热作模具钢连轧过程力学参数
- 格式:pdf
- 大小:88.64 KB
- 文档页数:2

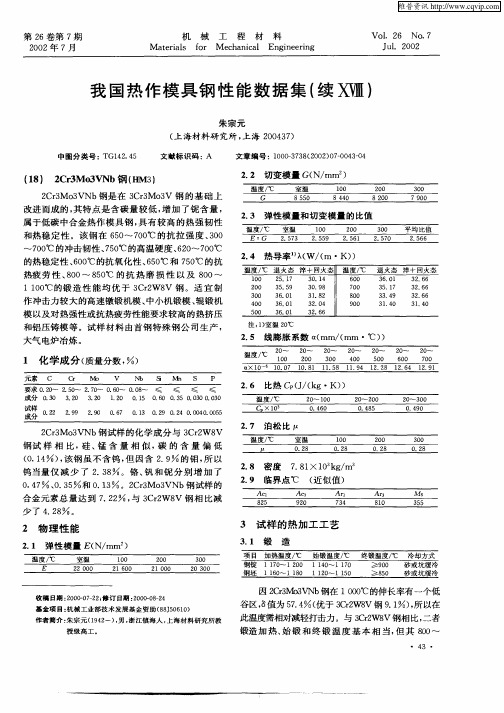
5CrMnMo 热作模具钢热作模具钢热作模具钢分类热作模具有锤锻模、压力机锻模、压铸模、热挤压模、热剪切模等。
热轧辊也可归入此类。
热作模具工作条件比冷作模具更加苛刻,受冷热反复作用,因此对模具钢的性能要求更高。
热作模具钢大体可分为高韧性和高耐热性两类。
高韧性模具钢大多用于热锻模;对于大型锤锻模,可选用在5CrNiMo基本成分上适当增加Cr、Ni、Mo、V 含量的钢种。
高耐热性模具钢可按工作温度的不同要求来选用。
对于在500~650℃使用的模具,可选用在Cr系、模具钢基础上适当增加Mo、V等二次硬化元素的钢种,如3Cr3Mo3W2V、5Cr4W5Mo2V等新型模具钢。
对于700℃以上使用的模具,可选用奥氏体耐热钢,也可选用节镍的CrMn系或CrMnNi奥氏体钢添加Mo、V等元素的钢种。
近年来发展的高铬(含Cr质量分数8%~13%)的CrNiMoV系模具钢,可提高钢的晶界抗氧性能,减少因晶界氧化而形成微裂纹。
常用热作模具用钢举例模具类型工作条件推荐用钢锤锻模整体模具 5CrMnMo,5CrNiMo,4CrMnSiMoV,5Cr2NiMoV镶块 4Cr5MoSiV1,3Cr2W8V,3Cr3Mo3W2V,4CrMnSiMoV压力机锻模整体模具 5CrNiMo,5CrMnMo,4CrMnSiMoV,4Cr5MoSiV,4Cr5W2SiV,3Cr3Mo3W2V镶拼模具镶块 4Cr5MoSiV1,4Cr5MoSiV,4Cr5W2SiV,5Cr4W2模体 5CrMnMo,5CrNiMo,4Cr2MnSiMoV热顶锻模 - 3Cr2W8V,5Cr4Mo2W2SiV,4Cr5MoSiV,5CrNiMo高速锤锻模 5CrNiMo,4Cr5MoSiV1,4Cr5MoSi热挤压模轻金属及其合金、钢及其合金的凹模、冲头、管材挤压芯棒、穿孔芯棒等5CrNiMo,3Cr2W8V,3Cr3Mo3W2V,5Cr4Mo2W2SiV,4Cr5MoSiV,4CrMnSiMoV,4Cr5MoSiV1温热挤压模 - W18Cr4V,W6Mo5Cr4V2,6W6Mo5Cr4V,6Cr4W3Mo2VNb热剪切模 - 5CrNiMo,4CrMnSiMoV,4Cr5MoSiV1,6W6Mo5Cr4V,W6Mo5Cr42 中、小型热轧工作辊 - 60CrMo,50CrNiMo,50CrMnMo,9Cr,70Cr3Mo,60CrNiMo,60CrMn高韧性热作模具钢常用的高韧性热模钢在合金工具钢标准中列入的有5CrNiMo、5CrMnMo、4CrMnSiMoV三种,试用较好的钢号有5Cr2NiMoVSi、45Cr2NiMoVSi、3Cr2WMoVNi 等。

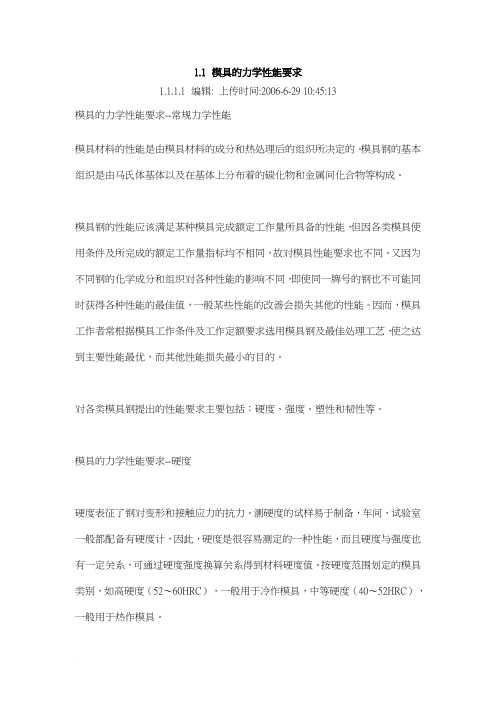
