JTE-800无铅焊接热风回流焊机作业指导书
- 格式:xls
- 大小:3.21 MB
- 文档页数:1
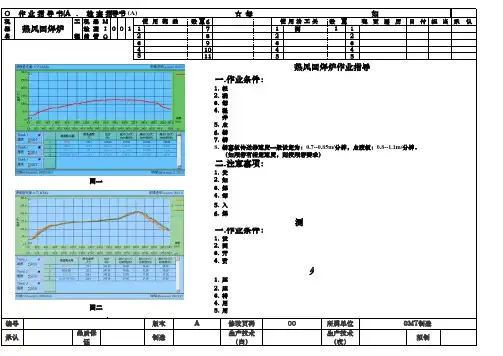
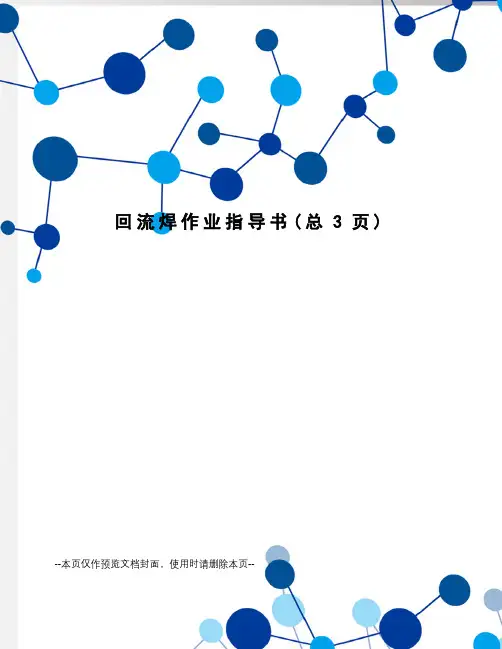
O 作业指导书(A).检查指☆每天作业以前一定要确认作业指导书!如果不明白请问生产部(工程).机工机器M数量6数量变更履历日付担当承认器检查I 001171测 温 器1名程品管Q 282239334##445##551.根据所生产机种将所需温度由手动输入回焊炉.2.确认输入温度是否正确,当温度升至设定温度时,马上用测温器测量温度曲线.3.每日交接班及更换机种时也必须重新测量,测出曲线后须挂放于回焊炉前.4.温度设定须视机板厚度,有无 AI 卧式.立式零件,设定出基准点后,将正确的温度收回电脑,并存档以利于下次生产时使用.5.点胶板温度控制在120℃,120秒±10秒,最高温度不超过170℃(如左图一).6.锡膏板溫度控制在200℃,25秒~35秒,最高温度须在220℃±10℃之间(如左图二).7.锡膏板BACK(PCB背面)温度控制在不得低于200℃.8.1.发生停电时马上留意炉內机板有无送出,不可停留在內部;以免发生烧板情形.2.如遇超温报警或其它异常情况,速报与主管或技术员.3.回焊炉温度必须每天测试,并打印出温度曲线表.4.每生产一种新机种所设定的正常温度必须记录下来.5.输入溫度后,一定要确认程式无误方可打开加热器开关,以免烧坏机板.6.回焊炉不用时(如节假日放假),注意开关抽风机.测温器作业內容1.设定取样速率:一般取样速率为每秒一次.2.固定测温线:将测温线固定于待测物(PCB)表面 ,测温线插头固定在测温器插座中3.开始测试:将测温器置于绝热外盒內放在回焊炉的输送帶(或轨道)上,进行温度测量.4.资料分析:将测温器以RS-232线和电脑相连,执行控制软体以载入测温器內的资料并加以分析.火灾发生时的处理方法1.压下输送帶的电源开关,停止基板进入硬化炉內.2.压下硬化炉的紧急按扭开关,用以开掉电热器电源.3.将硬化炉的盖子打开.4.用粉状灭火器灭火.5.用把手将硬化炉內的基板摇出炉外以免被烧毀.导书 (A)热风回焊炉作业指导拟制一.作业条件:生产技术(白)一.作业条件:二.注意事项:锡膏板传送带速度一般设定为:0.7--0.85m/分钟,点胶板:0.8--1.1m/分钟。
制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
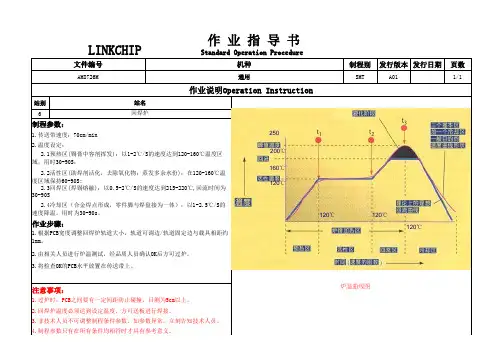
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。
回流焊机操作规程一、一般规定1、操作人必须经过培训,方可操作。
2、应熟悉所操作回流焊机的结构、性能、工作原理、技术特征。
3、必须严格执行交接班制度和岗位责任制。
4、如实填写并保存好各种记录。
