我国热作模具钢性能数据集5(2Cr3Mo2NiVSi)
- 格式:pdf
- 大小:85.23 KB
- 文档页数:5
5CrMnMo 热作模具钢热作模具钢热作模具钢分类热作模具有锤锻模、压力机锻模、压铸模、热挤压模、热剪切模等。
热轧辊也可归入此类。
热作模具工作条件比冷作模具更加苛刻,受冷热反复作用,因此对模具钢的性能要求更高。
热作模具钢大体可分为高韧性和高耐热性两类。
高韧性模具钢大多用于热锻模;对于大型锤锻模,可选用在5CrNiMo基本成分上适当增加Cr、Ni、Mo、V 含量的钢种。
高耐热性模具钢可按工作温度的不同要求来选用。
对于在500~650℃使用的模具,可选用在Cr系、模具钢基础上适当增加Mo、V等二次硬化元素的钢种,如3Cr3Mo3W2V、5Cr4W5Mo2V等新型模具钢。
对于700℃以上使用的模具,可选用奥氏体耐热钢,也可选用节镍的CrMn系或CrMnNi奥氏体钢添加Mo、V等元素的钢种。
近年来发展的高铬(含Cr质量分数8%~13%)的CrNiMoV系模具钢,可提高钢的晶界抗氧性能,减少因晶界氧化而形成微裂纹。
常用热作模具用钢举例模具类型工作条件推荐用钢锤锻模整体模具 5CrMnMo,5CrNiMo,4CrMnSiMoV,5Cr2NiMoV镶块 4Cr5MoSiV1,3Cr2W8V,3Cr3Mo3W2V,4CrMnSiMoV压力机锻模整体模具 5CrNiMo,5CrMnMo,4CrMnSiMoV,4Cr5MoSiV,4Cr5W2SiV,3Cr3Mo3W2V镶拼模具镶块 4Cr5MoSiV1,4Cr5MoSiV,4Cr5W2SiV,5Cr4W2模体 5CrMnMo,5CrNiMo,4Cr2MnSiMoV热顶锻模 - 3Cr2W8V,5Cr4Mo2W2SiV,4Cr5MoSiV,5CrNiMo高速锤锻模 5CrNiMo,4Cr5MoSiV1,4Cr5MoSi热挤压模轻金属及其合金、钢及其合金的凹模、冲头、管材挤压芯棒、穿孔芯棒等5CrNiMo,3Cr2W8V,3Cr3Mo3W2V,5Cr4Mo2W2SiV,4Cr5MoSiV,4CrMnSiMoV,4Cr5MoSiV1温热挤压模 - W18Cr4V,W6Mo5Cr4V2,6W6Mo5Cr4V,6Cr4W3Mo2VNb热剪切模 - 5CrNiMo,4CrMnSiMoV,4Cr5MoSiV1,6W6Mo5Cr4V,W6Mo5Cr42 中、小型热轧工作辊 - 60CrMo,50CrNiMo,50CrMnMo,9Cr,70Cr3Mo,60CrNiMo,60CrMn高韧性热作模具钢常用的高韧性热模钢在合金工具钢标准中列入的有5CrNiMo、5CrMnMo、4CrMnSiMoV三种,试用较好的钢号有5Cr2NiMoVSi、45Cr2NiMoVSi、3Cr2WMoVNi 等。
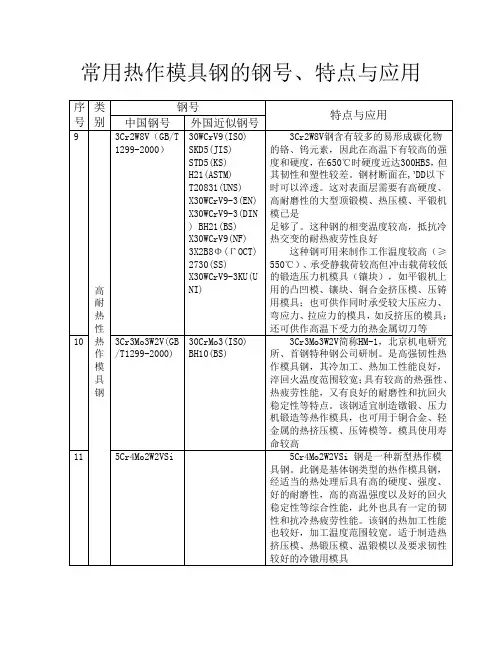
常用热作模具钢的钢号、特点与应用1.外国钢号前面的符号“~”表示相近钢号。
2.ISO-国际标准 JIS-日本标准 KS-韩国标准 ASTM-美国标准UNS-美国标准 EN-欧共体标准 DIN-德国标准 BS-英国标准NF-法国标准ΓOCT-俄罗斯标准 SS-瑞典标准 UNI-意大利标准锻造工艺不当产生的缺陷通常有以下几种1.大晶粒大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。
铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降,2.晶粒不均匀晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。
