华中“世纪星”数控系统操作 编程及宏程序
- 格式:ppt
- 大小:6.73 MB
- 文档页数:22

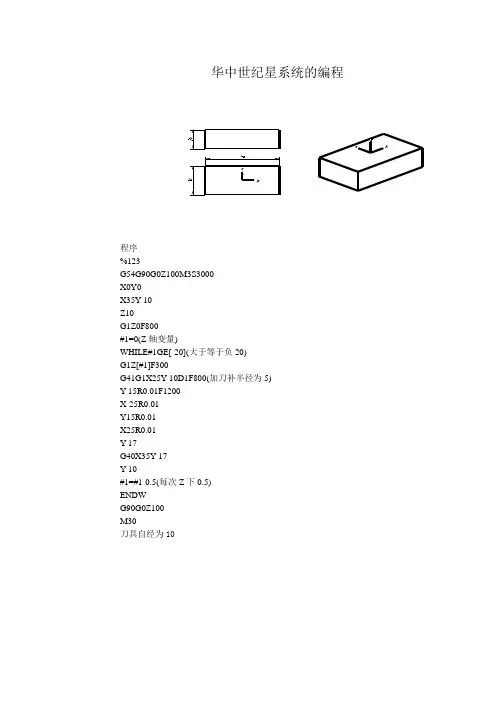
华中世纪星系统的编程程序%123G54G90G0Z100M3S3000X0Y0X35Y-10Z10G1Z0F800#1=0(Z轴变量)WHILE#1GE[-20](大于等于负20)G1Z[#1]F300G41G1X25Y-10D1F800(加刀补半径为5)Y-15R0.01F1200X-25R0.01Y15R0.01X25R0.01Y-17G40X35Y-17Y-10#1=#1-0.5(每次Z下0.5)ENDWG90G0Z100M30刀具自经为10程序%1112G54G90G0Z100M3S3000X45YOZ10G1Z-25F300#1=0(变量)WHILE#1LE[25]#2=#1-25(Z坐标)#3=SQRT[[1-[[#1]*[#1]]/[25*25]]*35*35](每层长半轴变量) #4=SQRT[[25*25]-[#1]*[#1]](没层短半轴变量)G1Z[#2]F200#0=0(角度变量)WHILE#0LE[2*PI]#5=#3*COS[#0](每层X坐标)#6=#4*SIN[#0](每层Y坐标)G64G41G1X[#5]Y[#6]D1(加刀补半径为5)#0=#0+PI/180(每次1度的变量)ENDWG40X45Y0#1=#1+0.5ENDWG90G0Z100M30用直径10的刀程序%123G54G90G0Z100M3S3000X20Y-20Z5G1Z-12F400#0=0(角度变量)WHILE#0LE[PI/2](小于等于90度)#1=12*SIN[#0]-12(Z坐标)#3=-12*COS[#0](Y坐标变量)#4=16-#3*#3/9(X变量距离)G1Z[#1]F100G41G1X20Y[#3]D1F800X16WHILE#3LE[12*COS[#0]]#5=#4+[[#3]*[#3]]/9(X坐标)G64G1X[#5]Y[#3]#3=#3+0.1ENDWX19Y-13G40X20Y-20#0=#0+PI/180ENDWG90G0Z100M30程序%123G54G90G0Z100M3S3000X0Y0Z5G1Z0F400#1=0(Z坐标变量)WHILE#1GE[-10.1]#101=5-#1*TAN[30*PI/180](刀补变量)#2=20*SIN[30*PI/180](X坐标)#3=20*COS[30*PI/180](Y坐标)G1Z[#1]F10G41G1X0Y[#3]D101F800X[-#2]F1200X-20Y0X[-#2]Y[-#3]X[#2]X20Y0X[#2]Y[#3]X-1G40X0Y0#1=#1-0.2ENDWG90G0Z100M30型腔零件程序%1213G54G90G0Z100M3S3000X0Y-25Z5G1Z0F300#1=0(Z坐标变量)WHILE#1GE[-10]#101=5-[10+#1]*TAN[30*PI/180](刀补变量) #2=20*SIN[30*PI/180](X坐标)#3=20*COS[30*PI/180](Y坐标)G1Z[#1]F10G41G1X0Y[-#3]F800X[-#2]F1200X-20Y0X[-#2]Y[#3]X[#2]X20Y0X[#2]Y[-#3]X-1G40X0Y-25#1=#1-0.5ENDWG90G0Z100M30程序R5到角(用球刀R5)%123G54G90G0Z100M3S3000X55Y0Z5G1Z-10F400#0=0(角度变量)WHILE#0LE[PI/2](小于等于90度) #1=-10*COS[#0](Z坐标变量)#101=5-10*SIN[#0](每层刀补变量) #2=25-15(图上一段距离)#3=SQRT[80*80-#2*#2](1-3点长度) #4=#2/80*25-20(1、2点X坐标)#5=#3/80*25(1、2点Y坐标)#6=#2/80*15+40(3、4点X坐标)#7=#3/80*15(3、4点Y坐标)G1Z[#1]F300G41G1X-45Y0D101F800G2X[#4]Y[#5]R25G1X[#6]Y[#7]G2Y[-#7]R15G1X[#4]Y[-#5]G2X-45Y0R25G40G1X-55Y0#0=#0+PI/180(每次加一度)ENDWG90G0Z100M30程序%126G54G90G0Z100M3S3000 