5、做好环境卫生,工具、备件等摆放整齐。
二、操作准备1.检查电源供给,检查设备是否良好接地。
2.开机前,检查炉腔,确保设备内部无异物。
3.检查排风机电源,无误后,接通电源。
三、操作步骤1.启动回流焊,检查热风马达声音是否异常;检查传送带在运输中是否正常,保证无挤压、受卡现象,保证链条与各链轮咬合良好,无脱轨现象;检查各个滚筒轴承的润滑情况;如发现异常时,立即按下急停按钮,防止设备受损。
2.打开控制软件,对回流焊进行温度设置,一般炉温在20-30分钟达到设定值。
3.设备上计算机只供本机使用,严禁他用。
严禁随意删改计算机所配置的数据文件、系统文件、批处理文件,以免计算机系统混乱。
未经允许不得用任何移动存储设备与计算机通信。
4.根据电路板尺寸缓慢的调整导轨宽窄。
四、安全事项1.机器必须保持平稳,不得倾斜或有不稳定的现象。
2.运行时,除电路板和测温设备外,严禁将其他物品放入炉腔内。
3、测温设备不能长时间处于高温状态,每次测温结束后,将测温设备迅速从炉腔中抽出,避免变形。
4、遇到个别温区停止加热的情况,应先检查对应的保险管。
5、操作时,注意高温,避免烫伤。
6、如机器出现下列情况之一,应立即按下紧急停机按键停机。
(1)、有剧烈振动、异常响声或撞击现象。
(2)、有冒烟、冒火或电流超过额定值。
(3)、有其它意外事故发生。
7、不得变更保护装置的整定值。
8、如果机器由于故障而停机,应先找到故障并消除后再起动。
9、如果机器由于安全原因而停机,应确保其能安全操作后再起动。
高温箱操作规程一、一般规定1、操作人必须经过培训,方可操作。
2、应熟悉所操作高温箱的结构、性能、工作原理、技术特征。
3、必须严格执行交接班制度和岗位责任制。
4、如实填写并保存好各种记录。
熔锡时刻2.... 200℃以上20~60sec.尖峰值温度.... 210℃~230℃.d)冷却区:降温斜率:<4℃/secPWI<50%升温斜率保温时间150~200℃回流时间220℃以上回流上升斜率峰值温度冷却斜率2~4℃/s 60~120S30~60S1~3℃/s230~250℃-2~-4℃/s不同型号锡膏的温度曲线标准不同(千住公司,型号为:M705-GRN360的锡膏)回焊炉作业之管制:首件锅炉前明确其机型及所用之锡膏.依据锡膏的回流焊条件,确认当前所制定的炉温曲线图(ReflowProfile) ,包括各温区的温度范围,持续时刻.Reflow Profile各班交交班时须测量一次.机种改换时须测量Profile.Profile上线前须由PE,PE主管,QC工程师确认,OK后方可上线.生产线人员每2个小时,查对回焊炉工作状态,将实际情形记录于回焊炉点检表(附件,设定温度与实际温度需操纵于±5°C.生产有BGA机种时,须加氮气,其含氧量不得超出规定标准.基板摆放距离至少需距离一片基板宽度生产中不可掀开炉盖,基板掉落炉内时,先降低炉温再掀开炉盖.标准回流焊之作业,幸免基板于炉后发生变形、变黄、胶黑、组件竖立、移位等情形.6. 相关记录炉温点检表CDD-SMT-002-01测试点的选取原那么:(1)原那么上取3~6点;(2)取板面不易升温部位(元件密集部位、体积大的元件引脚);(3)取板面易升温部位(元件不密集部位、CHIP件);(4)弱耐热元件 (铝电解电容等);(5)制作时依照PCB板的实际情形依照以上原那么依照需要选取测试点。