产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。
耐热钢及高温合金对晶粒不均匀特别敏感。
晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。
3.冷硬现象变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。
这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。
严重的冷硬现象可能引起锻裂。
4.裂纹裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。
裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。
如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在撤粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。
5.龟裂龟裂是在锻件表面呈现较浅的龟状裂纹。
在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。
引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。

常用热作模具钢的钢号、特点与应用1.外国钢号前面的符号“~”表示相近钢号。
2.ISO-国际标准 JIS-日本标准 KS-韩国标准 ASTM-美国标准UNS-美国标准 EN-欧共体标准 DIN-德国标准 BS-英国标准NF-法国标准ΓOCT-俄罗斯标准 SS-瑞典标准 UNI-意大利标准锻造工艺不当产生的缺陷通常有以下几种1.大晶粒大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。
铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降,2.晶粒不均匀晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。
产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。
耐热钢及高温合金对晶粒不均匀特别敏感。
晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。
3.冷硬现象变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。
这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。
严重的冷硬现象可能引起锻裂。
4.裂纹裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。
裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。
如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在撤粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。
5.龟裂龟裂是在锻件表面呈现较浅的龟状裂纹。
在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。
引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。
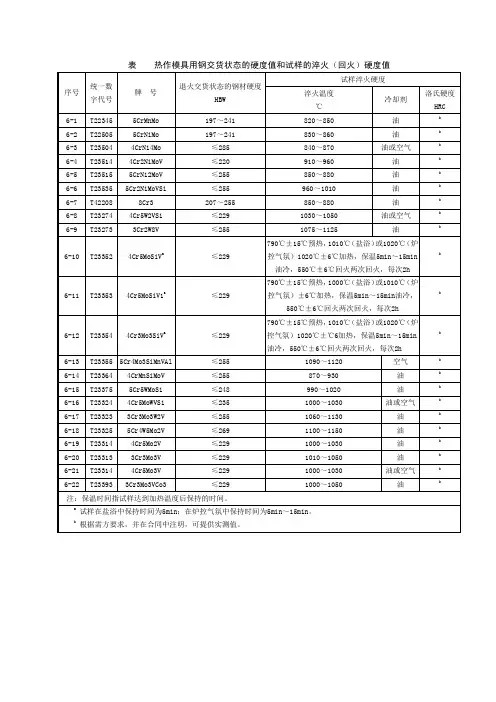
表热作模具用钢交货状态的硬度值和试样的淬火(回火)硬度值序号统一数字代号牌号退火交货状态的钢材硬度HBW试样淬火硬度淬火温度℃冷却剂洛氏硬度HRC6-1T223455CrMnMo197~241820~850油b 6-2T225055CrNiMo197~241830~860油b 6-3T235044CrNi4Mo≤285840~870油或空气b 6-4T235144Cr2NiMoV≤220910~960油b 6-5T235155CrNi2MoV≤255850~880油b 6-6T235355Cr2NiMoVSi≤255960~1010油b 6-7T422088Cr3207~255850~880油b 6-8T232744Cr5W2VSi≤2291030~1050油或空气b 6-9T232733Cr2W8V≤2551075~1125油b6-10T233524Cr5MoSiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-11T233534Cr5MoSiV1a≤229790℃±15℃预热,1000℃(盐浴)或1010℃(炉控气氛)±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-12T233544Cr3Mo3SiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±℃6加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-13T233555Cr4Mo3SiMnVAl≤2551090~1120空气b 6-14T233644CrMnSiMoV≤255870~930油b 6-15T233755Cr5WMoSi≤248990~1020油b 6-16T233244Cr5MoWVSi≤2351000~1030油或空气b 6-17T233233Cr3Mo3W2V≤2551060~1130油b 6-18T233255Cr4W5Mo2V≤2691100~1150油b 6-19T233144Cr5Mo2V≤2291000~1030油b 6-20T233133Cr3Mo3V≤2291010~1050油b 6-21T233144Cr5Mo3V≤2291000~1030油或空气b 6-22T233933Cr3Mo3VCo3≤2291000~1050油b 注:保温时间指试样达到加热温度后保持的时间。
热加工模具的材料选择及热处理随着社会的发展,科学的发展,热加工用模也有了很迅速的发展。
本毕业设计从理论与实践的角度对热加工模模具进行阐述,针对热加工模用料及热处理进行分析,从以下几方面进行论述:热加工类模具用钢的材料分析热加工模是工业产品生产中不可缺少的工艺方法之一。
它主要用于制造业和加工业。
它是和冲压、锻造、铸造成型机械,同时和塑料、橡胶、陶瓷等非金属材料制品成型加工用的成形机械相配套,作为成形工具来使用的。
热加工模具属于精密机械产品,因为它主要由机械零件和机构组成,如成形工作零件(凸模、凹模),导向零件(导柱、导套等),支承零件(模座等),定位零件等;送料机构,抽芯机构,推料机构,检测与安全机构等。
为提高模具的质量,性能,精度和生产效率,缩短制造周期,其零、部件(又称模具组合),多由标准零、部件组成。
