昌华实前阻尼片215EY(4)-21315 宜昌华实后阻尼片215EY(4)-214 上海青浦16 湖北宝马碟簧387608XO17 泰兴恒宇碟簧200EY4(CA)Q-20918 进口摩擦片铆钉269759 CO19 三门驰骋双头铆钉215E4(DA)-21520 宜昌华实预减振弹簧座224185 ZO21 泰兴恒宇垫片200EY4(CA)Q-21522 黄石圣达止动阻尼片200EY4(CA)Q-21223 武钢08AL冷板前减震盘190EY4(Ford)-203 自制24 武钢08AL冷板后减震盘190EY4(Ford)-204 自制25 南钢65Mn冷条波形片200EY4(CA)Q-202 自制供应商代表签字:日期:部门/职务:编号:QCX03.004-08PPAP检查表编号:供应商名称零件号供应商代码零件名称序号报告名称是否备注1 可销售产品的设计记录──对于专利部件/详细资料──对于所有其它部件/详细资料2 工程变更文件(如果有)3 奇瑞工程批准(如果被要求)4 设计FMEA5 过程流程图6 过程FMEA7 控制计划8 测量系统分析9 尺寸测量结果10 材料、性能试验结果11 初始过程研究12 具有资格的实验室文件13 外观件批准报告(AAR)(如果适用)14 生产件样品15 标准样品16 供应商专用工装/模具清单17 供应商量检具、检测试验设备清单18 二级供应商清单19 E-mark证书20 符合奇瑞公司特殊要求的记录21 零件提交保证书(PSW)散装材料检查表(如果适用)上述回答“否”的解释或备注:采购公司质量工程师/日期批准/日期编号:QCX03.004-09 说明:上述“是”“否”栏填写供应商是否按照要求提交相应的报告或报告是否与实际相一致。
PPAP和APQP各阶段输出清单(附全套表单下载)做零部件的朋友都很清楚,需要给顾客提交⼀个叫PPAP的东西,我们做STA/SQE的朋友也都很熟悉,需要给每个零部件签署PSW这么⼀个玩意⼉,天啦,⼀般的⾏外⼈看的是⼀头雾⽔,好懵啊。
其实⼤家有所不知,PPAP可以称得上是零件的宝典,它包含了许多零件的秘密,你没有说明书,你就打不开这些秘密哦,今天闪亮君就给⼤家详解⼀下打开PPAP这个宝典的密钥。
⼀.PPAP的前世今⽣PPAP(Production Part Approval Process)中⽂全称为⽣产件批准程序,是IATF 16949的五⼤⼯具之⼀,AIAG的《PPAP⽣产件批准程序⼿册》是做⽣产件批准的国际通⽤指导⽂件,⽬前最新版为第四版,我们通常所说的PPAP我们通常认为有⼴义和狭义之分,⼴义的PPAP是指在新品开发,⽣产条件变更等完成之前进⾏重要APQP要素的审核并运⾏,简称PPAP运⾏审核;⽽狭义的PPAP就是我们最熟悉的PPAP⽂件包的提交了。
PSW (Part Submission Warrant)中⽂全称为零部件提交保证书,PSW是PPAP⽂件包的提交⽂件之⼀,同时也是APQP最终收尾,盖棺定论的重要⽂件,是供应商向顾客证明已经具备了能够向顾客提供持续满⾜顾客要求产品能⼒(哇喔,真的好拗⼝)的担保书,国际惯例认为PSW的签署完毕表明了顾客认可零部件可以批量供货。
⼆、 PPAP基本概念1. PPAP⽬的(1)⽤来确定供应商是否已经正确理解了顾客⼯程设计记录和规范的所有要求;(2)在执⾏所要求的⽣产节拍条件下的实际⽣产过程中,具有持续满⾜这些要求的能⼒。
2. PPAP应⽤对象适⽤于散装材料、⽣产材料、⽣产件或服务件组织的内部和外部现场。
对于散装材料,不要求PPAP,除⾮经授权的顾客代表规定。
3. PPAP适⽤范围关于什么情形下需提交PPAP恐怕是我们很多合作伙伴⾮常迷糊的事情,那闪亮君就和⼤家⼀起重温⼀下适⽤范围,加深印象吧。
PPAP文件清单1、供方生产件批准申请表2、材料试验结果3、性能试验结果4、尺寸检查结果5、零件提交保证书6、具有资格的实验室文件(实验室人员上岗资格证书代替)7、过程流程图8、过程FMEA9、工艺设备调查表10、工装模具一览表11、检验设备一览表12、测量系统分析结果13、初始过程研究结果14、生产控制计划15、包装认可报告PPAP文件一般是客户(主机厂)要求提交的资料,目的是考察供应商对客户在产品开发和生产以及供货的过程中是否是否能够达到要求,同时也是对供应商开发能力的一个审核,需要提交的资料包括:PPAP提交申请,wps-零件提交保证书,PFEAM-(生产)潜在失效模式分析,产品特性清单,工装检具清单,生产控制计划,PPAP 提交清单,MSA测量系统分析,Cpk&Ppk-初始过程能力研究,分供应商材料清单等1.PSW2.IMDS(客户要求时)2.DFMEA3.PFMEA4.Control plan5.Process flow digram6.全尺寸报告7.CPK8.MSA分析9.对应图纸10.材料报告,性能报告,图纸上要求的特性报告等。
