华中数控铣床宏程序实例
- 格式:doc
- 大小:726.00 KB
- 文档页数:10
华中数控车削系统抛物线宏程序编制实例解析应用宏程序变量编程加工可以用函数公式来描述工件的轮廓或曲面,是现代数控系统一个重要的新功能和新方法,也是数控生产加工及数控技能竞赛的主要知识点之一。
本文以华中世纪星HNC-21T数控车削系统为平台,介绍抛物线宏程序的编制方法,通过实例研究宏程序编程的关键技术,实例程序可作为模板推广使用。
在数控车床中,加工对象主要为各种类型的回转面,其中对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线等一些非圆曲线构成的回转体,加工起来具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,因此,在数控机床上对椭圆、抛物线的加工大多采用小段直线或者小段圆弧逼近的方法来编制加工程序。
在本文中选用华中世纪星HNC-21T数控车削系统,结合生产实习和技能大赛训练对车削抛物线轮廓的宏程序的编制方法进行探讨,希望各位读者能多提宝贵意见。
一、华中宏程序的介绍使用变量编制可进行算术或逻辑运算,并能控制程序段流向的程序,称为用户宏程序。
在数控车削中,使用用户宏程序可方便地实现二次曲线(椭圆、抛物线等)的二维编程加工、孔口倒角编程加工等,可简化程序,提高编程效率,最大限度地发挥手工编程的优势。
华中世纪星HNC-21T数控车削系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量。
常用的语句有以下两种。
(1)条件判别语句IF,ELSE。
①:IF条件表达式…ELSE…END IF;②:IF条件表达式…ENDI F。
(2)循环语句WHILE:WHILE条件表达式…ENDW。
本文实例采用WHILE语句编程。
二、公式曲线宏程序编制的基本步骤宏程序在实际编制过程中,根据编程者的实践经验、知识储备及习惯等因素会略有不同,本文提供的宏程序编制基本步骤供读者参考学习。
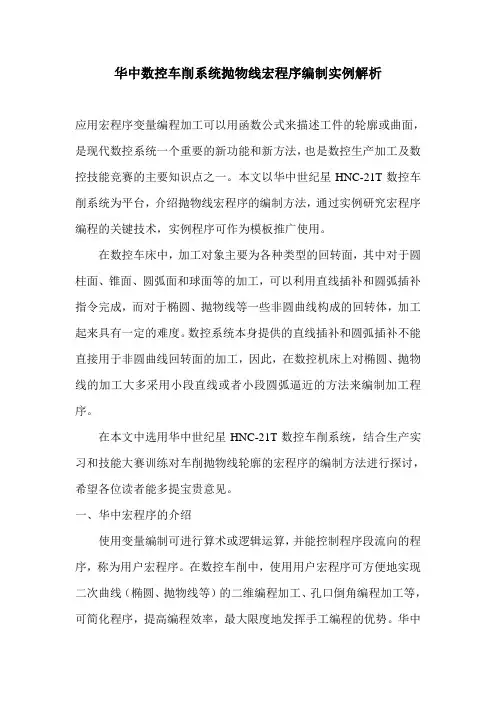
华中系统铣床和加工中心宏程序应用及实例凸凹椭圆轮廓加工程序:%O1101#1=30#2=15#8=1S1000M03G54G90G00G40X0Y0Z30G41D01G01X0Y#2F1000Z-5F300#7=90#7=#7+#8WHILE#7GE460#5=#1*COS[#7*PI/180]#6=#2*SIN[#7*PI/180]X#5Y#6F600#7=#7+#8ENDWG00Z30G40X0Y0MO5M30%注“此程序适用于各种椭圆轮廓按照相应的参数编写即可,如有旋转和镜像椭圆轮廓那只需加上相应的编程指令即可”如G68 G69 G25 G24等。
凸凹椭圆轮廓倒角及#101指令的应用:1立铣刀倒角凸椭圆倒角%1101S1000M03G54G90G00G40X0Y0Z30#4=0WHILE#4LE15#7=#4*TAN[30*PI/180]G40G00X[30-#7]Y0Z[-14+#4]G01Z[-15+#4]F200#9=0WHILE#9LE370#12=[30-#7]*COS[#9*PI/180]#13=[15-#7]*SIN[#9*PI/180]G41D01G01X#12Y#13F600ENDWG00Z30#4=#4+3ENDWG40G00X0Y0M05M30凸椭圆圆弧倒角%1105S1000M03G54G90G00G40X0Y0Z30#4=0WHILE#4LE90#5=10-10*COS[#4*PI/180] #6=10*[SIN[#4*PI/180]-1]G00X35Y0Z[#6+1]G01Z[#6]F200#9=0WHILE#9LE370#11=[30-#5]*COS[#9*PI/180] #12=[15-#5]*SIN[#9*PI/180] G41D01G01X#11Y-#12F600 #9=#9+1ENDWG00Z30#4=#4+2ENDWG00X0Y0M05M30%凹椭圆倒角%1101S5000M03#4=0G54G90G00G40X0Y0Z30 