夹具机构的组成
- 格式:docx
- 大小:3.54 KB
- 文档页数:3
偏心夹具工作原理
偏心夹具是一种常用于夹紧轴向工件的夹具。
其工作原理是基于偏心轴的旋转运动和夹具夹持力的反作用力。
具体工作原理如下:
1. 结构构成:偏心夹具由外套具(夹具本体)和套筒组成。
外套具内部有一个偏心轴,套筒内嵌有夹具。
夹具内设有夹紧机构。
2. 夹具操作:通过旋转偏心轴,使夹具的夹紧机构上的活动夹紧块移动。
夹紧块通过自锁装置固定在夹具上,以确保工件被夹紧。
3. 夾持力:当外套具旋转偏心轴时,夾持力会产生。
这是因为旋转力矩会使夾具与工件之间产生摩擦和压力。
这个夾持力可以根据工件要求进行调整。
4. 定位精度:由于夹具的偏心构造,夹具夹持工件时的夹点不再与夹紧力矩的中心完全重合,从而使得工件的定位精度提高。
这对于需要精确定位的工件加工非常有用。
总之,偏心夹具通过利用偏心轴的旋转运动和夹具夹持力的反作用力,实现对轴向工件的夹紧和定位,从而使工件加工更加方便和准确。
夹具的工作原理
夹具是一种常见的工具,用于在加工过程中固定工件,使其保持稳定的位置和姿态。
它的工作原理可以分为以下几个方面:
1. 弹簧夹具:弹簧夹具通过弹簧的弹性力来夹紧工件。
通常,夹具中会设置多个弹簧,它们通过受力使夹具紧固,并保持工件在固定位置上。
2. 液压夹具:液压夹具利用液体的压力来产生夹紧力。
液压夹具通常由一个液压缸和一个液压泵组成。
当液压泵向液压缸提供压力时,液压缸中的液体将产生一个力,从而将夹具固定在工件上。
3. 机械夹具:机械夹具通常使用螺杆、摩擦盘等机械部件来产生夹紧力。
通过旋转螺杆或调节摩擦盘的位置,机械夹具可以适应不同形状和尺寸的工件,并实现夹紧和松开的功能。
4. 真空夹具:真空夹具利用气体抽气的原理,通过在夹具表面形成负压,吸附工件来夹紧。
通过控制气体抽气和释放的过程,可以实现夹具的工作。
总的来说,夹具的工作原理多种多样,但核心目的都是为了夹紧工件,在加工过程中保持其稳定的位置和姿态。
不同类型的夹具采用不同的原理,并根据具体加工需求进行选择和设计。
圆柱夹具压紧机构
圆柱夹具的压紧机构主要由驱动部件、传动部件和执行部件组成。
具体来说,这个机构包括弹簧、柱塞、夹爪和压紧机构等部分。
1.弹簧:弹簧是圆柱夹具中的重要组成部分,它负责提供夹紧力。
2.柱塞:柱塞是圆柱夹具中的另一个重要组成部分,它负责在弹簧
的作用下推动夹爪移动,从而实现对圆柱形工件的夹紧。
3.夹爪:夹爪是圆柱夹具中的主要执行部件,它负责夹紧圆柱形工
件。
夹爪的夹紧力可以通过调节弹簧的预紧力来控制。
4.压紧机构:圆柱夹具的压紧机构主要由驱动部件、传动部件和执
行部件组成。
驱动部件主要由电动机、液压马达等提供动力;传动部件主要由齿轮、链条等传递动力;执行部件主要由活塞、螺杆等执行动作。
在使用圆柱夹具时,需要先将圆柱形工件放置在夹具的夹爪之间,然后通过压紧机构对工件进行夹紧。
夹紧的过程中,弹簧被压缩,柱塞推动夹爪移动,实现对工件的夹紧。
在需要松开工件时,可以通过外部柱塞松开弹簧,使夹爪松开,从而取出工件。