所以,模具应属于标准化程度较高的产品。
一副中小型冲模或塑料注射模,其构成的标准零、部件可达90%,其工时节约率可达25%~45%。
一、热加工用模模具的功能和作用现代产品生产中,热加工模具由于其加工效率高,互换性好,节约原材料,所以得到很广泛的应用。
现代工业产品的零件,广泛采用冲击、成型锻造、压铸成形、挤压成形、塑料注射或其他成形加工方法,和成形模具相配套,经单工序或多道成形工序,使材料或胚料成形加工成符合产品要求的零件,或成分精加工前的半成品件。
如汽车覆盖件,须采用多副模具,进行冲孔、拉深、翻边、弯曲、切边、修边、整形等多道工序,成形加工为合格零件;电视机外壳洗衣机内桶是采用塑料注射方法,经一次注射成型为合格零件的;发动机的曲轴连杆是采用锻造成形模具,经滚锻和模锻成形加工为精密机械加工前的半成品胚件的。
高精度、高效率、长寿命的冲模、塑料注射成形模具,可成形加工几十万,甚至几千万产品零件,如一副硬质合金模具,可冲压硅钢片零件(E型片、电机定转子片)上亿件,称这类模具为大批量生产用模具。
适用于多品种、少批量或产品试制的模具有:组合冲模、快换冲模、叠层冲模或成型冲模,低熔点合金成型模具等,在现代加工业中,具有重要的经济价值,称这类模具为通用、经济模具。
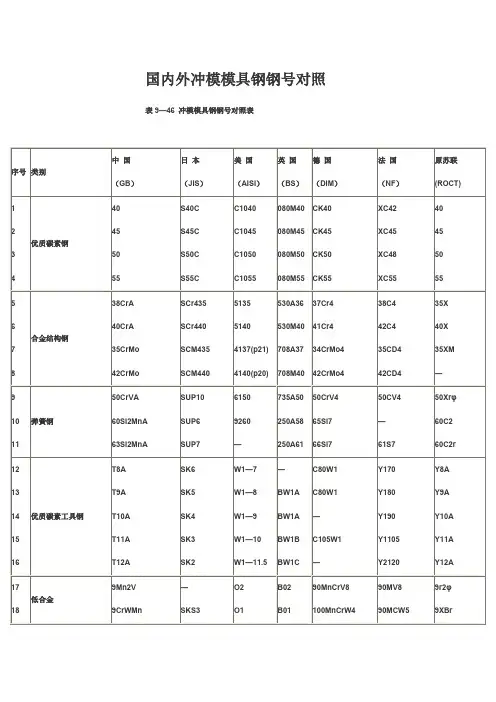
国内外冲模模具钢钢号对照表9—46 冲模模具钢钢号对照表序号外国牌号所属国家或厂家钢种类别近似对应钢号主要特点及用途中国美国日本德国1 A2美国AISI Leng冷作模具钢Cr5Mo1V SKD12 1.23632 D2美国AISI 冷作模具钢C12Mo1V SKD11 1.23793 D3美国AISI 冷作模具钢Cr12 SKD1 1.20804 DC11日本大同冷作模具钢Cr12Mo1V1 D2 SKD115 DC53 日本大同冷作模具钢Cr8Mo1VSiDC11改进型高温回火后具有高硬度、高韧性,线切割性良好6 DF-2 瑞典ASSAB 冷作模具9Mn2V O2良好冲裁能力,热处理变钢形小,用于小型冲压模,切纸刀片7 DF-3瑞典ASSAB 冷作模具钢9CrWMn O1 SKS3 1.2510良好韧口保持能力,淬火变形小,用于薄片冲模、压花模8 GOA日本大同殊冷作模具钢SKS3改进型淬透性高,耐磨性好,用于冷冲裁模,成形模,冲头,压花9 GSW-2 3 7 9德国德威冷作模具钢Cr12Mo1V1 D2 1.2379用于冷挤压,冲压模,也用于高耐磨性塑料模具10 K100奥地利百禄高碳高铬冷作模具钢Cr12 D3 1.2080高耐磨性,优良的耐腐蚀性,用于不锈钢薄板切边,深冲,冷压,成形模11 K110奥地利百禄高韧性高铬冷作模具钢Cr12Mo1V1 D2良好的强度、硬度和韧性,用于重载冲压模12 K460奥地利百禄油淬冷作模具钢MnCrWV O1 1.2510高强度,热处理变形小,用于金属冲压模13 M2美国AISI 冷作模具用钼系高速钢W6Mo5Cr4V2 SKH9 1.334314 O1美国AISI 油淬冷作模具钢MnCrWV SKS3 1.251015 O2 美国AISI 油淬冷作9Mn2V 1.2842模具钢16 P18俄罗斯冷作模具用钨系高速钢W18Cr4V T1 SKH2 1.335517 STD11韩国重工空淬冷作模具钢Cr12Mo1V1D2改良SKD11高清净度、硬度均匀、高耐磨、高强度18 XW-10瑞典ASSAB 空淬冷作模具钢Cr5Mo1V A2 SKD12韧性好,高耐磨,热处理变形小19 XW-42瑞典ASSAB 