涂装车身漆膜质量检验标准
- 格式:doc
- 大小:643.50 KB
- 文档页数:19


汽车喷漆质量检验标准
汽车喷漆是汽车表面处理的重要环节,不仅能够美观大方,更能够保护汽车表
面免受外界环境的侵害。
因此,汽车喷漆的质量检验标准显得尤为重要。
下面将介绍汽车喷漆质量检验标准的相关内容。
首先,我们需要对汽车喷漆的颜色进行检验。
喷漆颜色应与车辆原有颜色相匹配,不应出现色差。
颜色的一致性是衡量喷漆质量的重要标准之一,只有颜色匹配度高,才能保证车辆整体外观的统一性。
其次,喷漆的平整度也是需要检验的重点之一。
平整度不仅关乎外观美观,更
关系到车漆的保护性能。
通过目测和手触,可以判断喷漆表面是否平整,是否有凹凸不平的现象。
平整度的不合格会直接影响到汽车的整体外观效果。
另外,喷漆的附着力也是需要重点检验的内容之一。
通过划格试验和粘结试验,可以检测喷漆与汽车表面的附着力。
附着力的好坏直接关系到喷漆的耐久性和抗腐蚀性能。
此外,还需要对汽车喷漆的光泽度进行检验。
光泽度是衡量汽车漆面光泽和透
明度的重要指标,也是影响汽车外观效果的重要因素之一。
通过观察和测量,可以判断喷漆的光泽度是否符合标准要求。
最后,还需要对汽车喷漆的环境适应性进行检验。
汽车在使用过程中会受到各
种环境因素的影响,如紫外线、酸雨、高温等,因此喷漆需要具有良好的环境适应性,能够保持长时间的良好状态。
综上所述,汽车喷漆的质量检验标准涉及颜色、平整度、附着力、光泽度和环
境适应性等多个方面。
只有严格按照标准进行检验,才能保证汽车喷漆的质量达到标准要求,确保汽车外观效果和使用寿命。
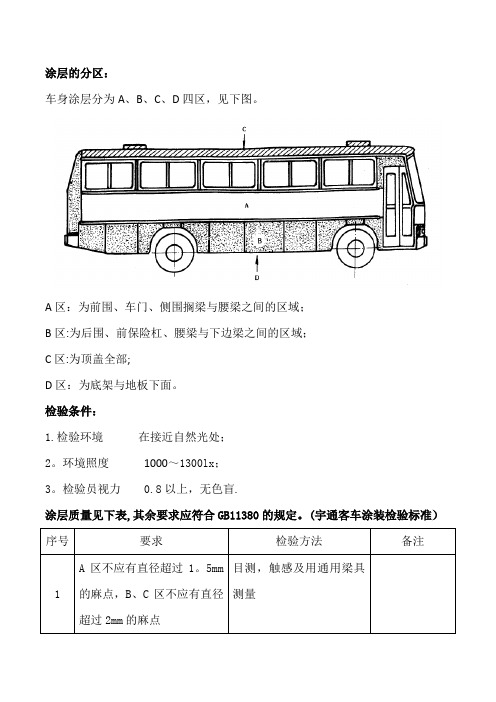
涂层的分区:车身涂层分为A、B、C、D四区,见下图。
A区:为前围、车门、侧围搁梁与腰梁之间的区域;B区:为后围、前保险杠、腰梁与下边梁之间的区域;C区:为顶盖全部;D区:为底架与地板下面。
检验条件:1.检验环境在接近自然光处;2。
环境照度1000~1300lx;3。
检验员视力 0.8以上,无色盲.涂层质量见下表,其余要求应符合GB11380的规定。
(宇通客车涂装检验标准)涂层外观缺陷分类:(引用GBT13052-91)1.麻点:涂层表面出现的凹坑现象,即由水、气泡破裂而产生的泡疤。
2.颗粒:涂层表面粘附的影响漆膜光滑度的杂质颗粒现象。
3。
针孔:涂层表面出现一些透底针状小孔的现象。
4.杂漆:涂层表面出现不相溶的多种色点(块)的现象。
5.桔皮状皱纹:涂层表面出现桔皮状纹的折皱现象.6.露白:涂层表面能见到本体材料(白—指由于底漆涂装不均匀而露本体材料本色).7.露底:涂层表面呈现前道涂层的色泽现象.8。
流痕:涂层表面出现涂料流淌痕迹的现象。
9.划伤:涂层表面出现由外力引起的不同形状的磕碰划痕的现象。
漆膜附着力测定方法(引用GB1720-1979)1.按《漆膜一般制备法》(GB1727)在马口铁板上(或按产品标准规定的底材)制备样板3块,待漆膜实干后,于恒温恒湿的条件下测定.测前先检查附着力测定仪的针头,如不锐利应予更换:提起半截螺帽(7),抽出试验台(6),即可换针。
当发现划痕与标准回转半径不符时,应调整回转半径,其方法是松开卡针盘(3)后面的螺栓、回转半径调整螺栓(4),适当移动卡针盘后,依次紧固上述螺栓,划痕与标准圆滚线图比较,如仍不符应重新调整回转半径,直至与标准回转半径5.25毫米的圆滚线相同为调整完毕。