焊接夹具的典型结构焊接夹具的典型结构焊接夹具是由定位装置、夹紧装置、辅助装置、工作台等几部分组成。
下面就其装置的典型结构进行详细的介绍。
一、定位装置定位装置一般有:定位销、定位面、挡块、V型块等。
定位销又可分成:固定销、伸缩销(手动、气动)、翻转销等。
图1为固定销的一种形式。
其销子安装在固定支座上,位置精度靠制造时保证,调整和使用时不易变动,多用于主定位销。
图1 图2图2也是一种固定销。
销子安装在带调整垫片的连板上,在调整和使用时,可根据需要变动垫片的数量达到一维或二维调整销子位置的目的。
伸缩销可分为手动和气动两种,虽然它们的结构不一样,销子移动的动力源不一样,但是它们的共同特点是:销子可以脱离定位制件,目的是为了方便的装卸制件。
图3为手动伸缩销的几种形式。
图3图4为气动伸缩销的几种形式。
图4翻转定位销如图5所示。
目的同样是使销子可以脱离定位制件,方便卸件。
图5二、夹紧装置工件在夹具的夹紧和定位是密切相关的,当制件正确定位后,紧接着就是如何正确夹紧。
在考虑设计夹紧装置时,首先要合理选择夹紧点、夹紧力的作用方向和正确确定夹紧力,然后设计适合的夹紧机构予以保证。
夹紧装置一般由夹紧元件、中间递力机构和力源机构组成。
以结构简单、动作迅速,从自由状态到夹紧仅需几秒钟为特点。
以下是几种典型的夹紧装置:1.钩形夹紧器如图6。
特点为:操作方便、夹紧可靠,当夹紧器打开时定位面全部让开,对制件的卸装极为方便。
图62.铰链式夹紧器如图7。
特点为:夹紧动作迅速、操作方便、压头部分可以调整、夹紧器打开时张开角度大,夹紧力大、有自锁功能、结构可靠。
图73.手动夹紧钳如图8。
俗称大力钳,它是一个独立的夹紧装置,不与夹具本体相连接,可根据使用的不同要求设计钳口与夹头的结构形式。
它能单独的夹紧制件任意部位,使用很方便。
图8 图94.手推式夹紧器如图9。
特点为:该机构既可夹紧又可定位。
结构紧凑,导向杆的伸缩距离大,制件的装卸方便。
机床夹具按照其用途和工作方式的不同,可以分为以下几类:
机械夹具:利用机械原理,通过螺纹、齿轮等机械传动方式实现夹紧工件的夹具。
液压夹具:利用液压原理,通过液压缸、油泵等液压元件实现夹紧工件的夹具。
气动夹具:利用气压原理,通过气缸、气源等气动元件实现夹紧工件的夹具。
电磁夹具:利用电磁原理,通过电磁铁等电磁元件实现夹紧工件的夹具。
机床夹具通常由以下几个部分组成:
夹紧机构:夹紧工件的核心部分,包括夹紧块、夹紧钳、夹紧齿轮等。
固定机构:将夹具固定在机床上的部分,包括底座、连接板、固定螺钉等。
调节机构:用于调节夹具的位置、形状和尺寸的部分,包括调节螺钉、调节杆等。
传动机构:用于传递夹紧力和夹紧力矩的部分,包括螺旋副、齿轮副、链传动等。
辅助机构:用于辅助夹具的使用和维护的部分,包括润滑系统、冷却系统、防护罩等。
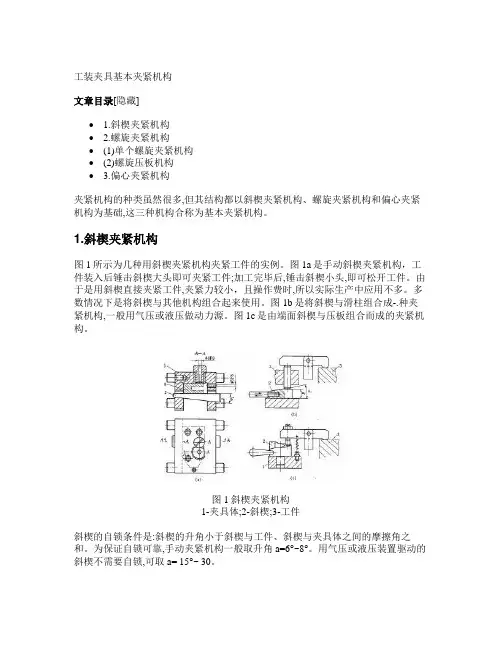