X0Y-30Z5G1Z-20#101=5#1=32WHILE#1GE[12]#2=SQRT[[#1]*8]G1Z[12-#1]F400G41G1X0Y[-#2]D101F800 G2J[#2]F1200G40G1X0Y-30#1=#1-0.2ENDWG90G0Z100M30程序圆变方%123G54G90G0Z100M3S3000X0Y20Z5G1Z0F300#1=10(变量)#101=5WHILE#1GE[0]#2=30+10-[#1](X、Y的变量)#3=25*[[10-#1]/10](圆弧变量)#4=29.99-#3(圆弧大小)G1Z[-#1]F300G41G1X0Y[#2]D101F600X[-#2]R[#4]F1200Y [-#2]R[#4]X[#2]R[#4]Y[#2]R[#4]X0G40G1X0Y20#1=#1-0.5ENDWG90G0Z100M30程序%111G54G90G0Z100M3S1000X0Y0Z10G1Z0F100#0=0WHILE#0LE[PI/2]#1=20*SIN[#0]#2=30*COS[#0]#6=20*COS[#0]#101=5-5*SIN[#0]G1Z[-#1]F10#3=0WHILE#3LE[2*PI]#4=#2*COS[#3]#5=#6*SIN[#3]G64G41X[#4]Y[#5]D101F2000#3=#3+0.02ENDWG40X0Y0#0=#0+0.02ENDWG0Z100M30第 1 个点坐标: X=-23.511 Y=-32.361 第 2 个点坐标: X=-14.531 Y=-4.721 第 3 个点坐标: X=-38.042 Y=12.361 第4 个点坐标: X=-8.981 Y=12.361 第 5 个点坐标: X=0.000 Y=40.000 第 6 个点坐标: X=8.981 Y=12.361 第7 个点坐标: X=38.042 Y=12.361 第8 个点坐标: X=14.531 Y=-4.721 第9 个点坐标: X=23.511 Y=-32.361 第10 个点坐标: X=0.000 Y=-15.279 %123G54G90G0Z100M3S1000X-29Y-40Z5G1Z0F100#1=0WHILE#1GE[-10]#101=5-[-#1]*TAN[30*PI/180]G1Z[-10-#1]F10G41G1 X-23.511 Y-32.361D101F400X-14.531 Y-4.721 X-38.042 Y12.361 X-8.981 Y12.361 X0.000 Y40.000 X8.981 Y12.361 X38.042 Y12.361 X14.531 Y-4.721 X23.511 Y-32.361 X0.000 Y-15.279 X-23.511 Y-32.361 G40X-29Y-40#1=#1-0.2 ENDWG90G0Z100M30。
世纪星车床数控系统HNC-21/22T编程说明书华中科技大学国家数控系统工程技术研究中心华中数控股份2003年6月前言非常感您选用了本公司生产的HNC-21/22世纪星系列数控系统。
本说明书详细介绍了数控编程基本知识、指令体系、各指令功能的特点、注意事项和宏指令编程方法,并配以大量典型编程实例和图例加以说明。
既可作为世纪星车床数控系统产品说明书,也可作为数控编程的培训教材。
在使用本产品前,请先仔细阅读本说明书,以达到最佳使用效果。