高碳高铬冷作模具钢Cr12Mo1V1 D2良好淬透性及强韧性、高耐磨、热处理变形小、回火抗力好20 YK30日本大同油淬冷作模具钢O2 SKS93 冷冲压模21 8407瑞典ASSAB 通用热作模具钢4Cr5MoSiV1 H13用于锤锻、挤压、压铸模,也可用于塑料模具22 DH21日本大同铝压铸模用钢4Cr3Mo3VSi抗热疲劳开裂性能好,模具使用寿命较高23 DH2F 日本大同预硬化模具钢H13+SSKD61改良预硬37~41HRC,韧性良好,用于复杂精密锌热作模具24 DH31S 日本大同压铸模用钢淬透性好,抗热疲劳开裂和抗热熔损性均良好序号外国牌号所属国家或厂家钢种类别中国美国日本德国主要特点及用途25 DH42 日本大同铜压铸模用钢用于铜合金压铸和热挤压模27 GSW-2 3 4 4 德国德威通用压铸模用钢4Cr5MoSiV1 H13型用于铝、锌合金压铸模28 H10 美国AISI美国H系列热作模具钢4Cr3Mo3SiV 1.236529 H11 美国AISI美国H系列热作模具钢4Cr5MoSiV SKD6 1.234330 H13 美国AISI美国H系列热作模具钢4Cr5MoSiV1 SKD61 1.2344在我国广泛应用31 H21 美国AISI美国H系列热作模具钢3Cr2W8V SKD5 1.2581在我国广泛应用32 HDS-1 韩国重工热作模具钢H13改良型具有良好的强韧性和抗回火稳定性,用于压铸模、热挤压模33 QRO-90 瑞典ASSAB热作模具钢(4Cr3Mo3VSi)高温强度高,导热性好,耐热冲击,抗热疲劳34 STD61韩国重工热作模具钢近似H13具有良好的高温强度和韧性,用于压铸、热挤压、热冲压模35 W302 奥地利百禄热作模具近似H13用于铝、锌合金热挤压、热钢冲压模36 420SS美国AISI 耐蚀塑料模具钢4Cr13 X38C13马氏体型不锈钢27 440C美国AISI 耐蚀塑料模具钢11Cr17 SUS440C马氏体型不锈钢28 618瑞典ASSAB 预硬化塑料模具钢3Cr2Mo P20在我国广泛应用29 716瑞典ASSAB 耐蚀塑料模具钢420 SUS420J1马氏体型不锈钢30 718 瑞典ASSAB镜面塑料模具钢3Cr2Mo+ Ni P20+Ni可预硬交货,高淬透性,良好的抛光性能电加工性能和皮纹加工性能31 CLC2083 法国USINOR耐蚀镜面塑料模具钢4Cr13型良好的耐蚀性和力学强度,高的淬透性及耐磨性,优良的镜面抛光性32 CLC2316H 法国USINOR耐蚀镜面塑料模具钢4Cr16型同上33 CLC2738 法国USINOR预硬化镜面塑料模具钢3Cr2Mo+ Ni 近似71834 CLC2 7 3 8 HH 法国USINOR高级镜面塑料模具钢比CLC2738洁净度更高,硬度更均匀,模具性能更佳,寿命长35 G-STAR 日本大耐蚀出厂硬度同塑料模具钢HRC33~37,具有良好的耐蚀性和切削加工性36 GSW-2 0 8 3 德国德威耐蚀塑料模具钢4Cr13型具有良好的耐蚀性,用于PVC材料模具37 GSW-2 3 11 德国德威预硬化塑料模具钢P20型出厂硬度HRC31~34,可电火花加工用于大中型镜面塑料模具38 GSW-2 3 1 6 德国德威耐蚀塑料模具钢4Cr16型出厂硬度HRC31~34,有良好的耐蚀性和镜面抛光性39 GSW-2 7 3 8德国德威镜面塑料模具钢P20+Ni出厂硬度HRC31~34,,硬度均匀,抛光性能好,用于大中型镜面塑料模具序号外国牌号所属国家或厂家钢种类别中国美国日本德国主要特点及用途40 