WHILE#4LE15#7=#4*TAN[30*PI/180]G40G00X[30+#7]Y0Z[-14+#4]G01Z[-15+#4]F200WHILE#9LE370#12=[30+#7]*COS[#9*PI/180]#13=[15+#7]*SIN[#9*PI/180]G41D01G01X#12Y#13F600#9=#9+#19ENDWG00Z30#4=#4+#14ENDWG40G00X0Y0M05M30%凹椭圆圆弧倒角%1106S1000M03G54G90G00G40X0Y0Z30#4=0WHILE#4LE90#5=10-10*COS[#4*PI/180]#6=10*[SIN[#4*PI/180]-1]G00X25Y0Z[#6+1]G01Z[#6]F200#9=0WHILE#9LE370#11=[30+#5]*COS[#9*PI/180]#12=[15+#5]*SIN[#9*PI/180]G41D01G01X#11Y-#12F600#9=#9+1ENDWG00Z30#4=#4+2ENDWG00X0Y0M05M30%在应用立铣刀倒斜角和圆角时可以应用半径补偿变化的方式去改变宏程序#101的应用即可完成所用轮廓的加工见后面的例子。
华中数控机床编程简单例子数控机床编程是现代制造业中一项重要的技能。
华中数控机床是一家专业从事数控机床研发与生产的公司,他们的产品质量稳定可靠,使用方便。
下面我将为大家介绍一些华中数控机床编程的简单例子,帮助大家更好地理解和应用这一技能。
例子一:圆形轮廓加工首先,设定工件坐标系的原点,即零点。
然后,选择加工刀具和切削速度。
接下来,编写程序,使机床按照设定好的参数进行切削操作。
对于圆形轮廓加工,我们可以使用G代码来描述所需的切削路径,例如G01表示直线加工,G02表示顺时针圆弧加工,G03表示逆时针圆弧加工。
通过设定起点和终点坐标、半径或角度,机床就能够按照指定轨迹进行切削操作。
例子二:螺纹加工螺纹加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点,并指定切削起点和方向。
接下来,编写程序,使用G代码描述螺纹加工的路径。
在华中数控机床中,常用的螺纹加工指令是G33/G34。
通过设定螺纹的直径、螺距和切削方向,机床就能够按照指定的参数进行螺纹加工。
例子三:孔加工孔加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点。
接着,编写程序,使用G代码描述孔加工的路径。
在华中数控机床中,常用的孔加工指令是G81/G83。
通过设定孔的起点坐标、深度和进给方式,机床就能够按照指定的参数进行孔加工。
总结起来,华中数控机床编程提供了丰富的功能和指令,使得数控机床能够完成复杂的加工任务。
通过学习和应用这些编程技巧,我们可以更高效地完成各种加工任务。
希望以上简单例子能够帮助大家更好地理解和应用华中数控机床编程技能。
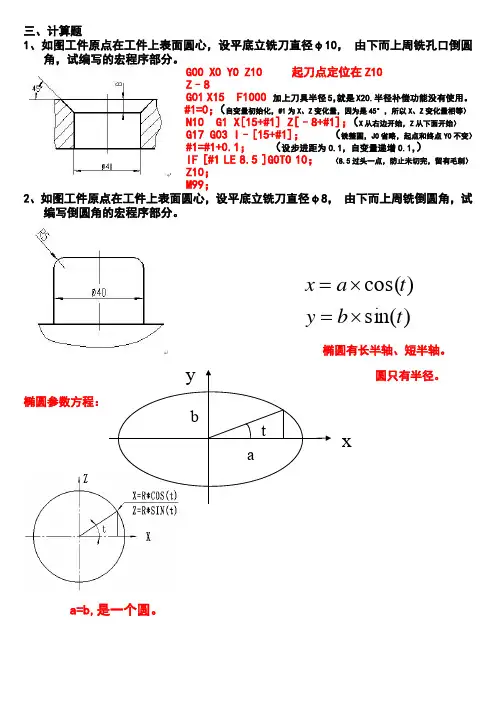
三、计算题1、如图工件原点在工件上表面圆心,设平底立铣刀直径φ10,由下而上周铣孔口倒圆角,试编写的宏程序部分。
G00 X0 Y0 Z10 起刀点定位在Z10Z–8G01 X15 F1000 加上刀具半径5,就是X20.半径补偿功能没有使用。
#1=0;(自变量初始化,#1为X、Z变化量,因为是45°,所以X、Z变化量相等)N10 G1 X[15+#1] Z[–8+#1];(X从右边开始,Z从下面开始)G17 G03 I–[15+#1];(铣整圆,J0省略,起点和终点Y0不变)#1=#1+0.1;(设步进距为0.1,自变量递增0.1,)IF [#1 LE 8.5 ]GOTO 10;(8.5过头一点,防止未切完,留有毛刺)Z10;M99;2、如图工件原点在工件上表面圆心,设平底立铣刀直径φ8,由下而上周铣倒圆角,试编写倒圆角的宏程序部分。
椭圆有长半轴、短半轴。
圆只有半径。
椭圆参数方程:a=b,是一个圆。