请妥善保存说明书,并交最终使用者认真阅读。
本说明书为华中数控股份所有。
华中科技大学国家数控系统工程技术研究中心华中数控股份2003年5月目录第一章概述 (1)1.1 数控编程概述 (1)1.2数控编程基本知识 (1)1.2.1 机床坐标轴 (1)1.2.2 机床坐标系、机床零点和机床参考点 (3)1.2.3 工件坐标系、程序原点和对刀点 (4)第二章零件程序的结构 (5)2.1 指令字的格式 (5)2.2 程序段的格式 (6)2.3 程序的一般结构 (6)2.4 程序的文件名 (7)第三章HNC-21/22T数控系统的编程指令体系 (8)3.1 辅助功能M代码 (8)3.1.1 CNC定的辅助功能 (9)(1)程序暂停M00 (9)(2)程序结束M02 (9)(3) 程序结束并返回到零件程序头M30 (9)(4) 子程序调用M98及从子程序返回M99 (9)3.1.2 PLC设定的辅助功能 (11)(1) 主轴控制指令M03、M04、M05 (11)(2) 冷却液打开、停止指令M07、M08、M09 (11)3.2 主轴功能S、进给功能F和刀具功能T (11)3.2.1 主轴功能S (11)3.2.2 进给速度F (11)3.2.3 刀具功能(T机能) (12)3.3 准备功能G代码 (12)3.3.1有关单位设定的G功能 (14)(1) 尺寸单位选择G20,G21 (14)(2) 进给速度单位的设定G94、G95 (14)3.3.2 有关坐标系和坐标的G功能 (15)(1) 绝对值编程G90与相对值编程G91 (15)(2) 坐标系设定G92 (16)(3) 坐标系选择G54~G59 (18)(4) 直接机床坐标系编程G53 (19)(5) 直径方式和半径方式编程 (19)3.3.3 进给控制指令 (20)(1) 快速定位G00 (20)(2) 线性进给G01 (21)(3) 圆弧进给G02/G03 (22)(3)倒角加工 (24)(4) 螺纹切削G32 (28)3. 3.4 回参考点控制指令 (31)(1) 自动返回参考点G28 (31)(2) 自动从参考点返回G29 (31)3.3.5暂停指令G04 (32)3.3.6 恒线速度指令G96、G97 (33)3.3.7 简单循环 (34)(1) (外)径切削循环G80 (34)圆柱面(外)径切削循环 (34)园锥面(外)径切削循环 (35)(2) 端面切削循环G81 (37)端平面切削循环 (37)园锥端面切削循环 (38)(3) 螺纹切削循环G82 (39)直螺纹切削循环 (39)锥螺纹切削循环 (40)3.3.7复合循环 (42)(1) (外)径粗车复合循环G71 (42)(2) 端面粗车复合循环G72 (48)(3) 闭环车削复合循环G73 (53)(4) 螺纹切削复合循环G76 (55)(5) 复合循环指令注意事项 (57)3.3.8 刀具补偿功能指令 (58)3.3.9综合编程实例 (66)3.4 宏指令编程 (71)3.4.1 宏变量及常量 (71)(1) 宏变量 (71)(2) 常量 (74)3.4.2 运算符与表达式 (74)(1) 算术运算符: (74)(2) 条件运算符 (75)(3) 逻辑运算符 (75)(4) 函数 (75)(5) 表达式 (75)3.4.3 赋值语句 (75)3.4.4 条件判别语句IF, ELSE,ENDIF (75)3.4.5 循环语句WHILE,ENDW (75)附表1准备功能一览表 (77)附表2直径编程注意条件 (78)附录1HNC-21T车削循环宏程序 (79)(1) 车削循环指令的实现及子程序调用的参数传递 (79)(2) 车削循环指令的宏程序实现 (83)第一章 概述本书针对HNC-21/22T 世纪星数控车床系统进行编程说明,其编程语言为广泛使用的ISO 码。