HAM-10韩国重工镜面塑料模具钢出厂硬度HRC37~42,镜面抛光性能好,用于透明塑料部件模具41 HEMS-1A 韩国重工耐蚀塑料模具钢3Cr13型出厂硬度HRC23~33,高级镜面抛光性能42 HP-1A韩国重工普通塑料模具钢良好的加工性能,加工变型小,用于玩具模具43 HP-4A韩国重工预硬化塑料模3Cr2Mo出厂硬度HRC25~32,硬度均匀,加具钢工性能好44 HP-4MA韩国重工预硬化塑料模具钢P20改良型出厂硬度HRC27~34,,硬度均匀,耐磨性好,用于各种家用电器外壳模具45 M202奥地利百禄预硬化塑料模具钢P20型出厂硬度HRC30~34,可进行电加工46 M238奥地利百禄镜面塑料模具钢P20+Ni型出厂硬度HRC30~34,镜面抛光性好,M238H更高级47 M300奥地利百禄耐蚀镜面塑料模具钢马氏体型具有优良的耐蚀性,高的力学强度和耐磨性,并有优良的镜面抛光性48 M310奥地利百禄耐蚀镜面塑料模具钢4Cr13型具有优良的耐蚀性,耐磨性,镜面抛光性49 NAK55日本大同镜面预硬化塑料模具钢出厂硬度HRC37~43,切削加工性能好,用于高精度镜面模具50 NAK80日本大同镜面预硬化塑料模具钢出厂硬度HRC37~43,镜面抛光性能好,用于高精度镜面模具51 P20美国AISI 预硬化塑料模具钢3Cr2Mo 1.2330在我国广泛应用,出厂硬度HRC30~42,适用于大中型精密模具52 PXZ 日本大同预硬化塑出厂硬度HRC27~34,具料模具钢有良好的切削性和焊补性 53 PX4,PX5日本大同镜面预硬化塑料模具钢P20改良型出厂硬度HRC30~33, 用于大型镜面模具 54 S45CS50CS55C 日本JIS 普通塑料模具钢SM45 SM48SM50SM53SM55用于模具非重要的结构部件,如模架等 55 S-136瑞典ASSAB 耐蚀塑料模具钢 3Cr13/4Cr13中碳高铬不锈钢,耐蚀性好、硬度高、抛光性好 56 S-STAR日本大同耐蚀镜面塑料模具钢 马氏体型高耐蚀性,高镜面抛光性,热处理变形小,用于耐蚀镜面模具 57 SP300法国CLI预硬化塑料模具钢具有良好的加工性抛光性和皮纹加工性,用于家电、汽车塑料模具 58 HFH-1韩国重工 火焰淬火模具钢 7CrSiMnMoV较好的淬透性,良好的韧性耐磨性,热处理变形小 59 STF-4M韩国重工锻造用模具钢6F2改良具有优良的抗热冲击性能和高的耐磨性,用于锻造模、热冲压模LASTIC DIE STEEL。
常用热作模具钢的钢号、特点与应用1.外国钢号前面的符号“~”表示相近钢号。
2.ISO-国际标准 JIS-日本标准 KS-韩国标准 ASTM-美国标准UNS-美国标准 EN-欧共体标准 DIN-德国标准 BS-英国标准NF-法国标准ΓOCT-俄罗斯标准 SS-瑞典标准 UNI-意大利标准锻造工艺不当产生的缺陷通常有以下几种1.大晶粒大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。
铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降,2.晶粒不均匀晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。
产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。
耐热钢及高温合金对晶粒不均匀特别敏感。
晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。