)sin()cos(tbytax⨯=⨯=tabxy立铣刀直径φ8,由下而上周铣倒圆角初始化,G00 X30 Y0 Z10;从右面下来Z -5;G01 X24 F300;从右面靠上工件。
#3=0;角度α赋初值,以角度作为自变量N10 #1=5*COS[#3];X值计算COS[0]=1,COS[90]=0#2=5*SIN[#3];Z值计算SIN[0]=0,SIN[90]=1G01 X[19+#1] Z[#2-5] F1000;刀具移动一个偏移量G17 G3 I-[19+#1];XY平面加工整圆,起点、终点不变,J0省略。
#3=#3+1;设角度步进距为1°ºIF [#3 LE 90] GOTO 10;(第一象限,条件为圆的四分之一)Z10;M99;3、如图工件原点在工件上表面,设加工深度为5mm,试用变量编程编写该曲线轮廓A的宏程序部分。
渐开线函数为sin(t))*t-*(sin(t)y,t的取值范围是[0,3.14159]。
数控铣宏程序编程100例数控铣宏程序编程是数控铣床操作中的重要环节,它可以大大提高生产效率和产品质量。
下面将介绍100个常见的数控铣宏程序编程实例。
1. G90 G54 G0 X0 Y0:将坐标系设置为绝对坐标系,将刀具移动到原点位置。
2. G91 G0 X10 Y10:将坐标系设置为相对坐标系,将刀具移动到当前位置的X轴正方向10mm,Y轴正方向10mm的位置。
3. G92 X0 Y0:将当前位置设置为坐标系原点。
4. G94:将进给速度设置为每分钟进给。
5. G95:将进给速度设置为每转进给。
6. G96 S1000:将主轴转速设置为1000转/分钟。
7. G97:将主轴转速设置为每分钟转速。
8. G98:将主轴转速设置为每转转速。
9. G99:将主轴转速设置为每进给转速。
10. G40:取消刀具半径补偿。
11. G41 D1:启用刀具半径补偿,刀具半径为1mm。
12. G42 D2:启用刀具半径补偿,刀具半径为2mm。
13. G43 H1:启用刀具长度补偿,刀具长度为1mm。
14. G44 H2:启用刀具长度补偿,刀具长度为2mm。
15. G45 H3:启用刀具长度补偿,刀具长度为3mm。
16. G46 H4:启用刀具长度补偿,刀具长度为4mm。
17. G47 H5:启用刀具长度补偿,刀具长度为5mm。
18. G48:取消刀具长度补偿。
19. G49:取消刀具半径和长度补偿。
20. G50 S2000:将主轴转速设置为2000转/分钟。
21. G51:取消坐标系旋转。
22. G52 X10 Y10:将坐标系旋转10度。
23. G53:取消工件坐标系。
24. G54:将工件坐标系设置为1号坐标系。
25. G55:将工件坐标系设置为2号坐标系。
26. G56:将工件坐标系设置为3号坐标系。
27. G57:将工件坐标系设置为4号坐标系。
28. G58:将工件坐标系设置为5号坐标系。
29. G59:将工件坐标系设置为6号坐标系。
Unit 10 Money高考试卷分块专练练一阅读理解提速练限时35分钟第一节(共15小题;每小题2分,满分30分)AThis year promises to be an exciting one for technology and science. There's a lineup of great products for you to look forward to.The AirBoard 1.0The AirBoard 1.0 is a fantastic new way to get around. The board works when you step onto the pressure pads (垫): to turn, all you have to do is move your weight to the left or right. It takes only one hour to be fully charged. Its increased fame among famous people