世纪星车床数控系统HNC-21/22T编程说明书华中科技大学国家数控系统工程技术研究中心武汉华中数控股份有限公司2003年6月前言非常感谢您选用了本公司生产的HNC-21/22世纪星系列数控系统。
本说明书详细介绍了数控编程基本知识、指令体系、各指令功能的特点、注意事项和宏指令编程方法,并配以大量典型编程实例和图例加以说明。
既可作为世纪星车床数控系统产品说明书,也可作为数控编程的培训教材。
在使用本产品前,请先仔细阅读本说明书,以达到最佳使用效果。
请妥善保存说明书,并交最终使用者认真阅读。
本说明书版权为武汉华中数控股份有限公司所有。
华中科技大学国家数控系统工程技术研究中心武汉华中数控股份有限公司2003年5月目录第一章概述 (1)1.1 数控编程概述 (1)1.2数控编程基本知识 (1)1.2.1 机床坐标轴 (1)1.2.2 机床坐标系、机床零点和机床参考点 (3)1.2.3 工件坐标系、程序原点和对刀点 (4)第二章零件程序的结构 (5)2.1 指令字的格式 (5)2.2 程序段的格式 (6)2.3 程序的一般结构 (6)2.4 程序的文件名 (7)第三章HNC-21/22T数控系统的编程指令体系 (8)3.1 辅助功能M代码 (8)3.1.1 CNC内定的辅助功能 (9)(1)程序暂停M00 (9)(2)程序结束M02 (9)(3) 程序结束并返回到零件程序头M30 (9)(4) 子程序调用M98及从子程序返回M99 (9)3.1.2 PLC设定的辅助功能 (11)(1) 主轴控制指令M03、M04、M05 (11)(2) 冷却液打开、停止指令M07、M08、M09 (11)3.2 主轴功能S、进给功能F和刀具功能T (11)3.2.1 主轴功能S (11)3.2.2 进给速度F (11)3.2.3 刀具功能(T机能) (12)3.3 准备功能G代码 (12)3.3.1有关单位设定的G功能 (15)(1) 尺寸单位选择G20,G21 (15)(2) 进给速度单位的设定G94、G95 (16)3.3.2 有关坐标系和坐标的G功能 (16)(1) 绝对值编程G90与相对值编程G91 (16)(2) 坐标系设定G92 (18)(3) 坐标系选择G54~G59 (20)(4) 直接机床坐标系编程G53 (21)(5) 直径方式和半径方式编程 (21)3.3.3 进给控制指令 (22)(1) 快速定位G00 (22)(2) 线性进给G01 (23)(3) 圆弧进给G02/G03 (24)(3)倒角加工 (26)(4) 螺纹切削G32 (30)3. 3.4 回参考点控制指令 (33)(1) 自动返回参考点G28 (33)(2) 自动从参考点返回G29 (33)3.3.5暂停指令G04 (34)3.3.6 恒线速度指令G96、G97 (35)3.3.7 简单循环 (36)(1) 内(外)径切削循环G80 (36)圆柱面内(外)径切削循环 (36)园锥面内(外)径切削循环 (37)(2) 端面切削循环G81 (39)端平面切削循环 (39)园锥端面切削循环 (40)(3) 螺纹切削循环G82 (41)直螺纹切削循环 (41)锥螺纹切削循环 (42)3.3.7复合循环 (44)(1) 内(外)径粗车复合循环G71 (44)(2) 端面粗车复合循环G72 (50)(3) 闭环车削复合循环G73 (55)(4) 螺纹切削复合循环G76 (57)(5) 复合循环指令注意事项 (59)3.3.8 刀具补偿功能指令 (60)3.3.9综合编程实例 (68)3.4 宏指令编程 (73)3.4.1 宏变量及常量 (73)(1) 宏变量 (73)(2) 常量 (76)3.4.2 运算符与表达式 (76)(1) 算术运算符: (76)(2) 条件运算符 (77)(3) 逻辑运算符 (77)(4) 函数 (77)(5) 表达式 (77)3.4.3 赋值语句 (77)3.4.4 条件判别语句IF,ELSE,ENDIF (77)3.4.5 循环语句WHILE,ENDW (77)附表1准备功能一览表 (79)附表2直径编程注意条件 (80)附录1HNC-21T车削循环宏程序 (81)(1) 车削循环指令的实现及子程序调用的参数传递 (81)(2) 车削循环指令的宏程序实现 (85)第一章 概述本书针对HNC-21/22T 世纪星数控车床系统进行编程说明,其编程语言为广泛使用的ISO 码。