回流焊安全作业操作规程1.安全操作前的准备1.1.准备工作应在经过严格检查以后进行。
检查焊接设备、保护设备及其他设备有无损坏或出现松动。
1.2.检查电源电压与实际电压是否相符。
焊接后必须切断电源开关。
1.3.检查配件、附件和组件有无松动。
焊接时需要使用的连接件应该在焊接前完全调好并固定好。
2.工作预备2.1.对于大型和重型设备必须使用适当的起重设备,操作时必须牢固固定。
2.2.焊前必须清理工件表面,去除油污、灰尘、氧化层及其他杂质,以保证焊缝质量。
2.3.人员在使用设备及操作时必须佩戴防护用品,如眼镜、口罩、耳塞等。
3.安全操作规程3.1.操作前必须确认焊接过程中不会产生有害气体或物质,必要时使用足够数量的排气设备。
3.2.使用锁定装置保持设备和工件的稳定,以免设备或工件在操作过程中出现移动或晃动。
3.3.在焊接开始前,应根据所需焊接焊条的直径和类型调整焊接机的电流和电压参数。
3.4.当开始焊接时,焊工必须将焊接头盖严,以防倒喷溅熔融物。
3.5.焊工在操作时必须集中注意力,并按照最佳的工作姿势操作。
3.6.焊接过程中,焊工必须使用手套、钳子、火焰罩和其他的安全设备来保护自己。
3.7.在焊接过程中如果出现噪声,焊工应佩戴耳塞或其他的防护设备以保护听力。
3.8.焊接完成后,必须及时清洗工具设备,存储焊条,关闭焊机电源开关。
4.安全注意事项4.1.在使用焊接设备和工具时,必须遵循相关规定来保护自己和设备,防止意外事故的发生。
4.2.将不需要使用的设备及工具放置在安全的地方,避免对其造成损坏或危险。
4.3.对于老化或使用不当的焊接设备和工具需要迅速更换,以保证安全生产。
4.4.在使用开关和电源之前,必须检查其是否损坏或存在漏电问题,并及时更换。
4.5.在操作焊接设备时,必须使用防护用品来保护自己。
当操作设备期间出现任何不适,必须立即停止操作。
4.6.在焊接设备使用期间,必须保持设备周围区域干燥清洁,以避免火灾的发生。
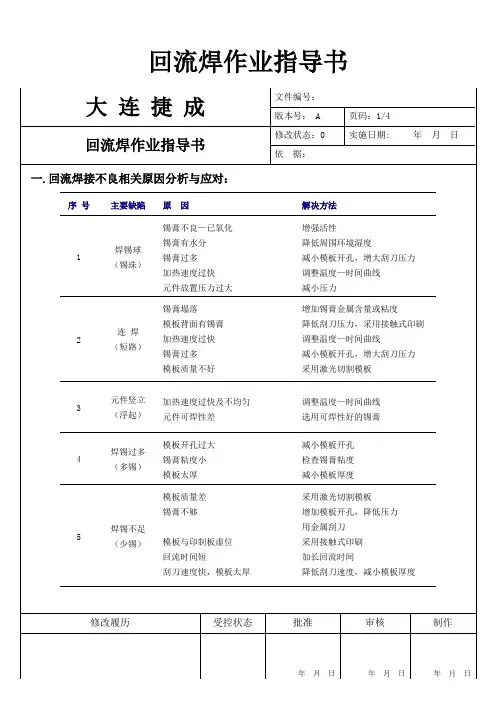
回流焊作业指导书大连捷成文件编号:版本号: A 页码:3/4回流焊作业指导书修改状态:0 实施日期: 年月日依据:5、锡膏中助焊剂的量及焊剂的活性。
焊剂量太多,会造成锡膏的局部塌落,从而使焊锡珠容易产生。
另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。
免清洗锡膏的活性较松香型和水溶型锡膏要低,因此就更有可能产生焊锡珠。
6、此外,锡膏在使用前,须进行3小时以上的解冻,否则,锡膏容易吸收水分,在回流焊接时焊锡飞溅而产生锡珠。
7、模板开孔合适的模板开孔形状及尺寸也会减少焊锡球的产生。