has made it one of the most popular new kinds of technology.The MiitoThe Miito kettle is designed to heat up the water in any container. You can fill a cup with the right amount of water and place it onto the kettle. After placing the heating rod (棒) into the water, the rod would heat up and so would the water. More importantly, the product doesn't only save water. It also saves electricity, not to mention time waiting for water to boil.The Oculus RiftHave you ever wished you could walk through the world of your games, seeing things as your characters would? Well, now you can. This clever headset Rift allows you to see the world of your games in 3D.The Click & GrowAre you the kind of person who enjoys using herbs and spices when cooking? The Cl ick & Grow makes sure that you always have fresh and wellgrown herbs or other plants whenever you need them. It is selfwatering, and it also has an LED light that makes sure the plants grow fast and healthy.语篇解读:本文为应用文。
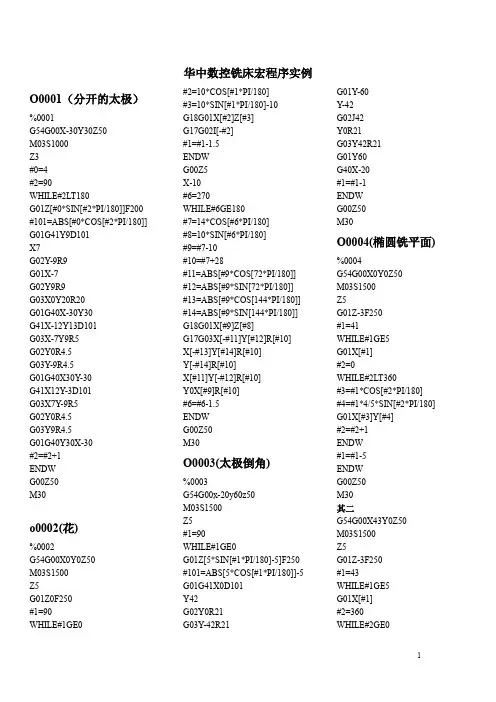
华中数控铣床宏程序实例O0001(分开的太极)%0001G54G00X-30Y30Z50M03S1000Z3#0=4#2=90WHILE#2LT180G01Z[#0*SIN[#2*PI/180]]F200 #101=ABS[#0*COS[#2*PI/180]] G01G41Y9D101X7G02Y-9R9G01X-7G02Y9R9G03X0Y20R20G01G40X-30Y30G41X-12Y13D101G03X-7Y9R5G02Y0R4.5G03Y-9R4.5G01G40X30Y-30G41X12Y-3D101G03X7Y-9R5G02Y0R4.5G03Y9R4.5G01G40Y30X-30#2=#2+1ENDWG00Z50M30o0002(花)%0002G54G00X0Y0Z50M03S1500Z5G01Z0F250#1=90WHILE#1GE0 #2=10*COS[#1*PI/180]#3=10*SIN[#1*PI/180]-10G18G01X[#2]Z[#3]G17G02I[-#2]#1=#1-1.5ENDWG00Z5X-10#6=270WHILE#6GE180#7=14*COS[#6*PI/180]#8=10*SIN[#6*PI/180]#9=#7-10#10=#7+28#11=ABS[#9*COS[72*PI/180]]#12=ABS[#9*SIN[72*PI/180]]#13=ABS[#9*COS[144*PI/180]]#14=ABS[#9*SIN[144*PI/180]]G18G01X[#9]Z[#8]G17G03X[-#11]Y[#12]R[#10]X[-#13]Y[#14]R[#10]Y[-#14]R[#