XD-40铣床(华中数控HNC-21M)使用说明书(电气部分)出厂编号中华人民共和国大连机床集团有限责任公司序首先感谢您使用本公司的产品,我们深信您所购买的产品具有坚实与高精度的品质,配合适当的维护,在未来的时间里,将带给您更优越的加工产品品质。
由于本公司持续不断地提高产品性能,同时您也可能有特殊要求,因此您可能会发现送达贵公司的机床与本文件有些差异,此仅表示新的改善方案已运用到您的机床上。
如有任何问题,请随时与本公司联系。
说明书中的所有附图与画面,均只是用于图解说明,有助于用户了解。
说明书中并不提供所有构件的实际尺寸或公差值。
本公司有对本产品、机床规格及各种机床文件进行修改或完善的权利,没有告知先前使用者这些修正或改善的义务。
本机床所有随机文件在未得到本公司书面同意前,不得以任何形式或方法来重新制作、翻印或影印。
本公司保留上述有关权利。
目录1、电气安全2、机床电气概述3、机床操作概述4、机床编程概述5、机床电气维修概述附件A:电气原理及接线图1 电气安全1.1 安全预防本机床安装有许多安全设置,以避免遭受伤害或破坏,操作者不能仅依赖于本机床的这些保护装置,而应该了解以下各章节说明后,方可进行操作和维修。
切不可随意操作、维修机床。
否则将大大增加个人伤害、机床损伤的可能性。
经过对本手册的阅读以及结合您对机床操作的常识及经验,将会降低非加工时间、提升生产效率及提高操作机床的安全性。
因在特殊运用的场合而附加的安全因素必须加以考虑,请参考相关的安全作业规章制度。
重要守则★未经培训的人员禁止维护或操作本机床;★禁止操作工尝试维修本机床;★请谨慎工作并随时注意安全。
如您身体已受药物或酒精的影响,请勿操作或维修本机床;★请勿使用压缩空气直接对着控制面板、电气箱喷吹;★必须知道“紧急停止按钮”所在位置;★如发生停电,应立即关闭总电源;★请勿改变参数、数量及其它设定值。
如有必要更改,请修正前先记录相关改动;★请勿让机床在无人看护下运转;★每日工作结束后,请将主电源关闭;1.2 电气安全装置及作用在特别留意上述章节之安全建议外,请了解下表的安全装置及其作用,以保证机床的正常运转和人身安全。
世纪星车床数控系统HNC-21/22T编程说明书华中科技大学国家数控系统工程技术研究中心武汉华中数控股份有限公司2003年6月前言非常感谢您选用了本公司生产的HNC-21/22世纪星系列数控系统。
本说明书详细介绍了数控编程基本知识、指令体系、各指令功能的特点、注意事项和宏指令编程方法,并配以大量典型编程实例和图例加以说明。
既可作为世纪星车床数控系统产品说明书,也可作为数控编程的培训教材。
在使用本产品前,请先仔细阅读本说明书,以达到最佳使用效果。
请妥善保存说明书,并交最终使用者认真阅读。
本说明书版权为武汉华中数控股份有限公司所有。
华中科技大学国家数控系统工程技术研究中心武汉华中数控股份有限公司2003年5月目录第一章概述 (1)1.1 数控编程概述 (1)1.2数控编程基本知识 (1)1.2.1 机床坐标轴 (1)1.2.2 机床坐标系、机床零点和机床参考点 (3)1.2.3 工件坐标系、程序原点和对刀点 (4)第二章零件程序的结构 (5)2.1 指令字的格式 (5)2.2 程序段的格式 (6)2.3 程序的一般结构 (6)2.4 程序的文件名 (7)第三章HNC-21/22T数控系统的编程指令体系 (8)3.1 辅助功能M代码 (8)3.1.1 CNC内定的辅助功能 (9)(1)程序暂停M00 (9)(2)程序结束M02 (9)(3) 程序结束并返回到零件程序头M30 (9)(4) 