3.冷硬现象变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。
这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。
严重的冷硬现象可能引起锻裂。
4.裂纹裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。
裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。
如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在撤粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。
5.龟裂龟裂是在锻件表面呈现较浅的龟状裂纹。
在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。
引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。
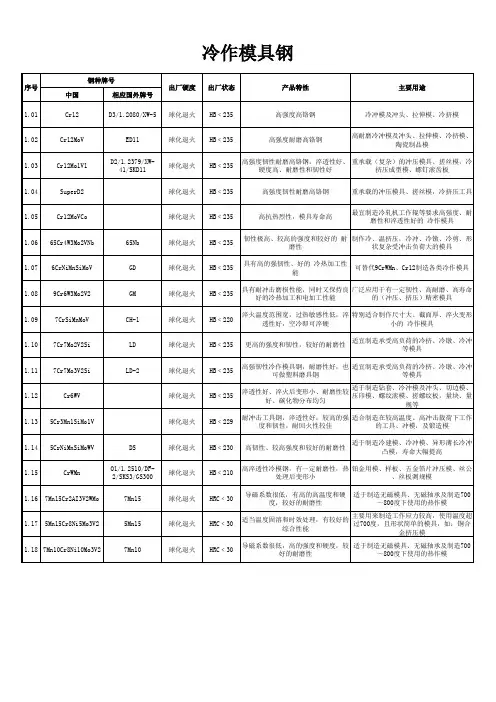
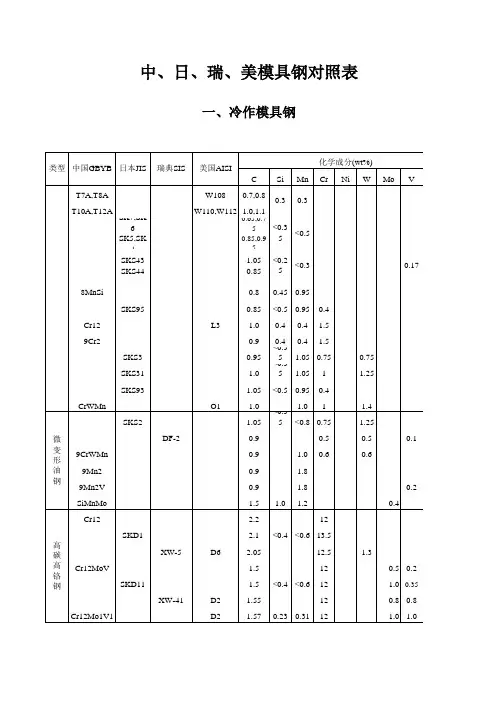
热作模具钢是指适宜于制作对金属进行热变形加工的模具用的合金工具钢,如热锻模、热挤压模、压铸模、热镦模等。
模具钢牌号对照是根据国内外对模具钢的不同需求、对同一类别的钢材国内外不同命名而做的归类,大大提高了模具钢的应用效率。
各国钢牌号,均有各国家标准钢牌号和生产厂家标准钢牌号。
国内外的钢牌号,均可找到与其对应的中国标准钢牌号。
国内外常见热作模具钢牌号一览表:性能要求:热作模具在工作时承受着很大的冲击力,模腔和高温金属接触,反复地加热和冷却,其使用条件极其恶劣。
为了满足热作模具的使用要求,热作模具钢应具备下列基本特性:(1)较高的高温强度和良好的韧性。
热作模具,尤其是热锻模,工作时承受很大的冲击力,而且冲击频率很高,如果模具没有高的强度和良好的韧性,就容易开裂。
(2)良好的耐磨性能,由于热作模具丁作时除受到毛坯变形时产生摩擦磨损之外,还受到高温氧化腐蚀和氧化铁屑的研磨,所以需要热作模具钢有较高的硬度和抗黏附性。
(3)高的热稳定性。
热稳定性是指钢材在高温下可长时间保持其常温力学性能的能力。
热作模具工作时,接触的是炽热的金属,甚至是液态金属,所以模具表面温度很高,一般为400~700℃。
这就要求热作模具钢在高温下不发生热化,具有高的热稳定性,否则模具就会发生塑性变形,造成堆塌而失效。
(4)优良的耐热疲劳性,热作模具的工作特点是反复受热受冷,模具一时受热膨胀,一时又冷却收缩,形成很大的热应力,而且这种热应力是方向相反,交替产生的。
在反复热应力作用下,模具表面会形成网状裂纹(龟裂),这种现象称为热疲劳,模具因热疲劳而过早地断裂,是热作模具失效的主要原因之一。
所以热作模具钢必须要有良好的热疲劳性。
(5)高淬透性。
热作模具一般尺寸比较大,热锻模尤其是这样,为了使整个模具截面的力学性能均匀,这就要求热作模具钢有高的淬透性能。
(6)良好的导热性。
为了使模具不致积热过多,导致力学性能下降,要尽可能降低模面温度,减小模具内部的温差,这就要求热作模具钢要有良好的导热件能。
稀土含量对低铬合金钢的性能影响分析摘要:本文对不同稀土含量的低铬合金钢性能进行了实验研究,实验结果表明:为了细化合金钢的组织,获得合适的碳化合物尺寸,使合金元素相互作用良好以及降低有害元素的影响,应将稀土含量控制在0.1%左右。
