多模滑动式拉丝机配模计算
- 格式:ppt
- 大小:94.00 KB
- 文档页数:9
1.配模指南-拉丝配模四个步骤和关键数据计算方法概要:拉丝配模是金属丝拉拔时根据坯料尺寸及金属丝尺寸确定拉拔道次、拉丝模模孔尺寸及形状的工作,也叫拉拔程序或拉拔路线的制定。
可以分为单道次拉丝配模和多道次拉丝配模。
拉丝配模主要步骤包括以下四个步骤:1.选择坯料;2.确定中间退火次数;3.确定拉拔道次和分配道次延伸系数;4.配模校核.文章就圆形断面金属拉丝和异型断面金属拉丝两种情况,具体介绍拉丝配模步骤和计算方法。
2.滑动式拉丝机配模原理及配模计算实例介绍概要:拉丝配模指的是我们拉制过程中,对每道拉伸线模进行选择的方法。
合理的配模有两个要点,一是机械;滑动式拉丝机有其固定的拉线轮速比,通过实动式拉丝机配模计算实例,计算拉7.2mm铜杆至1.6mm铜线的相关数据;正文开始:写在前面:拉丝配模方法很多,很容易造成混淆,其中最根本的就是滑动系数的取值问题。
取大了有何优、缺点,取小一点又有何优、缺点,弄明白了,就会在工作中游刃有余。
死套某点,在实际中是不可能做到的。
不是简单计算,用公式一算就满足了。
如果你厂有50台机。
同是拉6种以上规格丝,如果按照某一种公式死套,想想最小要配几套模具。
所谓拉丝模具配完后,就要估计哪只模可能会引起断线。
哪个模会缩丝。
要估计断线是何原因,不要一断线就是铜杆空心,实际上,70%以上的空心铜与断线是自己拉丝造成的。
拉丝模具配模方法最常见的有以下三种:1.应用绝对滑动系数配模方法(J法),应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
2.传统理论配模方法(C法配模),以往定义符号从进线始,这里为了计算机计算方便(用Execl电子表格),刚好相反从出口模开始.3.新理论配模方法(X法配模),应用基础:即安全(不断线)顺利(能连续)拉线,又能把滑动降到最低.三种配模方法各有特点.C法,对设备,模具要求不严;X法和J法对设备精度要求高,对模具公差要求严,操作者的操作水平要求高.X法与系列套模相结合,效果更好.下面对这三种配模方法做具体介绍:一、应用绝对滑动系数配模方法(J法)应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
配模指南-拉丝配模四个步骤和关键数据计算方法整理:拉丝模1.什么是拉丝配模?拉丝配模是金属丝拉拔时根据坯料尺寸及金属丝尺寸确定拉拔道次、拉丝模模孔尺寸及形状的工作,也叫拉拔程序或拉拔路线的制定。
可以分为单道次拉丝配模和多道次拉丝配模。
单道次拉丝配模指在一台拉丝机上每次拉拔时金属丝只通过一个模子的拉拔配模。
多道次拉丝配模指在一台拉丝机上金属丝同时连续通过几个或十几个模子的拉拔配模。
它又分滑动式连续多道次拉丝配模和非滑动式连续多道次拉丝配模。
2.拉丝配模步骤和注意事项:拉丝配模主要步骤包括以下4个步骤:(1)选择坯料;(2)确定中间退火次数;(3)确定拉拔道次和分配道次延伸系数;(4)配模校核。