工装夹具基本夹紧机构文章目录[隐藏]• 1.斜楔夹紧机构• 2.螺旋夹紧机构•(1)单个螺旋夹紧机构•(2)螺旋压板机构• 3.偏心夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这三种机构合称为基本夹紧机构。
1.斜楔夹紧机构图1所示为几种用斜楔夹紧机构夹紧工件的实例。
图1a是手动斜楔夹紧机构,工件装入后锤击斜楔大头即可夹紧工件;加工完毕后,锤击斜楔小头,即可松开工件。
由于是用斜楔直接夹紧工件,夹紧力较小,且操作费时,所以实际生产中应用不多。
多数情况下是将斜楔与其他机构组合起来使用。
图1b是将斜楔与滑柱组合成-.种夹紧机构,一般用气压或液压做动力源。
图1c是由端面斜楔与压板组合而成的夹紧机构。
图1斜楔夹紧机构1-夹具体;2-斜楔;3-工件斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。
为保证自锁可靠,手动夹紧机构一般取升角a=6°~8°。
用气压或液压装置驱动的斜楔不需要自锁,可取a= 15°~ 30。
2.螺旋夹紧机构由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
图2所示是应用这种机构来夹紧的实例。
图2螺旋夹紧机构螺旋夹紧机构的实质是绕在圆柱体上的斜楔,因此它不仅结构简单、容易制造,而且由于其升角很小,所以螺旋夹紧机构的自锁性能好,夹紧行程较大,是手动夹紧中用得最多的一种夹紧机构,只是夹紧动作较慢。
(1)单个螺旋夹紧机构图2a、b所示是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构。
在图2a中,螺钉头直接与工件表面接触,螺钉转动时,可能损伤工件表面,或带动工件旋转。
克服这一缺点的方法是在螺钉头部装上如图4-39所示的摆动压块。
当摆动压块与工件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块不会随螺钉- -起转动。
如图3a所示的端面是光滑的,用于夹紧已加工表面;图3b的端面有齿纹,用于夹紧毛坯面。

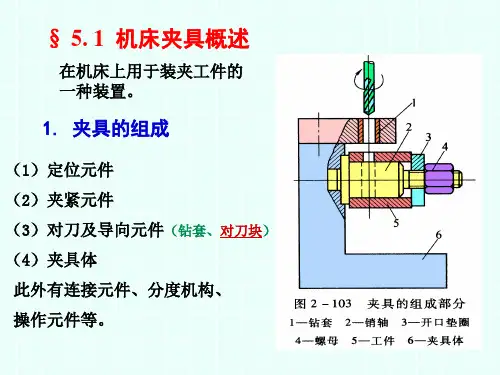
1.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
2.工件在夹具中位置的确定是通过工件表面(定位基准面)与夹具中定位元件的表面的接触或配合来实现的。
3.用来描述工件在某一预先设定的空间直角坐标系中的定位时,其空间位置不确定程度的六个位置参量,称为不定度。
4.任何一个未在夹具中定位的工件,其空间位置具有六个不定度,即沿三个坐标轴的移动不定度、绕三个坐标轴的转动不定度。
5.对于箱类工件的定位,夹具上常设置三个不同方向上的定位基准来形成一个空间定位体系,称为三基面基准体系。
6.在夹具中,采用长V形块作为工件上圆柱表面的定位元件时,可消除工件的四个不定度,其中,包括二个移动不定度和二个转动不定度。
7.工件在夹具中定位时,被夹具的定位元件消除了三个不定度的工件上的那个面,称为主要定位基准面。