11.检测实验室的证书(客户要求)还有其他客户特殊要求的,包装指导书,产能分析表等其他。
你看PPAP手册上面有具体说明。
生产件批准程序(PPAP)规定了包括生产和散装材料在内的生产件批准的一般要求。
PPAP的目的是用来确定供应商是否已经正确理解了顾客工程设计记录和规范的所有要求,以及其生产过程是否具有潜在能力,在实际生产过程中按规定的生产节拍满足顾客要求的产品。
目录B( 适用范围C( 条文解释PPAP产品件批准程序编辑本段B( 适用范围PPAP必须适用于提供散装材料、生产材料、生产件或维修零件的内部和外部供应商现场。
对于散装材料,除非顾客要求,PPAP可不作要求。
编辑本段C( 条文解释本文中出现“必须”(shall)一词表示强制执行的要求。
“应该”(should)一词表示强制执行的要求,但在执行方式上允许一些灵活性。
表单编号:XRD—QR—RD-033-A0 保存期限:一年
第 页 共 页
Page of Pages
外观批准报告(AAR)
外观评价
颜色评价
表单编号:XRD-QR-RD-034-A0 保存期限:一年
第 页 共 页
Page of Pages
表单编号:XRD-QR-RD-035-A0 保存期限:一年
潜在失效模式及后果分析
(□DFMEA □PFMEA)
表单编号:XRD-QR-RD-031-A0 保存期限:一年
第页共页Page of Pages
表单编号:XRD-QR-RD-036-A0 保存期限:一年
供应商代表签字:日期:部门/职务:
表单编号:XRD-QR-RD-037-A0 保存期限:一年
厂商代表签字:日期:部门/职务:
表单编号:XRD-QR-RD-038-A0 保存期限:一年
厂商代表签字:日期:部门/职务:
表单编号:XRD-QR-RD-039-A0 保存期限:一年
表单编号:XRD-QR-RD-040-A0 保存期限:一年
第页共页。
完整版)全套PPAP模板及使用说明PPAP文件提交要求如下:1、需提交PPAP检查清单,详细列明所提供文件的明细。
可使用PPAP检查清单.xls。
2、需提交零件提交保证书。
若涉及到安全和法律法规,需在“安全和XXX规定”项选是,否则选否。
授权人必须亲笔签字。
提交等级默认为3级。
3、需提交全尺寸检验标识。
即,在零部件图纸上对需测尺寸项目一一标记,并与“全尺寸检验报告”项目一一对应。
可使用尺寸报告.xls。
4、如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/零件一份单独的外观批准报告。
如有表面处理、颜色要求等。
可使用外观批准报告.xls。
5、需提交全尺寸检验报告。
可使用OTS阶段全尺寸检验模板.xls。
6、需提交生产件批准材料试验报告。
可使用材料试验报告.xls。
7、需提交生产件批准性能试验报告。
可使用性能试验报告.xls。
8、需提交产品和过程特殊特性清单。
供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。
关键特性对产品安全性、法律法规有影响,标识为“▽”;重要特性对产品性能有影响,标识为“◇”。
可使用产品和过程特殊特性清单.xls。
9、需提交过程流程图。
流程图中需明确“关重特性标识”和“产品、过程关重特性”对应的工序必为“关重工序”。
需采用贵方格式。
可使用修改后的过程流程图.doc。
10、需提交FMEAS(包括DFMEA、PFMEA)。
所分析的“项目/功能”必须包含“产品、过程特殊特性”中所有内容。
请将关键▽与重要特性◇在级别栏标注出来。
要求:①作为关重特性,其失效模式对应的严重度(S值)必然较高;②RPN (风险优先系数)≧120的失效原因应必须解决;③60≦RPN<120应尽可能解决,不能解决的必须加严控制;④RPN<60可以不加控制;⑤严重度为9、10的失效模式,须特别予以重点关注,并确认现行的控制措施是充分有效的;⑥改善措施完成后,FMEAS小组应再次分析该潜在失效的S、O、D值并重新计算RPN值。