拉丝配模过程中有以下3点注意事项:(1)在保证拉丝过程稳定的条件下,充分利用金属的塑性和最少的拉拔道次达到提高拉拔生产率的目的;(2)合理分配道次延伸系数,以获得精确的尺寸、正确的断面形状及良好的表面质量;(3)配模参数与拉丝机的主要参数相适应。
下面就圆形断面金属拉丝和异型断面金属拉丝两种情况,具体介绍拉丝配模步骤和计算方法。
一、圆断面金属丝配模具体方法1.坯料选择:坯料的尺寸和断面形状应根据成品金属丝要求的状态、尺寸精度、力学性能、金属丝尺寸系列化生产及坯料的生产方式等情况选择确定。
圆丝的坯料一般为轧制、挤压及铸轧的盘条,也有采用连铸或锻造的坯料。
型丝的坯料,除了考虑尺寸大小外,还需考虑断面形状的相似性,以利于由坯料的断面形状逐步过渡到成品型丝断面形状的要求,如矩形丝选择矩形断面的坯料,双沟电车线选择圆形断面的线坯等。
2.确定中间退火次数:在拉拔过程中明显发生加工硬化的金属及合金,需要进行中间退火,恢复塑性利于继续拉拔。
对塑性好的如铜、铝等的粗线,可以不进行中间退火。
中间退火次数N用下式确定:(1)式中λΣ为由坯料至成品丝的总延伸系数;为退火问的平均总延伸系数。
3.确定拉拔道次和分配道次延伸系数拉拔道次n根据总延伸系数(无中间退火时)λΣ或两次退火间的总延伸系数λT和道次平均延伸系数确定:道次延伸系数分配分中间道次的延伸系数相等的及顺次递减的两种方案。
拉丝配模计算信息来源:金属制品日期:2013-12-30 点击:33 文字大小:[大][中][小]拉丝的方式有单拉和连拉两种,单次拉丝机每次通过一个模具拉拔,当一盘丝拉完后,将丝材从卷筒上取下,重新穿头,进行下道次的拉拔。
为提高拉拔速度和减少辅助操作时间,提高生产效率,常将数台单拉机串联起来,组成连续拉丝机,这样一次可连续穿几个模子,实现连续拉拔。
显而易见,在连续拉拔中,丝材直径变细,长度增加,要保证连拉正常运行,丝材与各卷筒(塔轮)之间有一定的配合关系的。
根据通过模具后丝材与卷筒(塔轮)有无相对运动,连续拉丝机可分为非滑动式和滑动式两种。
老式积线式滑轮拉丝机和现代直线式拉丝机拉拔过程中丝材与卷筒之间没有相对滑动,称为非滑动式拉丝机。
水箱式拉丝机拉拔过程中,丝材和塔轮之间存在相对滑动,称为滑动式拉丝机。
9.1. 非滑动拉丝机配模计算9.1.1. 拉拔道次估算减面率是实际生产中最常使用的变形参数,用同一道次减面率连续拉拔数道次后的总减面率,并不等于各道次减面率之和,为便于根据总减面率确定拉拔道次,提供道次减面率与总减面率计算表,如表12。
拉拔时,总减面率的选择和各道次之间减面率分配方法可参考本文6.6节提供的原则确定。
此外线材直径和强度与摩擦力也有一定的关系。
摩擦力过小,牵引力不足,易引起断丝。
摩擦力过大,在滑动时,丝材不易松开,将引起该级阶梯伸出端丝材松弛,塔轮表面压线,甚至断头。
丝材在塔轮表面缠绕圈数过多和塔轮表面出现粗糙或出现沟槽都是造成摩擦力过大的主要原因。
因此,实际操作中一般前几个模子出线端绕2~3圈,接近成品时绕1~2圈。
拉拔较细丝时,所绕圈数应更少,甚至只绕半圈。
十四模拉丝机一般只绕半圈。
9.2.2. 滑动式拉丝机配模计算在滑动式拉丝机上,除最后一道次(K道次)线速等于轮速(B K=V K),因而没有滑动外,其余各道次的轮速均大于线速(V n>B n)。