模板开孔的尺寸应比相对应焊盘小10%,同时采用如下图列举的一些模板开孔方式设计进行开孔:8.印制不良线路板的清洗对印制不良线路板进行清洗时,若未清洗干净,印制板表面和过孔内就会残余的部分锡膏,焊接时就会形成锡珠。
因此须加强操作员在生产过程中的责任心,与线路板的清洗方法,严格按照工艺要求进行生产,加强工艺过程的质量控制。
9、元件贴装压力及元器件的可焊性。
如果元件在贴装时压力过大,锡膏就容易被挤压到元件下面的阻焊层上,在再流焊时焊锡熔化跑到元件的周围形成焊锡珠。
解决方法:减小贴装时的压力,并采用上面推荐使用的模板开口形式,避免锡膏被挤压到焊盘外边去。
另外,元件和焊盘焊性也有直接影响,如果元件和焊盘的氧化度严重,也会造成焊锡珠的产生。
经过热风整平的焊盘在锡膏印刷后,改变了焊锡与焊剂的比例,使焊剂的比例降低,焊盘越小,比例失调越严重,这也是产生焊锡珠的一个原因。
综上可见,焊锡珠的产生是一个极复杂的过程,我们在调整参数时应综合考虑,在生产中摸索经验,达到对焊锡珠的最佳控制。
修改履历受控状态批准审核制作回流焊作业指导书。
回流焊作业指导书
1、打上主电源开关,然后按下UPS开关,风机钮,转
动钮第1温区,第2温区,第3温区,第4温区,冷却钮各温区的设定为:第1温区为180℃、第2温区200℃、第3温区245℃,第4温区265℃,带速设定为每分钟
0.5米。
等待以上的设定都达到设定的标准时,再进行
生产。
(注意:放机板时要特别小心,不能把元件或IC 碰走位,若出现有锡浆未熔解,应检查温区的温度是否合标准。
)
2、在生产完毕后,需要停机时则按逆向时关按钮,先关
第4温区第3温区第2温区第1温区送风机 UPS 冷却总电源。
3、若在生产时遇到紧急情况,则按上紧急停止开关(此
开关至尾有2个红色按钮)此时风机冷却温控都停止工作,但运输链还在工作。
若需要恢复正常工作,就按下旋转急停开关制即可。
4、在工作时出现报警情况,则应检查此温区是否超温,
一般设置温差为正负10℃。
5、设备保养:保持每天操作完毕后,清洁外壳,并按下
开仓钮用风枪吹干净里面杂物,保持机器干净,清洁。
负责人:
年月日。
回流焊作业指导书一、目的为规范作业流程,以达到正确操作、切实保养、合理利用之目的 二、 范围车间回流焊三、 权职操作员、技术员、工程师负责对机器的使用与维护保养 四、 作业内容1.操作面板控制控制说明:操作解析详见:如下图示一(1)导轨开关:用于导轨宽窄的调节(无导轨时此开关无效)(2)炉盖升降开关:用于炉盖上升和下降的开启与关闭 (3)PC 电源开关:用于设备电脑电源的开启与关闭 (4)电源开关:用于机器整体电源的开启与关闭 五、 开机步骤1. 打开(POWER)电源开关2. 打开PC 电源开关3. 打开电脑主机电源开关,系统启动并进入回流焊系统软件4. 点击用户注册(输入对应之密码后点击确定即可)方法:按操作面板中锁图标后会出现登录密码画面:如下图示二导轨开关炉盖升降开关PC 电源开关电源开关(图示一)(图示二)5.确认炉温参数方法:从菜单栏选择“设置”后点击进入运行参数6. 