1.1模具的力学性能要求1.1.1.1编辑: 上传时间:2006-6-29 10:45:13模具的力学性能要求--常规力学性能模具材料的性能是由模具材料的成分和热处理后的组织所决定的。
模具钢的基本组织是由马氏体基体以及在基体上分布着的碳化物和金属间化合物等构成。
模具钢的性能应该满足某种模具完成额定工作量所具备的性能,但因各类模具使用条件及所完成的额定工作量指标均不相同,故对模具性能要求也不同。
又因为不同钢的化学成分和组织对各种性能的影响不同,即使同一牌号的钢也不可能同时获得各种性能的最佳值,一般某些性能的改善会损失其他的性能。
因而,模具工作者常根据模具工作条件及工作定额要求选用模具钢及最佳处理工艺,使之达到主要性能最优,而其他性能损失最小的目的。
对各类模具钢提出的性能要求主要包括:硬度、强度、塑性和韧性等。
模具的力学性能要求--硬度硬度表征了钢对变形和接触应力的抗力。
测硬度的试样易于制备,车间、试验室一般都配备有硬度计,因此,硬度是很容易测定的一种性能,而且硬度与强度也有一定关系,可通过硬度强度换算关系得到材料硬度值。
按硬度范围划定的模具类别,如高硬度(52~60HRC),一般用于冷作模具,中等硬度(40~52HRC),一般用于热作模具。
钢的硬度与成分和组织均有密切关系,通过热处理,可以获得很宽的硬度变化范围。
如新型模具钢012Al和CG-2可分别采用低温回火处理后硬度为60~62HRC,采用高温回火处理后硬度为50~52HRC,因此可用来制作硬度要求不同的冷、热作模具。
因而这类模具钢可称为冷作、热作兼用型模具钢。
模具钢中除马氏体基体外,还存在更高硬度的其他相,如碳化物、金属间化合物等。
表l为常见碳化物及合金相的硬度值。
表1 各种相的硬度值相硬度HV铁素体约100马氏体:ωC0.2% 约530马氏体:ωC0.4% 约560马氏体:ωC0.6% 约920马氏体:ωC0.8% 约980渗碳体(Fe 3C) 850~1100氮化物1000~3000金属间化合物500模具钢的硬度主要取决于马氏体中溶解的碳量(或含氮量),马氏体中的含碳量I I取决于奥氏体化温度和时间。
表热作模具用钢交货状态的硬度值和试样的淬火(回火)硬度值序号统一数字代号牌号退火交货状态的钢材硬度HBW试样淬火硬度淬火温度℃冷却剂洛氏硬度HRC6-1T223455CrMnMo197~241820~850油b 6-2T225055CrNiMo197~241830~860油b 6-3T235044CrNi4Mo≤285840~870油或空气b 6-4T235144Cr2NiMoV≤220910~960油b 6-5T235155CrNi2MoV≤255850~880油b 6-6T235355Cr2NiMoVSi≤255960~1010油b 6-7T422088Cr3207~255850~880油b 6-8T232744Cr5W2VSi≤2291030~1050油或空气b 