测定时,将样板正放在试验台(6)上,拧紧固定样板调整螺栓(5)、(8)和调整螺栓(10),向后移动升降棒(2),使转针的尖端接触到漆膜,如划痕未露底板,应酌加砝码。
按顺时针方向,均匀摇动摇柄(11),转速以80~100转/分为宜,圆滚线划痕标准图长为7。

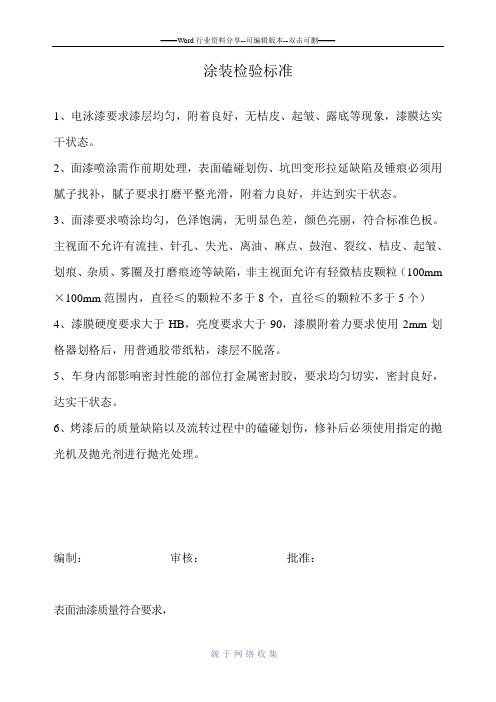
涂装检验标准
1、电泳漆要求漆层均匀,附着良好,无桔皮、起皱、露底等现象,漆膜达实干状态。
2、面漆喷涂需作前期处理,表面磕碰划伤、坑凹变形拉延缺陷及锤痕必须用腻子找补,腻子要求打磨平整光滑,附着力良好,并达到实干状态。
3、面漆要求喷涂均匀,色泽饱满,无明显色差,颜色亮丽,符合标准色板。
主视面不允许有流挂、针孔、失光、离油、麻点、鼓泡、裂纹、桔皮、起皱、划痕、杂质、雾圈及打磨痕迹等缺陷,非主视面允许有轻微桔皮颗粒(100mm ×100mm范围内,直径≤的颗粒不多于8个,直径≤的颗粒不多于5个)
4、漆膜硬度要求大于HB,亮度要求大于90,漆膜附着力要求使用2mm划格器划格后,用普通胶带纸粘,漆层不脱落。
5、车身内部影响密封性能的部位打金属密封胶,要求均匀切实,密封良好,达实干状态。
6、烤漆后的质量缺陷以及流转过程中的磕碰划伤,修补后必须使用指定的抛光机及抛光剂进行抛光处理。
编制:审核:批准:
表面油漆质量符合要求,
1其表面:应光洁,无磕碰变形和划伤;无起皱、缺漆、桔皮、漆膜不干、流挂(≯3mm)、缩孔(≯5处)和色差现象。
允许:颗粒:眼睛距补漆部位0.5米,目测100mm×100mm 范围内颗粒点少于10个;打磨痕:眼睛距补漆部位米,目测无打磨痕;米,目测无补漆雾
圈。
2整车
A区(车门、车身左右、翼子板、发动机罩、散热器面罩)侧不允许有打磨痕迹,补漆雾圈直径小于Ф100mm补漆数量不超过一处;。

漆膜附着力检测标准漆膜附着力是指涂层与基材之间的结合强度,是涂料涂装质量的重要指标之一。
漆膜附着力的好坏直接影响涂层的使用寿命和性能。
因此,对漆膜附着力进行准确可靠的检测是非常重要的。
本文将介绍漆膜附着力检测的标准方法,以便为相关行业提供参考。
一、划格法。
划格法是一种常用的漆膜附着力检测方法。
其原理是利用划格刀在涂层表面划出一定间距的划痕,然后用胶带将划痕处的涂层粘起,通过观察粘起的涂层面积来评定漆膜附着力的好坏。
划格法的标准操作流程如下:1. 准备工作,将划格刀、胶带、划格板等工具准备齐全,并确保涂层表面干燥、清洁。
2. 划格操作,用划格刀在涂层表面划出一定间距的划痕,划痕的长度和深度应符合标准要求。
3. 胶带粘取,用胶带将划痕处的涂层粘起,然后迅速撕下胶带。
4. 评定结果,观察胶带上粘起的涂层面积,根据标准要求进行评定。
二、拉伸法。
拉伸法是另一种常用的漆膜附着力检测方法。
其原理是利用拉伸力将涂层从基材上拉离,通过观察涂层脱落的情况来评定漆膜附着力的好坏。
拉伸法的标准操作流程如下:1. 准备工作,将拉伸测试机、夹具、标准样品等工具准备齐全,并确保涂层表面干燥、清洁。
2. 夹具固定,将涂层样品固定在拉伸测试机的夹具上,确保夹具与涂层之间的结合牢固。
3. 施加拉伸力,启动拉伸测试机,施加逐渐增大的拉伸力,直到涂层脱落为止。
4. 评定结果,观察涂层脱落的情况,根据标准要求进行评定。
三、压接法。
压接法是一种简便易行的漆膜附着力检测方法。