炉温工艺选择:方法:点击“打开”并选择相应的炉温曲线:如下图示四(图示三)(图示四)7. FR-4跟铝基板炉温工艺升温确认方法:确定相关参数是否正确,确定OK 后再点击“确定”按钮:如下图示五(图示五)8.进入炉温操作面板方法:点击菜单栏“操作”按钮并打开“操作面板”:如下图示六(图示六)9.升温前各开关启动方法:打开各选项(开机、加热、热风、冷却、运输、):如下图示七10.炉温确认生产状态方法:待设备各温区达到设定值、工作显示灯为绿色时便可生产:如下图示八六、关机步骤1. 关机步骤(1)方法:先把设备降温,当炉膛温度达到45度,从文件选项中选择退出或者直接点击退出控制系统,关闭控制电脑(图示十)5. 关闭控制面板上之PC电源开关6. 等设备自动降温完成后关闭“POWER”电源开关即可七、温度控制1. 每天生产前必须先测试其温度曲线并打印出来,使温度及时间等均在可控范围内2. 回流焊各温区感应限定超温范围:设定温度±10℃,超出该范围則知会工程師处理方法:设定值SV参数,加热峰值PV两者是否在±10℃内:超出该范围則知会工程師处理3.热固胶水工艺要求a. 固化温度90±5度的时间为480秒以上.b. 最高温度不可超100度c.参考温度设置d.更改炉温后必须在《回流焊温度变更记录表》上进行登记并确认e.以上条件热固胶水要求满足,首件确认胶有无固化,透镜有无融化,并送IPQC测试推力达到标准后才可生产.4.锡膏工艺回流要求以WI-E02-035 SMT LED通用炉温曲线设定标准调试八、注意事项1. 在生产过程中,不允许运行其它软件,电脑显示为炉温主控界面,以便出现异常情况时能及时看到提示信息,利于尽快处理异常并解决问题2. 如果遇到紧急情况或停电等其它异常时必须停止过板,待恢复正常后方可继续生产3. 关机前必须首先确认炉腔内有无PCB板材4. 任何产品回流次数均不可超过3次5. 日保养设备外观清洁链条运行情况检查6. 周保养炉腔内异物检查链条松紧度检查传动部位加油确认7. 月保养炉腔内部清洁助焊剂回收箱清洁九、使用表单《回流焊保养记录表》《回流焊点检记录表》《回流炉温度变更记录表》《SMT设备维修履历表》批准:审核:编制:。
回流焊作业指导书
作业步骤:
一、开机
1.打开回流焊总电源开关;
2.将回流焊机电源开关至
3.将回流焊机电源开关到ON
4.将UPSIT和UPS2开关至ON 2秒钟
5.打开显示器及电脑主机电源开关
6.进入Windows桌面双击回流焊图标,点击注册启动回流焊操作程序
7.进入回流焊监控画面.点击参数,再选择当应的炉温文件名
8. 点击网链、运风、冷却、加热图标显示为红色再按存
二、关机
1.点击网链、运风、冷却、加热图标显示为黄色
2.点击退出,然后按YES退出回流焊监控画面
3.点击Windows桌面关闭系统,选择关闭计算机(S)按(Y)是关闭计算机
4. 然后再将所有电源开关到OFF
三、启盖操作
1.必须在加热停止状态下进行’
2.将启盖开关到UP达到所要求启盖高度,方可松手停止启盖合并启盖,将开
关到DN即可