8.对于轴类工件的定位,夹具一般以轴向尺寸较大的V形块的两个斜面与工件支承轴颈相接触,形成不共面的四点约束。
9.任何条件下对工件的定位,所消除的不定度数不得少于三个,否则工件就不会得到稳定的位置。
10.工件在夹具中,六个不定度全部被消除的定位,称为完全定位。
11.工件实际定位所消除的不定度数目少于按其加工要求所必须消除的不定度数目,称为欠定位。
12.基本支承是具有独立定位作用的支承,包括支承钉、支承板、自位支承和可调支承。
13.夹紧装置的结构形式多种多样,一般由三部分组成,即力源装置、中间递力机构和夹紧元件。
14.工件在夹紧力作用下,应首先保证工件主要定位基准面与定位元件可靠接触。
15.确定夹紧力的大小时,估算法和类比法是通常采用的方法。
16.夹具的对定包括三个方面:夹具的定位、夹具的对刀和刀具的导向、分度定位。
二、填空题1.长圆柱工件在长套筒中定位,可消除 C 不定度。
A.两个移动 B.两个转动C.两个移动和两个转动 D.一个转动和三个移动2.当工件以加工过的平面与定位平面接触时,可消除工件的 B 不定度。
液压夹爪是一种采用液压传动的夹具,主要由夹爪、夹紧机构、液压系统和控制系统等部分组成。
1. 夹爪:夹爪是夹具最主要的部分,也是夹住工件的部位。
夹爪的形状和尺寸可以根据夹具使用的工件形状和尺寸而设计。
2. 夹紧机构:夹紧机构包括夹紧油缸、夹紧导杆等。
通过夹紧机构可夹紧工件,达到稳定的固定作用。
3. 液压系统:液压系统包括液压油箱、液压泵、液压气缸、油管等部分,主要是提供液压能源。
4. 控制系统:控制系统主要包括液控阀、控制电器等部分,是整个液压两爪夹具的控制中心,能够控制夹具的液压动作。
以上内容仅供参考,如需更多信息,建议查阅相关文献或咨询相关机械工程师。
机床夹具的基本组成
x
机床夹具的基本组成
一、滑块
滑块是一种金属结构,由滑块本体和安装孔组成,它的主要功能是连接机床的工件夹紧装置和机床主轴之间的联动机构。
典型的滑块由铸钢结构,其外形主要是长方体,也有细长把手的滑块。
二、弹簧
弹簧作为夹紧装置的组成部分,主要用于机床上的夹紧装置之间的配合、调整和联动的操作,以保证正常的工作。
主要分为拉弹簧和压弹簧,其特点是可以循环使用,并具有补偿性能。
三、限位柱
是一种金属零件,用于控制机床上工作台上的行程,以防止机床上的机械故障和损坏,它有一定的调整把手。
四、夹头
夹头是机床上最重要的装置之一,它具有夹紧功能,能够有效地固定工件。
夹头常用的有拉钳、剪刀夹头、凸轮夹头和行星夹头等。
五、紧定螺母
用于夹头、滑块及其他配件的安装,有苯聚硅橡胶和钢制两种,钢制的又分为普通紧定螺母和定位紧定螺母。
紧定螺母的防松尺寸及材质均可根据机床的具体需要进行调整。
六、固定架
固定架是一种固定夹紧装置的构件,是由卡箍、螺栓和固定框组成的机械结构。
它能较为精确地定位夹具构件在机床上,确保夹紧装置正确运行。
气动夹具结构及原理
气动夹具结构及原理:
一、气动夹具结构:
1、基座:用于固定气动夹具,强度要求高,一般采用冲压成型工艺制作。