其原理是利用压接机将涂层与基材之间的结合强度进行压力测试,通过观察压接后的情况来评定漆膜附着力的好坏。
压接法的标准操作流程如下:1. 准备工作,将压接机、压接头、标准样品等工具准备齐全,并确保涂层表面干燥、清洁。
2. 压接操作,将压接头置于涂层表面,启动压接机施加一定的压力,然后迅速撤除压接头。
3. 评定结果,观察压接后涂层与基材之间的情况,根据标准要求进行评定。
综上所述,漆膜附着力的检测标准方法主要包括划格法、拉伸法和压接法。
涂装检验作业指导书涂装车身漆膜检验标准文件编号版本第一版生效日期2012-5-231 范围本文件规定了涂装后车身的验收条件、漆膜涂层A、B、C、D区域划分和验收方法。
本文件适用于电动车。
2 验收条件2.1 验收区域验收区域的照度为800~1500lx,均匀照射,采用带反射板自然纯正色日光灯照明。
2.2 验收人员验收人员辨色力正常,视力为1.0以上(含校正后),验收人员应具有较丰富的涂装检验知识和实践经验,了解涂装工艺规程及技术要求。
2.3 测试方法除仪器测定外,目测点到被验收面的距离为(0.4~1.0)m,目测角度在被验收面的任一方向。
3 A区划分及要求3.1 A区域划分3.1.1 侧表面车身左右外侧表面(含车门底边)(红色标注)以上至流水槽上边沿区和车身顶盖前挡风玻璃左右侧200mm宽的区域表面以及左右前翼子板各外表面,见图1所示红色框部分。
共12页第1页A区域图1 A区域标记处数更改依据签字日期编制(日期)审核(日期)会签(日期)批准(日期)涂装检验作业指导书涂装车身漆膜检验标准文件编号版本 第一版 生效日期2012-5-233.1.2车身前机盖及顶盖表面车身前机盖外表面区域和前挡风玻璃上沿至顶盖区域外表面200mm 区域,见图2所示红色框区域内。
图23.1.3后盖外表面及顶盖后表面后盖外表面(含后盖底边)以上至流水槽上边沿区域见图3所示红色框范围内。
图3 A 区域3.2 A 区外观要求3.2.1 不允许有能识别的补漆痕。
3.2.2 不允许有砂纸纹存在,不允许有针孔、流痕存在。
3.2.3 不允许有露底、起泡、剥落、碰划伤、水印等缺陷。
A 区域A 区域A区域共12页 第2页4.1.1 车身外侧表面下部车身外侧表面下部200mm 以下部位和左右门槛外表面,见图4所示红框线内。
图4 B 区域标记 处数 更改依据签字 日期编制(日期) 审核(日期)会签(日期)批准(日期)B 区域B 区域此为后牌照位外侧下200mm涂装检验作业指导书涂装车身漆膜检验标准文件编号版本 第一版 生效日期2012-5-234.1.2车顶盖除A 区(外沿宽200mm 范围为A 区)以外的区域车顶盖除A 区以外的区域,见图5所示红色框线内:图5 B 区域4.1.3左右车门上部可视区域及车身门框非内饰安装部位,见图6红色框线内:图6 B 区域4.2 B 区外观:4.2.1 不允许有露底、起泡、剥落、碰划伤、水印。
涂装质量检测标准及检测方法分析涂装质量检测主要是对涂膜性能的检测,包括涂膜的机械性能(如附着力、柔韧性、冲击强度、硬度、光泽等)和具有保护功能的特殊性能(如耐候性、耐酸碱性、耐油性等)两个方面。
其中机械性能是涂装质量检测中必须检测的基本常规性能,而具有保护功能的特殊性能则可根据不同使用要求选择性的进行检测。
涂装后质量检测是评判涂装质量的最终依据和确保质量的重要环节。
涉及涂装后质量检测的标准检测方法如下。