表示滑动程度大小的概念有:绝对滑动量,相对滑动率(简称滑动率),相对前滑系数(简称滑动系数),累计滑动率,累计滑动系数。
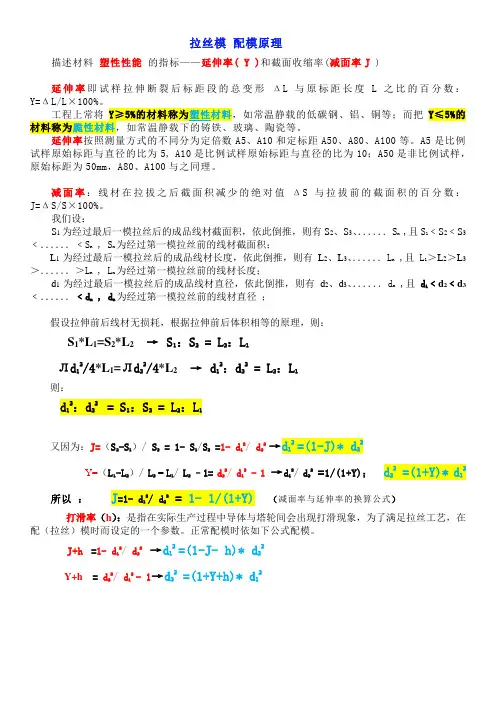
拉丝模配模原理描述材料塑性性能的指标——延伸率( Y )和截面收缩率(减面率J )延伸率即试样拉伸断裂后标距段的总变形ΔL与原标距长度L之比的百分数:Y=ΔL/L×100%。
工程上常将Y≥5%的材料称为塑性材料,如常温静载的低碳钢、铝、铜等;而把Y≤5%的材料称为脆性材料,如常温静载下的铸铁、玻璃、陶瓷等。
延伸率按照测量方式的不同分为定倍数A5、A10和定标距A50、A80、A100等。
A5是比例试样原始标距与直径的比为5, A10是比例试样原始标距与直径的比为10;A50是非比例试样,原始标距为50mm,A80、A100与之同理。
减面率:线材在拉拔之后截面积减少的绝对值ΔS与拉拔前的截面积的百分数:J=ΔS/S×100%。
我们设:S1为经过最后一模拉丝后的成品线材截面积,依此倒推,则有S2、S3、......S n,且S1﹤S2﹤S3﹤......﹤S n , S n为经过第一模拉丝前的线材截面积;L1为经过最后一模拉丝后的成品线材长度,依此倒推,则有L2、L3、......L n ,且L1>L2>L3>......>L n , L n为经过第一模拉丝前的线材长度;d1为经过最后一模拉丝后的成品线材直径,依此倒推,则有d2、d3、......d n ,且d1﹤d2﹤d3﹤......﹤d n , d n为经过第一模拉丝前的线材直径;假设拉伸前后线材无损耗,根据拉伸前后体积相等的原理,则:S1*L1=S2*L2→ S1:S2 = L2:L1Лd12/4*L1=Лd22/4*L2→ d12:d22 = L2:L1则:d12:d22 = S1:S2 = L2:L1又因为:J=(S2-S1)/ S2 = 1- S1/S2 =1- d12/ d22→d12 =(1-J)* d22Y=(L1-L2)/L2 = L1/L2 –1= d22/d12 - 1 →d12/d22 =1/(1+Y);d22 =(1+Y)* d12所以:J=1- d12/ d22 = 1- 1/(1+Y) (减面率与延伸率的换算公式)打滑率(h):是指在实际生产过程中导体与塔轮间会出现打滑现象,为了满足拉丝工艺,在配(拉丝)模时而设定的一个参数。
拉丝设备的配模计算(2009/08/06 11:23)很多厂家买了设备,在刚开始试机过程中,因模具配比不当造成的损失也经常出现。
现在本人根据现场经验结合实际,总结一下模具和设备统一的计算方法。
要正确配模,首先要知道所购设备的机械减面率。
这在设备规范里都有注明的。
目前国内拉丝机的机械减面率如下:20D(普通双变频微拉机) 11% 定速轮减面率4%24VX(立失单变频微拉机) 8% 定速轮减面率6%21D(特制微拉机,本公司专有机型) 11%+8% 定速轮减面率 6%22D(立式双变频细拉机) 15% 定速轮减面率8%24D(立式双变频细拉机) 13% 定速轮减面率8%24DW(卧式单变频细拉机,本公司专有机型)13% 定速轮减面率8%14D(中线伸线机) 15% 定速轮减面率8%17D (链条中拉机) 15 % 定速轮减面率13%17DS (铸造箱体齿轮中拉) 20% 定速轮减面率13.5 %13D (钢板焊接齿轮中拉) 18% 定速轮减面率13%知道这些设备的减面率,配模就有理论根据了。