2、转动部件:一般包括气动缸、活塞、活塞杆、缸体等部件,组合使气动夹具具有好的动作效果。
3、夹紧部件:由传动组件、推拉把手等组成,与转动部件实现夹紧和松开功能。
4、夹具把手和支架:axle固定和传动组件,为气动夹具提供稳定加工效果。
二、气动夹具原理:
1、气动活塞:活塞由进气口和出气口组成,当进气口送入气压时,活塞带动活塞杆前进,活塞及活塞体依次进入缸体,当出气口释放气压时,活塞及活塞体受原位置力而后退,从而实现夹紧功能。
2、保压系统:气动夹具内具有气压的保持装置,当活塞前进时,活塞杆和活塞体的空隙就会出现,此时密封的元件会阻止气体向外泄漏,从而维持内部气压,气动夹具具有更好的夹紧力。
3、开关机构:主要由推拉手、弹簧、螺栓等元件组成。
推拉手负责活塞的运动,当活塞夹具推上把手后即可进行夹具夹紧,当拉下把手时即可实现松开。
夹具机构的组成
夹具机构是一种用于夹紧和固定工件的机构,由多个部件组成。
本文将从夹具机构部件的角度,详细介绍夹具机构的组成。
1. 夹紧元件
夹紧元件是夹具机构的核心部件,用于夹紧工件。
常见的夹紧元件包括夹爪、夹盘、夹头、夹钳等。
夹爪是一种常用的夹紧元件,通常由两个对称的夹爪臂组成,通过螺纹或液压驱动,将工件夹紧在中间。
夹盘是一种带有可调节夹口的圆形夹紧元件,常用于夹持圆形或薄板状工件。
夹头是一种用于夹持棱角分明的工件的夹紧元件,通常由两个对称的夹头臂组成。
夹钳是一种用于夹持小型或不规则形状工件的夹紧元件,其夹口可以根据工件形状进行调整。
2. 夹具底座
夹具底座是夹具机构的支撑部件,用于固定夹紧元件和连接机床。
夹具底座通常由底座本体、定位销、螺钉等组成。
底座本体是夹具底座的主体部分,通常由钢材加工而成。
定位销是一种用于定位夹具的部件,通常安装在底座本体上,并与机床的定位孔配合使用。
螺钉则用于固定夹紧元件。
3. 夹具接口
夹具接口用于连接夹具底座和机床,通常由两个对称的接口组成。
夹具接口通常具有高度的精度要求,可以通过机床的主轴与夹具底座进行配合。
在使用夹具接口时,通常需要注意夹具接口的定位和固定,以确保夹具的精度和稳定性。
4. 定位元件
定位元件用于定位工件,确保夹紧后的工件位置精度。
定位元件通常由定位销、定位块等组成。
定位销通常由硬质合金或高速钢等制成,通过安装在夹具底座上,并与机床的定位孔相配合,实现工件的精确定位。
定位块则可以通过夹具底座上的螺钉进行调节,以实现工件位置的微调。
5. 驱动元件
驱动元件用于驱动夹紧元件,通常可以采用手动或自动驱动。
手动驱动通常通过手柄、蜗杆、螺母等部件实现,可以方便地进行夹紧和松开操作。
自动驱动通常采用电动或液压驱动,可以实现高效、精确的夹紧和松开操作。
6. 控制元件
控制元件用于控制夹具的运行状态,通常包括传感器、开关等部件。
传感器可以用于检测夹具的位置、状态等信息,以便实现自动化控制。
开关则可以用于手动控制夹具的夹紧和松开操作。
夹具机构由多个部件组成,包括夹紧元件、夹具底座、夹具接口、定位元件、驱动元件和控制元件。
这些部件通过精确的配合和组合,可以实现高效、精确的工件夹紧和固定。