abstract: the article has carried on the experimental study on the performance of low chromium alloy steel with different rare earth content, the experimental results show that: in order to refine the organization of alloy steel, get the right size of carbon compound, make good interaction of alloy element and reduce the influence of harmful elements, the rare earth content should be controlled at about 0.1%.关键词:合金钢;稀土;力学性能key words: alloy steel;rare earth;mechanical performance 中图分类号:tg142.7 文献标识码:a 文章编号:1006-4311(2013)20-0321-020 引言在炼钢过程中,添加适当的稀土,对合金钢的强化和净化有着良好的作用。
我国稀土资源丰富,合理利用稀土,控制合金钢中稀土的含量尤为重要[1]。
为了合理的利用稀土,探索稀土提高合金钢性能的规律,有必要对稀土与合金钢性能之间的关系进行研究。
1 试验合金钢的选择为了研究稀土对合金钢性能的影响,现以低铬合金模具钢为实验对象,研究稀土与低铬合金模具钢性能之间的关系。
时效硬化型渗氮模具钢杜树芳;杨广林;杜恒山【摘要】开发了一种时效硬化型渗氮模具钢20Cr3MnMoV,利用材料高温时效硬化特性,简化工艺,适合于中小型热锻模、热挤压模等热作模具使用,可提高模具高温强度,又可用渗氮方法提高模具耐磨性和使用寿命.【期刊名称】《金属加工:热加工》【年(卷),期】2017(000)021【总页数】3页(P41-43)【关键词】时效硬化钢;渗氮模具钢【作者】杜树芳;杨广林;杜恒山【作者单位】长春金马热处理公司;长春金马热处理公司;长春金马热处理公司【正文语种】中文热作模具材料的强韧性和耐磨性是影响模具寿命的关键特性。
新模具材料和新热处理工艺的不断出现,热作模具寿命正在大幅度提高。
但是,作为常用的热作模具钢H13,表现高温强度和韧性不足,尤其是通过渗氮处理难以得到较厚的强化的耐磨渗氮层。
为此,我们研制了一种更高高温强度和适宜渗氮处理的时效硬化型渗氮模具钢20Cr3MnMoV[1],也可用来制造重载荷高强度耐磨件。
在20Cr3Mo2NiVSi(PH)基础上[2],调整化学成分,研制成功20Cr3MnMoV 时效硬化钢,可实现渗氮过程中渗氮硬化和时效硬化同时进行,已成功用于制造长寿命渗氮热作模具和高耐磨性深层渗氮零件。
1. 时效硬化钢的合金成分该时效硬化钢有以下特点:(1)有良好的析出硬化性能,取消Ni,析出相以Cr、Mo、V、Nb合金碳化物为主,兼有金属间化合物析出。
(2)退火状态有良好的可加工性,固溶处理状态有足够的可加工性。
(3)时效硬化温度在520~580℃,利于深层渗氮硬化和基体时效硬化同时进行。
(4)表层经渗氮强化和时效强化有较高的热稳定性,心部有良好的冲击韧度。
(5)舍弃油淬,固溶处理采用空冷或气冷,保证足够的淬透性。
参照20Cr3Mo2NiVSi(PH)钢靠金属间化合物和合金碳化物在板条状低碳马氏体中析出硬化,使钢具有较高的高温强度和耐磨性,表现在热作模具上有很高的使用寿命。