10]X[#11]Y[-#12]R[#10]Y0X[#9]R[#10]#6=#6-1.5ENDWG00Z50M30O0003(太极倒角)%0003G54G00x-20y60z50M03S1500Z5#1=90WHILE#1GE0G01Z[5*SIN[#1*PI/180]-5]F250#101=ABS[5*COS[#1*PI/180]]-5G01G41X0D101Y42G02Y0R21G03Y-42R21G01Y-60Y-42G02J42Y0R21G03Y42R21G01Y60G40X-20#1=#1-1ENDWG00Z50M30O0004(椭圆铣平面)%0004G54G00X0Y0Z50M03S1500Z5G01Z-3F250#1=41WHILE#1GE5G01X[#1]#2=0WHILE#2LT360#3=#1*COS[#2*PI/180]#4=#1*4/5*SIN[#2*PI/180]G01X[#3]Y[#4]#2=#2+1ENDW#1=#1-5ENDWG00Z50M30其二G54G00X43Y0Z50M03S1500Z5G01Z-3F250#1=43WHILE#1GE5G01X[#1]#2=360WHILE#2GE0#3=#1*COS[#2*PI/180]#4=#1*4/5*SIN[#2*PI/180]G01X[#3]Y[#4]#2=#2+1ENDW#1=#1-5ENDWG00Z50M30O0005(心)%0005G54G00X0Y9Z50M03S1500Z5G01Z0F250#1=90WHILE#1GE0#2=8*COS[#1*PI/180]G18G01Z[8*SIN[#1*PI/180]-8]X[#2] G17G02Y[9+#2]X[-25-#2]R[45+#2] X[#2]R[#2+13]X[25+#2]R[#2+13]X[-#2]Y[-#2-21]R[45+#2]#1=#1-1.5ENDWG00Z50M30O0006(粗铣椭球)%0006G54G00X0Y0Z50M03S1500G01Z0F250#1=90WHILE#1GE0#2=39*COS[#1*PI/180]#3=29*SIN[#1*PI/180]G18X[#2]Z[#3]#4=#2WHILE#4LT43G01X[#4]#5=0WHILE#5LT360 #6=#4*COS[#5*PI/180]#7=#4*4/5*SIN[#5*PI/180]G17G01X[#6]Y[#7]#5=#5+1ENDW#4=#4+5ENDWG01X[#2]#1=#1-10G00Z50M30(精铣椭球)G54G00X0Y0Z50M03S1500Z5G01Z0F250#1=90WHILE#1GE0#2=38*COS[#1*PI/180]#3=28*SIN[#1*PI/180]G18X[#2]Z[#3]#4=0WHILE#4LT360#6=#2*COS[#4*PI/180#7=#2*4/5*SIN[#4*PI/180]G17G01X[#6]Y[#7]#4=#4+1ENDW#1=#1-1ENDWG00Z50M30O0007(凹球)%0007G54G00X0Y0Z50M03S1500Z5G01Z0F250#1=180WHILE#1LT270#2=30*COS[#1*PI/180]#3=30*SIN[#1*PI/180]G18G01X[#2]Z[#3]#4=#2WHILE#4GE0G17G01X[#4]G02I[-#4]#4=#4-5ENDWG01X[#2]#1=#1+1ENDWG00Z50M30(精铣)G54G00X0Y0Z50M03S1500Z5G01Z0F250#1=180WHILE#1LT270#2=30*COS[#1*PI/180]#3=30*SIN[#1*PI/180]G18G01X[#2]Z[#3]G17G02I[-#2]#1=#1+1ENDWG00Z50M30(粗铣变形凹椭球)G54G00X30Y0Z50M03S1500Z3G01Z0F250#1=0WHILE#1GE[-90]#2=35*COS[#1*PI/180]#3=30*SIN[#1*PI/180]G18X[#2]Z