一般情况下,考虑到塔轮上的滑差系数,模具的配比要大于设备减面率2---6%之间。
具体选多少,主要看铜线材料好坏,铜材质量好,塔轮上滑动系数取小一点,铜材不好,为了方便把机器开起来,可以把塔轮滑动系数放的大一点。
也就是说,塔轮的滑动系数放小了,对铜材要求高,同时因塔轮上滑动小,塔轮寿命长。
相反,塔轮滑动系数放大,会比较好开,但是塔轮寿命会缩短。
所以要根据自己实际的铜杆质量配模比较理想。
配模公式:1-【(下模)×(下模)÷(上模)×(上模)】=机械减面率+2—6%例如24D的拉丝机,如果知道上模尺寸,推算下模规格,如下:进线0.8MM 24D的机械减面率是13%,按照一般的铜材质量,取塔轮滑动系数在2.5%,这样推导出下模规格是:1-【(下模×下模)÷(0.8×0.8)】=0.155经过计算得到下模的规格是:0.735MM,再把0.735当上模,依次计算出下模即可。

径选择平均延伸系数:见延伸系数表μ平均 =
1.40
2:根据下列公式确定拉线道次数:
lgμ总lgμ
d 02d k 2
d 0和d k 分别为肧料和成品线径.
3:确定拉线机总滑动系数:
μ总*V 1μ1*V k
4:各道次相对前滑系数成递减规律分布,可用等比数列求得:τn =τa *b k-n
1.04拉线机拉线轮速度速比如
第一道延伸系数:根据进料铜杆情况取:
μ= =8.94
K =
K:拉制道次数
μ总:从肧料拉制成成品的总延伸系数.铜杆拉丝配模计算
τa :最后一道相对前滑系数,考虑滑动需要取τa =
(τ总/τa K-1)1/(1/2*(k-1)*(k-2))
=
取值为大于其值的最
b=
τ总 =
=
1.572
数.
μn=τn*Vn μn:第n道延伸系数Vn:第n道速模孔值.d n =d n+1*SQRT((τ总/τa K-1)1/(1/2*(k-1)*(k-2))
=b=
9
μ1= 1.35
速比如下表
模计算
值的最小整数所以此处取 K =1.005。
拉丝工艺拉丝工艺是一种金属加工工艺。
在金属压力加工中.在外力作用下使金属强行通过模具,金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉丝工艺。
使其改变形状.尺寸的工具称为拉丝模。
最简单的拉丝就是在一块面板上用砂带机打出直丝,再做固定处理。
(氧化,钝化,镀膜或者喷涂)一.设备特点介绍:〔1〕.拉丝机滑动式多模拉丝机特点:线于拉丝轮间有滑动,因此它们都受到摩擦;1.由于有滑动,*力变动时能自动得调整线速,防止断线,它的传动构造比拟简单,拉线轮也不复杂;2.线进入拉丝机后,只经过模孔和拉丝轮,没有由于零件阻力而额外增加线的*力。