(1)GB1743-89(79)漆膜光泽测定法;(2)GB1768-89(79)漆膜耐磨性测定法;(3)GB1769-89(79)漆膜磨光性测定法;(4)GB1770-89(79)底漆、腻子膜打磨性测定法;(5)GB9286-88清漆和色漆漆膜的划格试验;(6)GB6742-86漆膜弯曲试验(圆柱轴);(7)GB/T1733-93漆膜耐水性测定法;(8)GB/T1734-93漆膜耐汽油性测定法;(9)GB1720-89(79)漆膜附着力测定法;(10)GB/T1731-93漆膜柔韧性测定法;(11)GB/T1732-93漆膜耐冲击性测定法;(12)GB/T1730-93漆膜硬度测定法摆杆阻尼试验;(13)GB/T6739-1996涂膜硬度铅笔测定法;(14)GB5210-85涂层附着力的测定法拉开法;(15)GB1735-89(79)漆膜耐热性测定法;(16)GB1738-89(79)绝缘漆漆膜吸水率测定法;(17)GB/T1766-1995色漆和清漆涂层老化的评级方法;(18)GB/T1771-91色漆和漆耐中性盐雾性能的测定;(19)GB1865-89(80)漆膜老化(人工加速)测定法;(20)GB5370-85防污漆样板浅海浸泡试验方法;(21)GB1739-89(79)绝缘漆漆膜耐油性测定法;(22)GB1740-89(79)漆膜耐湿热测定法;(23)GB1741-89(79)漆膜耐霉菌测定法;(24)GB1761-89(79)漆膜抗污气性测定法;(25)GB1763-89(79)漆膜耐化学试剂性测定法;在上述这些检测项目中,使用者应按照上节所述的漆膜一般制备方法制备标准试验样板,检测最常规的涂膜机械物理性能,用以评判涂膜的基本性能的优劣。
喷漆质量检验标准(一)引言:喷漆质量检验标准是保证喷涂表面质量和涂装工艺稳定性的关键要素。
本文将介绍喷漆质量检验标准的相关内容,包括表面平整度、颜色一致性、附着力、涂层厚度和光泽度方面的检验要点。
正文:一、表面平整度检验1. 检查喷涂表面是否存在凹凸不平的现象。
2. 使用直尺或钢片检测表面是否符合正常平整度要求。
3. 检查表面是否存在鱼眼、皱纹等缺陷。
4. 利用手触摸表面检测是否存在明显的颗粒、气泡等。
二、颜色一致性检验1. 使用标准颜色卡与喷涂表面进行对比。
2. 在不同光线条件下检查颜色是否保持一致。
3. 利用专业仪器测量颜色参数,如色差、色调等。
4. 对比不同批次的喷漆,评估颜色是否一致。
三、附着力检验1. 使用划格器或者胶带进行附着力测试。
2. 进行交叉划格检验,评估涂层是否牢固。
3. 根据涂层剥离情况,确定附着力等级。
4. 检查涂层是否存在开裂、剥落等现象。
四、涂层厚度检验1. 使用合适的仪器测量涂层厚度。
2. 确保涂层厚度达到设计要求。
3. 检查涂层是否均匀,避免存在厚度梯度。
4. 对涂层厚度进行统计分析,评估涂装工艺的稳定性。
五、光泽度检验1. 使用光泽度仪测量涂层的光泽度值。
2. 对光泽度进行定量评估,确保符合标准要求。
3. 在不同角度下观察涂层反射情况,检查是否存在异物和划痕。
4. 检验光泽度是否达到设计要求,对涂装过程进行优化和改进。
总结:喷漆质量检验标准的实施对确保喷涂表面质量起着至关重要的作用。
通过对表面平整度、颜色一致性、附着力、涂层厚度和光泽度的检验,可以评估喷漆质量是否合格,从而保证涂装工艺的稳定性和产品质量的一致性。
在实施喷漆质量检验标准时,需要根据具体情况制定相应的检验方法和参数,以确保检验的准确性和可靠性。
.