四、注意事项:
1.如果机器正处于加状态,请不要按“启盖”按钮
2.启盖时,盖上原物品
3.在机器开机的短时间内出现温度波动可能会超温,这属于正常现象,一般
不会超过5分钟
4.电脑万一死机,报警系统启动并切断SSR电源,故障处理完后应关闭电脑,再启动
5.各开关详细功能,请认真读取回流焊机说明书。
一、操作步骤:
1.启动
? 开启供电电源开关;
? 开启机器总电源开关,按下绿色按钮;
? 开启控制板上运输带电子调速器开关,由“STOP”至“RUN”,并检查调速器上刻度的位臵及数字显示(温控开关打开后显示)是否同关机前一致; ? 开启冷却风扇与热风开关,由“OFF”至“ON”或“强”至“弱”(对于小面薄的PCB板采用OFF或弱);
? 开启温区温控器,由“OFF”至“ON”,按温控表下方SET键使数据闪动,用〈选择更改位数,最亮一位,▲或▼更改(每按一次增减1)数据,之后按SET键固定;
? 正常开机20~30分钟后,观察温度控制器上实际温度与设定温度比较稳定,则进行下一步,若不稳定则重新设臵温度比例积分(按住温控表下方的“set”键10秒左右,数据菜单更改会闪动时放开手指,接着再按一下,提出ATU菜单将0000改0001,再按住SET键至不闪动为止),5~10分钟后重新观察温控器并进行下一步;
? 将温度热电偶传感器贴附在与工作PCB相同或相似尺寸的废板上,以观察回流;
? 按上一步比较结果,若标准曲线基本相同或与自调曲线相类似,则可以开始生产,否则按温度曲线,在相应温差大的温度控制器重新进行尝试性5度左右递增减补偿设定温度,或整机综合调整,以达到可以生产的温度曲线; ? 在刚放入PCB生产5~10分钟左右时,若温度控制器实际温度与设定温度不稳定,则重做第7步调整或再做第7、8、9三步调整,(开始放入PCB板或突然改变放入回流焊的PCB数量时,实际温度与设定温度有一定温差,过一段时间的匀速放入PCB后,这个温差将减少到正常温差范围内)。
2.关机常规状态(正常关机):
? 检查机器内所有PCB是否全部焊接完成;。
无铅焊接热风回流焊机作业指导书
文件编号机种制程别发行版本发行日期页数
通用SMT A012014-5-161/1
作业说明
作业步骤
1、打开设备电源开关
2、确认生产指示灯的工作情况
3、运行设备操作系统,并根据相应机型,调出相应的程序运行并做相应的炉温记录表。
4、当炉温处于恒温状态时,进行PCB板的首样过炉。
5、确认首样是否符合标准,确认OK后,方可作批量过炉。
并作好SMT作业首样确认表。
6、生产结束后,先冷却回流焊,再退出操作系统,再关闭电脑,再关闭设备电源。
JTE-800无铅热风回流焊机
注意事项
1、开机前,须确认炉内及周围没有破坏设备正常运行的异物;
2、开机后,确认回流炉上下马达的运行状况;
3、设备操作系统上的温度状态不是恒温状态时,不允许过炉。
4、指示灯为黄色时,表示设备处于加热状态。
指示为红色时,表示设备处于故障状态,只
有指示为绿色时,才可以过机。
锡膏回流曲线红胶回流曲线
编制: 审核: 核准:。