[#3]#8=#2WHILE#8GE3G01X[#8]#4=0WHILE#4LT360#5=#8*COS[#4*PI/180]#6=25*SIN[#4*PI/180]G17X[#5]Y[#6]#4=#4+1ENDW#8=#8-5ENDWG01X[#2]#1=#1-10ENDWG00Z50M30(精铣)G54G00X30Y0Z50M03S1500Z5G01Z0F250#1=90WHILE#1GE0#2=36*COS[#1*PI/180]#3=31*SIN[#1*PI/180]G18G01X[#2]Z[#3]#8=0WHILE#8LT360#5=#2*COS[#8*PI/180]#6=27*SIN[#8*PI/180]G17G01X[#5]Y[#6]#8=#8+1ENDW#1=#1-1ENDWG00Z50M30(倒心)G54G00X0Y-80Z50M03S1500Z3G01Z0F250#1=0WHILE#1LT90G01Z[5*SIN[#1*PI/180]] #101=5*COS[#1*PI/180]-5 G41Y-75D101G03Y-21R130G02Y9X-25R45X0R13X25R13X0Y-21R45G03Y-75R30G01G40Y-80#1=#1+3ENDWG00Z50M30(粗铣变形凹椭球)2G54G00X0Y0Z50M03S1500Z3G01Z0F250#1=0WHILE#1GE[-90]#0=ABS[#1]+90#2=35*COS[#1*PI/180]#3=35*SIN[#1*PI/180]#4=35*COS[#0*PI/180]G18G01X[#2]Z[#3]#5=#2WHILE#5GE2G17G01X[#5]#6=0WHILE#6LT360#7=#5*COS[#6*PI/180]#8=#4*SIN[#6*PI/180]G01X[#7]Y[#8]#6=#6+1ENDW#5=#5+5ENDWG01X[#2]#1=#1-10ENDWG00Z50M30(精铣)2G54G00X0Y0Z50M03S1500Z3G01Z0F250#1=0WHILE#1GE[-90]#0=ABS[#1]+90#2=35*COS[#1*PI/180]#3=35*SIN[#1*PI/180]#4=35*COS[#0*PI/180]G18G01X[#2]Z[#3]#6=0WHILE#6LT360#7=#2*COS[#6*PI/180]#8=#4*SIN[#6*PI/180]G17G01X[#7]Y[#8]#6=#6+1ENDW#1=#1-1ENDWG00Z50M30(铣螺旋)G54G00X0Y0Z50M03S1500Z3G01Z0F250#1=3WHILE#1LT43G01X[#1]#0=0#2=0WHILE#0LT360#3=[#2+#1]*COS[#0*PI/180]#4=[#2+#1]*SIN[#0*PI/180]G01X[#3]Y[#4]#0=#0+1#2=#2+5/360ENDW#1=#1+5ENDWG00Z50M30(粗铣凸球)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1GE0#2=30*COS[#1*PI/180] #3=30*SIN[#1*PI/180]-30 G18G01X[#2]Z[#3]#4=#2WHILE#4LT43G17X[#4]G02I[-#4]#4=#4+5ENDWG01X[-#2]#1=#1-10ENDWG00Z50M30(精铣)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1GE0#2=30*COS[#1*PI/180] #3=30*SIN[#1*PI/180]-30 G18G01X[#2]Z[#3]G17G02I[-#2]#1=#1-1ENDWG00Z50M30(铣变距螺旋)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=3WHILE#1LT43 