1 范围
本文件规定了涂装后车身的验收条件、漆膜涂层A、B、C、D区域划分和验收方法。
本文件适用于电动车。
2 验收条件
2.1 验收区域
验收区域的照度为800~1500lx,均匀照射,采用带反射板自然纯正色日光灯照明。
2.2 验收人员
验收人员辨色力正常,视力为1.0以上(含校正后),验收人员应具有较丰富的涂装检验知识和实践经验,了解涂装工艺规程及技术要求。
2.3 测试方法
除仪器测定外,目测点到被验收面的距离为(0.4~1.0)m,目测角度在被验收面的任一方向。
3 A区划分及要求
3.1 A区域划分
3.1.1 侧表面
车身左右外侧表面(含车门底边)(红色标注)以上至流水槽上边沿区和车身顶盖前挡风玻璃左右侧200mm宽的区域表面以及左右前翼子板各外表面,见图1所示红色框部分。
A区域
图1 A区域
标记处数更改依据签字日期编制(日期)审核(日期)会签(日期)批准(日期)
共12页第2页
.
涂装检验作业指导书
涂装车身漆膜检验标准
文件编号
版本 第一版 生效日期
2012-5-23
3.1.2车身前机盖及顶盖表面
车身前机盖外表面区域和前挡风玻璃上沿至顶盖区域外表面200mm 区域,见图2所示红色框区域内。
图2
3.1.3后盖外表面及顶盖后表面
后盖外表面(含后盖底边)以上至流水槽上边沿区域见图3所示红色框范围内。
图3 A 区域
3.2 A 区外观要求
3.2.1 不允许有能识别的补漆痕。
3.2.2 不允许有砂纸纹存在,不允许有针孔、流痕存在。
3.2.3 不允许有露底、起泡、剥落、碰划伤、水印等缺陷。
3.2.4 在100mm ×100mm 的范围内允许有1颗直径d ≤0.5mm 的颗粒存在,但两颗粒之间距离须≧20㎝;小于0.1mm
的颗粒忽略不计。
3.2.5 允许有不影响外观的、分布均匀、极轻微“桔皮”存在。
3.2.6 在1m ×1m 内允许有1处小于高度差≤0.5mm ,面积≤2mm 2
,对外观影响较小凹凸不平的缺陷存在。
3.2.7 允许有不太明显的不影响整体外观的纤维存在。
3.3 A 区色差要求
3.3.1 漆膜颜色与标准色板一致,不应有目视的差异。
3.3.2 色差目视有争议时,用色差仪测定,漆膜颜色与标准色板的色差△E ≦1.0,油漆车身颜色与外饰件的色差△E ≦1.5
标记
处数 更改依据 签字 日期
A 区域
A 区域
A 区域
.
.