子程序调用M98及从子程序返回M99 (9)3.1.2 PLC设定的辅助功能 (11)(1) 主轴控制指令M03、M04、M05 (11)(2) 冷却液打开、停止指令M07、M08、M09 (11)3.2 主轴功能S、进给功能F和刀具功能T (11)3.2.1 主轴功能S (11)3.2.2 进给速度F (11)3.2.3 刀具功能(T机能) (12)3.3 准备功能G代码 (12)3.3.1有关单位设定的G功能 (15)(1) 尺寸单位选择G20,G21 (15)(2) 进给速度单位的设定G94、G95 (16)3.3.2 有关坐标系和坐标的G功能 (16)(1) 绝对值编程G90与相对值编程G91 (16)(2) 坐标系设定G92 (18)(3) 坐标系选择G54~G59 (20)(4) 直接机床坐标系编程G53 (21)(5) 直径方式和半径方式编程 (21)3.3.3 进给控制指令 (22)(1) 快速定位G00 (22)(2) 线性进给G01 (23)(3) 圆弧进给G02/G03 (24)(3)倒角加工 (26)(4) 螺纹切削G32 (30)3. 3.4 回参考点控制指令 (33)(1) 自动返回参考点G28 (33)(2) 自动从参考点返回G29 (33)3.3.5暂停指令G04 (34)3.3.6 恒线速度指令G96、G97 (35)3.3.7 简单循环 (36)(1) (外)径切削循环G80 (36)圆柱面内(外)径切削循环 (36)园锥面内(外)径切削循环 (37)(2) 端面切削循环G81 (39)端平面切削循环 (39)园锥端面切削循环 (40)(3) 螺纹切削循环G82 (41)直螺纹切削循环 (41)锥螺纹切削循环 (42)3.3.7复合循环 (44)(1) (外)径粗车复合循环G71 (44)(2) 端面粗车复合循环G72 (50)(3) 闭环车削复合循环G73 (55)(4) 螺纹切削复合循环G76 (57)(5) 复合循环指令注意事项 (59)3.3.8 刀具补偿功能指令 (60)3.3.9综合编程实例 (68)3.4 宏指令编程 (73)3.4.1 宏变量及常量 (73)(1) 宏变量 (73)(2) 常量 (76)3.4.2 运算符与表达式 (76)(1) 算术运算符: (76)(2) 条件运算符 (77)(3) 逻辑运算符 (77)(4) 函数 (77)(5) 表达式 (77)3.4.3 赋值语句 (77)3.4.4 条件判别语句IF,ELSE,ENDIF (77)3.4.5 循环语句WHILE,ENDW (77)附表1准备功能一览表 (79)附表2直径编程注意条件 (80)附录1HNC-21T车削循环宏程序 (81)(1) 车削循环指令的实现及子程序调用的参数传递 (81)(2) 车削循环指令的宏程序实现 (85)第一章 概述本书针对HNC-21/22T 世纪星数控车床系统进行编程说明,其编程语言为广泛使用的ISO 码。
华中数控宏程序教程华中数控宏程序教程是指针对华中数控系统而编写的一系列宏程序教学资料,旨在帮助学员快速掌握该系统的宏指令和宏程序编写方法。
本文将从华中数控宏程序教程的内容、重要性和应用场景三个方面进行详细阐述。
一、华中数控宏程序教程的内容华中数控宏程序教程主要包含以下内容:1. 单个宏指令的使用方法和作用;2. 宏指令的组合使用方法及宏程序的编写流程;3. 常用的数学运算、逻辑运算和字符处理指令的使用;4. 在实际加工中的应用场景及案例详解;5. 如何调试、修改和优化宏程序。
以上内容涵盖了华中数控宏程序所需的全部知识,对于初学者而言,可以通过本教程快速熟悉宏程序的编写方法及其应用场景,提高编程效率。
二、华中数控宏程序教程的重要性华中数控系统是一种高精度、高稳定性、高可靠性的数控系统,它在工业生产中得到了广泛的应用。
而在具体的加工过程中,宏程序的编写与调试是至关重要的过程,宏指令不仅可以实现加工自动化,还可以提高加工精度和加工效率。