6-9T232733Cr2W8V≤2551075~1125油b6-10T233524Cr5MoSiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-11T233534Cr5MoSiV1a≤229790℃±15℃预热,1000℃(盐浴)或1010℃(炉控气氛)±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-12T233544Cr3Mo3SiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±℃6加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-13T233555Cr4Mo3SiMnVAl≤2551090~1120空气b 6-14T233644CrMnSiMoV≤255870~930油b 6-15T233755Cr5WMoSi≤248990~1020油b 6-16T233244Cr5MoWVSi≤2351000~1030油或空气b 6-17T233233Cr3Mo3W2V≤2551060~1130油b 6-18T233255Cr4W5Mo2V≤2691100~1150油b 6-19T233144Cr5Mo2V≤2291000~1030油b 6-20T233133Cr3Mo3V≤2291010~1050油b 6-21T233144Cr5Mo3V≤2291000~1030油或空气b 6-22T233933Cr3Mo3VCo3≤2291000~1050油b 注:保温时间指试样达到加热温度后保持的时间。
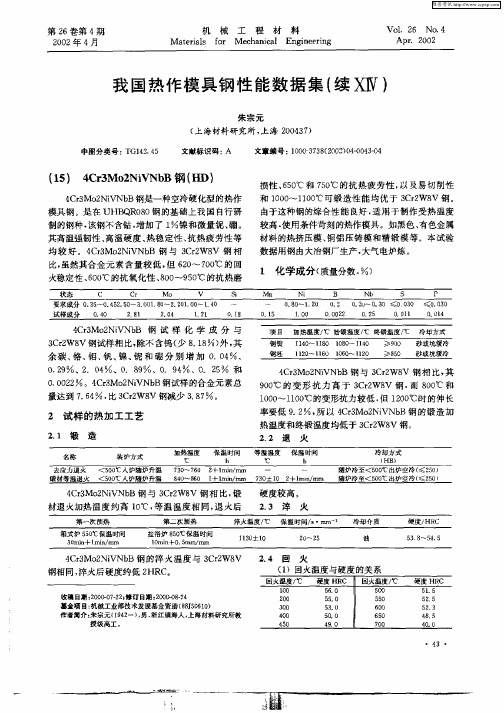
热作模具钢2、有较高的韧性和耐冷热疲劳性能。
3、在中温条件下具有很好的韧性、热疲劳性能和一定的耐磨性。
4、空淬热处理变形小,空淬时产生的氧化皮倾向小,而且可以抵抗熔融铝的冲蚀作用。
用途:1、适用于制造铝合金型材的热挤压模与芯棒。
2、模锻锤的锻模、锻造压力机模具、精锻机用模具锤块。
3、模腔升温低于600℃的铝、铜及其合金压铸模。
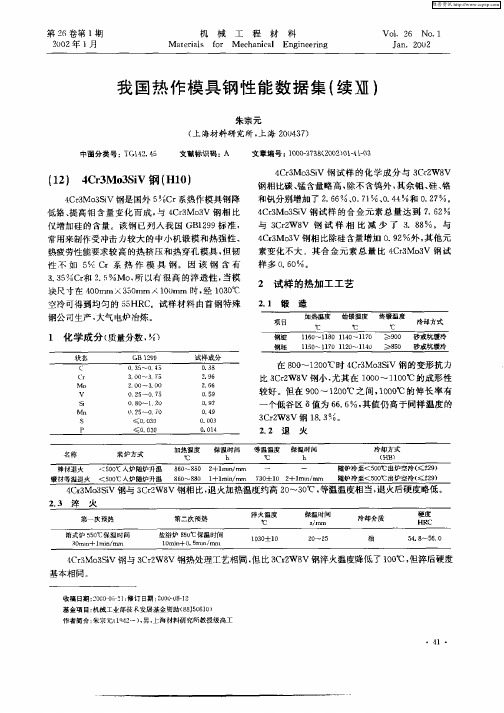
2、钢材断面在80mm以下时可以淬透。
3、钢的相变温度较高,抵抗冷热交变的耐热疲劳性良好。
4、韧性和塑性较差。
用途:1、可用于制造高温下高应力但不受冲击负荷的凹凸模。
2、可用于制造承受较大压应力、弯应力、拉应力的模具。
3、可用于制造高温下受力的热金属切刀用途:用于制造形状简单,厚度小于250毫米的小型锤锻模,各种热挤压模。
冷作模具钢特点:应用广泛的冷作模具钢,属高碳高铬类型的莱氏体钢;具有较好的淬透性和良好的耐磨性,淬火变形小;冲击韧性较差,易脆裂,容易形成不均匀的共晶碳化物。
用途:多用于制造耐磨性能高,受冲击负荷较小的冷作模、冲头、冷切剪刀、钻套、量规、拉丝模、压印模、拉丝板、拉延模以及螺纹滚模等模具。
加工材料不硬的刀具,高耐磨、长寿命的塑料模具。
的淬透性、强度和韧性,使钢的综合性能更好。
用途:用于制造要求高耐磨性的大型复杂冷作模具,如冷切剪刀、切边模、拉丝模、搓丝板、螺纹滚模、滚边模和要求高耐磨的冷冲模和冲头等。