3.4 A 区膜厚要求
A 区膜厚: 电泳底漆20±2um 金属漆总厚度≥90um 素色漆总厚度≥85um
3.5 漆膜综合性能见表1:
表1漆膜综合性能
项目 技术要求
试验方法
光泽度(60°)
≥90 光泽仪检测
硬度 ≥H GB/T 6739-1996中铅笔涂膜硬度测定法(附录A )
附着力 0~1级 GB/T 9286-1998中的划格测定法(附录B )
耐冲击力
≥30kg.cm
GB/T1732-93 漆膜耐冲击力测定法(附录C )
3.6 A 区所涂布的焊缝密封胶胶条不能有断裂、气泡,漏涂、漏刮等缺陷,需完全盖住焊缝并且具有整体对称美。
4 B 区域划分及要求
4.1 B 区划分
4.1.1 车身外侧表面下部
车身外侧表面下部200mm 以下部位和左右门槛外表面,见图4所示红框线内。
图4 B 区域
标记 处数 更改依据
签字 日期
编制(日期) 审核(日期) 会签(日期) 批准(日期)
B 区域
B 区域此为后牌照位
外侧下
200mm
共12页 第4页
涂装检验作业指导书
涂装车身漆膜检验标准
文件编号
版本 第一版 生效日期
2012-5-23
4.1.2车顶盖除A 区(外沿宽200mm 范围为A 区)以外的区域
车顶盖除A 区以外的区域,见图5所示红色框线内:
图5 B 区域
4.1.3左右车门上部可视区域及车身门框非内饰安装部位,见图6红色框线内:
图6 B 区域
4.2 B 区外观:
4.2.1 不允许有露底、起泡、剥落、碰划伤、水印。
4.2.2 不允许有能识别的流痕存在。
4.2.3 在100mm ×100mm 的范围内允许有3颗直径d ≤0.8mm 的颗粒存在。
4.2.4 在100mm ×100mm 的面积内允放有直径d ≤0.2mm 的针孔存在,但数量不超过10个。
4.2.5 允许有不影响外观的隐约可见的、分布均匀、轻微“桔皮”存在。
4.2.6 允许有不影响整体外观的存在。
4.2.7 不允许有易识别的补漆痕存在。
4.2.8 车门底部(图6 B 区)外观按C 区要求执行,漆膜总厚度≥60um 。
4.3 B 区色差
4.3.1 漆膜颜色与标准色板一致,不应有目视的差异。
4.3.2 色差目视有争议时,用色差仪测定,漆膜颜色与标准色板的色差△E ≦1.0,油漆车身颜色与外饰件的色差△
E ≦1.5.
4.4 B 区膜厚及测定方法
B 区 膜厚: 电泳底漆20±2um 金属漆总厚度≥90um 素色漆总厚度≥85um
标记
处数 更改依据 签字 日期
红线内为中心B 区
B 区域
A 区域
.
.
4.5 B 区漆膜综合性能见表2:
表2 漆膜综合性能
项目 技术要求
试验方法 光泽度 (60度角)≥90
光泽仪测定
硬度 ≥H GB/T 6739-1996中铅笔涂膜硬
度测定法(附录A ) 附着力 0~1级 GB/T 9286-1998中的划格测定
法(附录B ) 耐冲击力
≥30kg.cm
GB/T1732-93 漆膜耐冲击力
测定法(附录C )
4.6 B 区所涂布的焊缝密封胶胶条不能有断裂、气泡,漏涂、漏刮等缺陷,需完全盖住焊缝并且具有整体对称美。
5 C 区划分及要求
5.1 C 区划分
5.1.1 充电孔孔内表面、后视镜安装区域和通风盖板安装区域车身表面 线孔内表面和电池箱盖内表面,见图图7-图9所示红色线框内。
图7 C 区 图8 C 区 图9 C 区 5.1.2后背门的内表面外露表面,见图10~所示红线区域。
图10 C 区域 标记 处数 更改依据
签字 日期
编制(日期) 审核(日期) 会签(日期)
批准(日期)
C 区
C 区
C 区
C 区
C 区
共12页 第6页
涂装检验作业指导书
涂装车身漆膜检验标准
文件编号
版本 第一版 生效日期
2012-5-23
5.1.3后背门门框为C 区,如图11所示白框线内:
图11 C 区域
5.1.4机舱内为C 区,如图12所示红色线框内;
图12 C 区域
5.1.5前后保装配区域为C 区,如图13~14所示红色线框内:
图13 C 区域 图14C 区域
5.1.6 左右B 柱 、四轮轮罩下部打胶区域、车身内轮罩裸露区域、前舱盖内部区域、左右门下部、均为C 区域。
标记
处数 更改依据 签字 日期
C 区
C 区
C 区
C 区
.
. 共12页第8页
.
. 共12页第10页
.
. 共12页第12页
.。