〔2〕. 非滑动式多模拉丝机1.没有滑动,不会由于"滑动〞擦伤线的外表和线轮外表;2.线在中间各拉丝轮上停留一段时间,能充分冷却;3.在拉丝过程中圆线要受到屡次弯曲;4.线要受到扭转,扭转方向取决于拨线杆的转动方向;5.构造复杂,且往往每一拉丝轮由单独电动机拖动;二.拉线工艺1、根本原理:线材拉伸是指线坯通过模孔在一定拉力作用下,发生塑性变形,使截面减小,长度增加的一种压力加工方法。
拉丝属于金属加工。
2、影响线材拉伸的因素铜铝杆材料,材料的抗拉强度,变形程度,线材与模孔间的摩擦系数,线模模孔尺寸,线模位置,各种外来因素,反拉力增大的因素。
3、拉丝设备单模拉丝机〔卧式、立式〕多模拉丝机〔滑动连续式拉丝机、卧式塔型鼓轮拉丝机〕4、拉丝润滑润滑剂的作用〔润滑作用、冷却作用、清洗作用〕润滑剂影响拉丝的因素〔浓度、温度、清洁度〕润滑剂的成分〔三乙醇氨+肥皂+水+油酸+煤油〕5、模具按材质分〔硬质合金模、钻石模、聚金模、钢模〕︳︳︳︳大量生产生产细线中小拉机中间模大截面6、拉丝配模道次延伸系数的选择线径㎜铜铝≧1.01.30~1.551.20~1.500.1~1.01.20~1.351.10~1.200.01~0.11.10~1.25——各道次延伸系数*围延伸系数的定义:拉制后线材的长度与拉制前线材长度的比值。
拉丝重点:滑动式连续多次拉伸原理及配模1、线材拉伸基本原理1、线材拉伸概念线材拉伸是指线坯通过模孔,在一定拉力作用下发生塑性变形,使其截面减小而长度增加的压力加工方法。
这种方法称为拉伸。
2、拉伸特点:1 可以得到形状尺寸精确,表面光洁以及断面形状复杂的制品。
2 能提高制品的机械强度。
3 能拉伸大长度和各种直径的线材。
4 拉伸工艺、工模具、设备简单,生产效率高。
5 拉伸耗能较大,变形体受一定限制,故往往需多次拉伸才能达到目的。
3、实现拉伸过程的条件为实现拉伸过程,拉伸应力大于变形区金属的变形抗力,同时小于模孔出口端金属的屈服极限,即:σk<σl<σs式中:σk——变形区金属的变形抗力σl——拉伸应力σs——被拉金属出口端的屈服强度由于金属拉伸后的屈服极限σs很难精确得到,实际上与金属的抗拉强度极限接近,故实现拉伸过程的条件可写为:σk<σl<σb4、拉伸原理拉伸过程中遵循“体积不变”定律。
Vo=V1 ∵ Vo=SoLo V1=S1L1∴ SoLo= S1L1则So/S1=L1/Lo =(do/d1)2 =μ式中:Vo——拉伸前线材体积V1——拉伸后线材体积So——拉伸前线材断面积S1——拉伸后线材断面积Lo——拉伸前线材长度L1——拉伸后线材长度μ——延伸系数2、多次拉伸过程多次拉伸按被拉金属在鼓轮上有无滑动而分为滑动式和非滑动式两种。
1、非滑动式连续拉伸过程Vn-1=Bn-1 Vn=Bn 则Vn/ Vn-1= Bn/ Bn-1=γn(速比)实际生产中,由于模孔尺寸本身存在上下偏差以及鼓轮的不断磨损,因此延伸系数经常变更,要求各级鼓轮速比随同延伸系数而自动调整跟踪。
2、非滑动式不连续多次拉伸如我公司一车间的十模铝拉机和八模铝拉机,则为积线式拉丝机。
拉丝过程:思考:拨线杆分别在什么情况下随鼓轮正转或反转?3、滑动式连续多次拉伸特点:①线材在拉伸中除最后一个鼓轮外,其余鼓轮上都存在滑动。
②除第一道外,其余各道均存在反拉力。