用途:适用于精密冲剪冲压模,难加工的冷锻、深抽和挫牙用模及高速冲剪冲头,不锈钢板冲头。
塑料模具钢2、具有良好的镜面加工性能,模具表面粗糙度好。
3、在加工模具前已经预硬化处理,可直接使用,既保证模具的使用性能,又避免热处理引起模具的变形。
用途:适于制造大中型的和精密的塑料模具以及低熔点锡,锌,铅合金用的压铸模等。
.由于有Ni的作用,该钢较P20有更高的淬透性,强韧性和抗蚀性,可以使大截面尺寸的钢材在调质后具有较均匀的硬度分布,有很好的抛光性能和很低的表面粗糙度值.该钢制造模具时,一般先进行调制热处理,硬度为29~35HRC(即预硬化),然后加工成模具可直接使用,这既保证了大型和特大型模具的使用性能,又避免了热处理引起模具的变形.用途:要用在大型塑胶模具,模架上.如汽车保险杠,电视机外壳模具等. 适合要求高光整度的模具如生产硬胶(PS)及超不淬胶(ABS)等.制模,耐腐蚀性能良好;镜面抛光效果优异用途:适于制作超镜面塑胶精密模具耐腐蚀高硬度塑胶模具等。
H13钢属于过共析钢,采用常规完全退火或等温球化退火(1)H13钢的完全退火工艺为:850~900e@3~4h,保温结束后随炉冷到500e以下出炉空冷;(2)等温球化退火工艺:845~900度×2~4h/炉冷+700~740度×3~4h/炉冷,[40度/h,[500度出炉空冷;(3)对于质量要求较高的H13钢模具,还应进行防止白点退火,工艺周期较长;(4)形状复杂的模具,在粗加工后应进行一次去应力退火:600~650e@2h/炉冷;(5)模具热处理后,若模具型腔采用磨削!电火花和线切割等方法加工成形会在模具的表面上形成一层厚约10~30Lm的淬火马氏体白亮层,也称之为/异常层0"由于白亮层中的内应力较大,淬火马氏体本身又较脆,磨削时容易在表面产生微裂纹和磨削裂纹,因而磨削加工后最好能在低于回火温度50e以下进行去应力退火,以消除磨削应力,并使表面可能形成的淬火马氏体回火韧化。
大型的H13钢锻件经常规球化退火处理碳化物组织极不均匀,存在严重的沿晶碳化物链可通过多次球化退火或奥氏体化快冷(正火)再球化退火来实现淬火工艺:H13钢的淬火回火工艺可以采用盐浴炉!真空炉和流动粒子炉加热,模具表面光洁,热处理变形小,零件寿命长"特别是外热式刚玉流动粒子炉保护加热,吸收了盐浴炉和真空炉加热的共同优点,很适合热作模具钢的热处理加热。
H13钢采用盐浴炉作为加热设备时的通用淬火工艺是:40~500度预热(0.5min/mm),650~840e 预热(0.5min/mm) 1020~1050度奥氏体化(0.25~0.45min/mm),保温结束后可视使用性能要求采用空淬,油淬,气淬或分级淬火,分级温度可取500~540度(0.25min/mm)。
对断裂裂韧性,抗热疲劳和抗热磨损要求较高及淬火处理后需要电加工的模具,为了得到最高的红硬性,可采用奥氏体化温度上限对于要求畸变小!晶粒细!冲击韧性高的模具,为了得到最好的韧性和防止开裂,应采用奥氏体化温度下限。