因此,精通华中数控宏程序的编写方法和调试技巧是非常重要的,这可以提高生产效率,节约加工成本,使企业更具竞争力,在市场竞争中处于优势地位。
而华中数控宏程序教程正是为了满足这个需求而编写的。
三、华中数控宏程序教程的应用场景华中数控宏程序教程主要应用场景为各类数控加工领域,例如金属加工、木材加工、塑料加工等等。
在这些领域中,高效、精准、安全的生产方式是生产过程中的共同要求,而华中数控宏程序正是在这些要求的基础上得以推广和应用的。
在具体应用中,华中数控宏程序可以实现各种形式的加工控制,如载刀量控制、自动换刀、自动选择加工路径等等。
而这些功能的实现离不开宏程序编写的高效和准确。
除了在生产中的实际应用,华中数控宏程序的教学与推广也是非常重要的。
当前数控领域的工程师正面临着市场需求的压力和生产效率的要求,而对于初学者而言,华中数控宏程序教程的学习则是他们入门学习的重要部分,在生产实践中比拥有高精度加工机床更为重要。
宏程序加工实例一、宏指令编程1宏变量及常量(1)宏变量#0~#49当前局部变量#50~#199全局变量#200~#249 0层局部变量#250~#299 1层局部变量#300~#349 2层局部变量#350~#399 3层局部变量#400~#449 4层局部变量#450~#499 5层局部变量#500~#549 6层局部变量#550~#599 7层局部变量#600~#699刀具长度寄存器H0~H99#700~#799刀具半径寄存器D0~D99#800~#899刀具寿命寄存器#1000“机床当前位置X”#1001“机床当前位置Y”#1002“机床当前位置Z”#1003“机床当前位置A”#1004“机床当前位置B”#1005“机床当前位置C”#1006“机床当前位置U”#1007“机床当前位置V”#1008“机床当前位置W”#1009保留#1010“程编机床位置X”#1011“程编机床位置Y”#1012“程编机床位置Z”#1013“程编机床位置A”#1014“程编机床位置B”#1015“程编机床位置C”#1016“程编机床位置U”#1017“程编机床位置V”#1018“程编机床位置W”#1019保留#1020“程编工件位置X”#1021“程编工件位置Y”#1022“程编工件位置Z”#1023“程编工件位置A”#1024“程编工件位置B”#1025“程编工件位置C”#1026“程编工件位置U”#1027“程编工件位置V”#1028“程编工件位置W”#1029保留53#1030“当前工件零点X”#1031“当前工件零点Y”#1032“当前工件零点Z”#1033“当前工件零点A”#1034“当前工件零点B”#1035“当前工件零点C”#1036“当前工件零点U”#1037“当前工件零点V”#1038“当前工件零点W”#1039保留#1040“G54零点X”#1041“G54零点Y”#1042“G54零点Z”#1043“G54零点A”#1044“G54零点B”#1045“G54零点C”#1046“G54零点U”#1047“G54零点V”#1048“G54零点W”#1049保留#1050“G55零点X”#1051“G55零点Y”#1052“G55零点Z”#1053“G55零点A”#1054“G55零点B”#1055“G55零点C”#1056“G55零点U”#1057“G55零点V”#1058“G55零点W”#1059保留#1060“G56零点X”#1061“G56零点Y”#1062“G56零点Z”#1063“G56零点A”#1064“G56零点B”#1065“G56零点C”#1066“G56零点U”#1067“G56零点V”#1068“G56零点W”#1069保留#1070“G57零点X”#1071“G57零点Y”#1072“G57零点Z”#1073“G57零点A”#1074“G57零点B”#1075“G57零点C”#1076“G57零点U”#1077“G57零点V”#1078“