G01X[#1]Z[-#1+3]#0=0#2=0WHILE#0LT360G01Z[-#2-#1+3]X[[#2+#1]*COS[#0*PI/180]]Y[[#2+#1]*SIN[#0*PI/180]]#0=#0+1#2=#2+5/360ENDW#1=#1+5ENDWG00Z50M30(球综合粗铣)G54G00X-38Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1GE0#2=-38+15*COS[#1*PI/180]#3=15*SIN[#1*PI/180]-15G18G02X[#2]Z[#3]R15#4=#2WHILE#4LT0G01G17X[#4]G02I[-#4]#4=#4+5ENDWG01X[#2]ENDW#5=180WHILE#5LT270#6=23*COS[#5*PI/180]#7=23*SIN[#5*PI/180]-15G18G01X[#6]Z[#7]#8=#6WHILE#8GE0G01G17X[#8]G02I[-#8]#8=#8-5ENDWG17G01X[#6]#5=#5+10ENDWG00Z50M30(精铣球综合)G54G00X-38Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1GE0#2=-38+15*COS[#1*PI/180]#3=15*SIN[#1*PI/180]-15G18G02X[#2]Z[#3]R15G17G02I[-#2]#1=#1-1ENDW#5=180WHILE#5LT270#6=23*COS[#5*PI/180]#7=23*SIN[#5*PI/180]-15G18G01X[#6]Z[#7]G17G02I[-#6]#5=#5+1ENDWG00Z50M30(倒角*2)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1GE0#0=3+5*COS[#1*PI/180]#2=5*SIN[#1*PI/180]-5G18X[#0]Z[#2]#3=3WHILE#3LT43G17G01X[#3+#0]Y[-#3+3+#2]#4=0#%=0WHILE#4LT360#6=[#5+#3+#0]*COS[#4*PI/180] #7=[#5+#3+#0]*SIN[#4*PI/180] G01X[#6]Y[#7]Z[-#5+#2]#4=#4+1#5=#5+5/360ENDW#3=#3+5ENDWG00Z[#2]X10G01X[#0]#1=#1-10ENDWG00Z50M30(铣规律孔)G54G00X0Y0Z50M3S1500Z3#1=20#2=10#3=15#4=0#5=0#6=0WHILE[#1GT#7=#4#8=#5WHILE#7GTG99G81X[#8]Y[#6]Z-15R3F150 #8=#8+#1#7=#7+#1ENDW#5+#5+#3#4=#4-1#6=#6-2ENDWG00Z50M30(五角星)G54G00X0Y0Z50 M3S1500Z3G01Z0F250#1=5#2=-0.5WHILE#1LE30#3=#1*SIN[18*PI/180]/SIN[54*PI/180]G01Z[#2]G01X[#1*COS[18*PI/180]Y[#1*SIN[18*PI/180]]X[#3*COS[18*PI/180]X0Y[#1]X[-#3*COS[54*PI/180]]Y[#1*SIN[18*PI/180]X[-#1*COS[18*PI/180]]X[-#3*SIN[18*PI/180]]Y[-#3*SIN[18*PI/180]]X[-#1*SIN[36*PI/180]]Y[-#1*COS[36*PI/180]]X0Y[-#3]X[#1*SIN[36*PI/180]]Y[-#1*COS[36*PI/180]]X[#3*COS[18*PI/180]]Y[-#3*SIN[18*PI/180]]X[#1*COS[18*PI/180]]Y[#1*SIN18*PI/180]]#1=#1+2#2=#2-0.5ENDWG00Z50M30(综合球和椭球1)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