G57零点W”#1079保留#1080“G58零点X”#1081“G58零点Y”#1082“G58零点Z”#1083“G58零点A”#1084“G58零点B”#1085“G58零点C”#1086“G58零点U”#1087“G58零点V”#1088“G58零点W”#1089保留#1090“G59零点X”#1091“G59零点Y”#1092“G59零点Z”#1093“G59零点A”#1094“G59零点B”#1095“G59零点C”#1096“G59零点U”#1097“G59零点V”#1098“G59零点W”#1099保留#1100“中断点位置X”#1101“中断点位置Y”#1102“中断点位置Z”#1103“中断点位置A”#1104“中断点位置B”#1105“中断点位置C”#1106“中断点位置U”#1107“中断点位置V”#1108“中断点位置W”#1109“坐标系建立轴”#1110“G28中间点位置X”#1111“G28中间点位置Y”#1112“G28中间点位置Z”#1113“G28中间点位置A”#1114“G28中间点位置B”#1115“G28中间点位置C”#1116“G28中间点位置U”#1117“G28中间点位置V”#111“8G28中间点位置W”#1119“G28屏蔽字”#1120“镜像点位置X”#1121“镜像点位置Y”#1122“镜像点位置Z”#1123“镜像点位置A”#1124“镜像点位置B”#1125“镜像点位置C”#1126“镜像点位置U”#1127“镜像点位置V”#1128“镜像点位置W”#1129“镜像屏蔽字”#1130“旋转中心(轴1)”#1131“旋转中心(轴2)”#1132“旋转角度”#1133“旋转轴屏蔽字”#1134保留#1135“缩放中心(轴1)”#1136“缩放中心(轴2)”#1137“缩放中心(轴3)”#1138“缩放比例”#1139“缩放轴屏蔽字”#1140“坐标变换代码1”#1141“坐标变换代码2”#1142“坐标变换代码3”#1143保留#1144“刀具长度补偿号”#1145“刀具半径补偿号”#1146“当前平面轴1”#1147“当前平面轴2”#1148“虚拟轴屏蔽字”#1149“进给速度指定”#1150“G代码模态值0”#1151“G代码模态值1”#1152“G代码模态值2”#1153“G代码模态值3”#1154“G代码模态值4”#1155“G代码模态值5#1156“G代码模态值6”#1157“G代码模态值7”#1158“G代码模态值8”世纪星铣床数控系统(HNC-21/22M)编程说明书54#1159“G代码模态值9”#1160“G代码模态值10”#1161“G代码模态值11”#1162“G代码模态值12”#1163“G代码模态值13”#1164“G代码模态值14”#1165“G代码模态值15”#1166“G代码模态值16”#1167“G代码模态值17”#1168“G代码模态值18”#1169“G代码模态值19”#1170“剩余CACHE”#1171“备用CACHE”#1172“剩余缓冲区”#1173“备用缓冲区”#1174保留#1175保留#1176保留#1177保留#1178保留#1179保留#1180保留#1181保留#1182保留#1183保留#1184保留#1185保留#1186保留#1187保留#1188保留#1189保留#1190“用户自定义输入”#1191“用户自定义输出”#1192“自定义输出屏蔽”#1193保留#1194保留(2)常量PI:圆周率πTRUE:条件成立(真)FALSE:条件不成立(假)2运算符与表达式(1)算术运算符:+,-,*,/(2)条件运算符EQ(=),NE(≠),GT(>),GE(≥),LT(<),LE(≤)(3)逻辑运算符AND,OR,NOT(4)函数SIN,COS,TAN,ATAN,A TAN2,ABS,INT,SIGN,SQRT,EXP(5)表达式用运算符连接起来的常数,宏变量构成表达式。