1LE180#2=20*COS[#1*PI/180]#3=7*SIN[#1*PI/180]-7G18G01X[#2]Z[#3]G17G02I[-#2]#1=#1+1ENDW#0=0WHILE#0LT180#4=-27+7*COS[#0*PI/180]#5=7*SIN[#0*PI/180]-7G18G01X[#4]Z[#5]G17G02I[-#4]#0=#0+1ENDWG00Z50M30(其二)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1GE0#2=10*COS[#1*PI/180]G18G01X[#2]Z[10*SIN[#1*PI/180]-10]G17G02I[-#2]#1=#1-1.5ENDW#0=270WHILE#0LT360#4=10+25*COS[#8*PI/180]G18G01X[#4]Z[10*SIN[#0*PI/180]]#5=0WHILE#5LT360G17X[#4*COS[#5*PI/180]]Y[#4*4/5*SIN[#5*PI/180]]#5=#5+5ENDW#0=#0+1ENDWG00Z50M30(凹球2粗铣)G54G00X0Y0Z50M3S1500Z5G01Z0F250#1=90WHILE#1LT180#2=38+30*COS[#1*PI/180] #3=30*SIN[#1*PI/180]-30 G18G01X[#2]Z[#3]#4=#2WHILE#4GE0G17G01X[#4]G02I[-#4]#4=#4-5ENDWG01X[#2] #1=#1-10ENDWG00Z50M30(精铣)G54G00X0Y0Z50M3S1500Z3G01Z0F250#1=90WHILE#1LT180#2=38+30*COS[#1*PI/180]#3=30*SIN[#1*PI/180]-30G18G01X[#2]Z[#3]G17G02I[-#2]#1=#1-1ENDWG00Z50M30。
华中(HNC-21/22M)宏指令编程三维曲面铣削是数控机床加工的优势,但利用手工编程时较为复杂,一般使用CAD/CAM软件进行绘图自动编程,对于某些简单或规则的三维图形(凹凸球面、椭圆球面、抛物面、轮廓倒角倒圆等)可使用类似于高级语言的宏程序功能进行编写。
使用宏程序可进行变量的算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、赋值语句、条件语句和子程序调用语句等,减少甚至免去了手工编程时的繁琐数值计算,以及精简程序量。
对于不同的数控系统,宏程序的编写指令和格式有所差异,但编写的方法和思路基本相同。
编写宏程序前,必须选择合理的铣削路径和刀具等来保证三维曲面加工后的表面粗糙度和精度。
(一)宏变量及常量1.宏变量变量用变量符号#后跟变量号指定,如#1;变量号可以用变量或表达式来代替,此时变量或表达式必须写在中括号内,如:#[#8](假设#8=6,则#[#8]为#6)或#[#1+#2*#2]。
华中(HNC-21/22M)系统宏变量见表1-1。
在地址字后指定的所有变量或变量表达式必须放在中括号内,如:G01 X[-#1] Y[#2+#3] F[#4],变量值有符号时,必须将符号放在括号内#的前面,当调用未定义的变量时,地址字与变量被忽略。
编程时,变量与通过计算的变量赋值时只允许每个程序段写一个。
表1-1 宏变量的类型2.PI:圆周率π;TRUE:条件成立(真);FALSE:条件不成立(假)(二)运算符与表达式变量的算术与逻辑运算见表1-2。
(三)赋值语句格式:宏变量=常数或表达式把常数或表达式的值送给一个宏变量称为赋值。
例如:#3=124#2=175/SQRT[20]*COS[55*PI/180]表1-2 算术与逻辑运算格式1:IF条件表达式格式2:IF条件表达式…………ELSE ENDIF……ENDIF(五)循环语句WHILE,ENDW格式:WIIILE 条件表达式……ENDW例1-1 应用宏程序指令编写图1-1所示SR12半凸球面及50×50方台四周的C4倒角。