毛坯工艺设计
- 格式:ppt
- 大小:667.50 KB
- 文档页数:38


毛坯房装修工艺流程1.方案设计:首先,需要根据自己的需求,找一个专业的设计师进行规划和设计。
设计师将根据你的需求、房屋结构等因素制定装修方案,包括装修风格、色彩搭配、空间布局等。
2.材料采购:根据设计方案,进行材料采购。
选择优质、环保、美观的装修材料,如地板、瓷砖、油漆、门窗等。
3.墙面处理:首先进行墙面处理,包括清理、抹灰、刷漆等工作。
抹灰时要注意避免裂缝和砂浆空鼓的出现,刷漆时要选择环保的涂料。
4.水电改造:进行水电改造工作,包括给水管道、排水管道和电线管道的铺设和安装。
水电改造时要按照规范施工,保证安全可靠。
5.地板铺设:选择合适的地板材料,进行地板的铺设。
地板铺设时要保证平整、牢固,并注意避免开裂和变形现象。
6.安装门窗:选择合适的门窗材料和样式,进行门窗的安装。
门窗安装要保证严密性和安全性,避免漏风、漏水等问题。
7.吊顶施工:进行吊顶的施工。
吊顶可以起到美观、隔音、防火等功能。
吊顶施工时要保持平整、稳固,避免开裂和掉落的情况发生。
8.柜子和橱具安装:根据设计方案进行柜子和橱具的安装。
柜子和橱具安装要注重细节,保证使用方便、功能齐全。
9.卫浴安装:进行卫浴设备的安装,包括马桶、浴缸、淋浴、洗手盆等。
卫浴安装时要保证使用方便、卫生,并注意防水处理。
10.灯具安装:根据设计方案进行灯具的安装。
灯具安装要遵循安全规范,保证亮度和美观。
11.环境布置:进行室内环境的布置,包括家具、家居用品等。
根据自己的需求和喜好,选择适合的家具和装饰品进行布置,使空间更舒适、美观。
12.清理验收:最后进行清理验收工作,清理施工过程中的垃圾和残留物,并对装修的成果进行验收。
验收时要检查工程质量和装修效果,确保达到预期的效果。
毛坯房装修工艺流程的每一步都非常重要,要精心施工,注重细节,确保工程质量和装修效果。
同时,在整个装修过程中要注重与装修公司或施工人员的沟通和协调,及时解决问题,保证工程顺利进行。
最后,装修后要进行环保检测,确保装修材料和装修过程不会产生环境污染和健康风险。
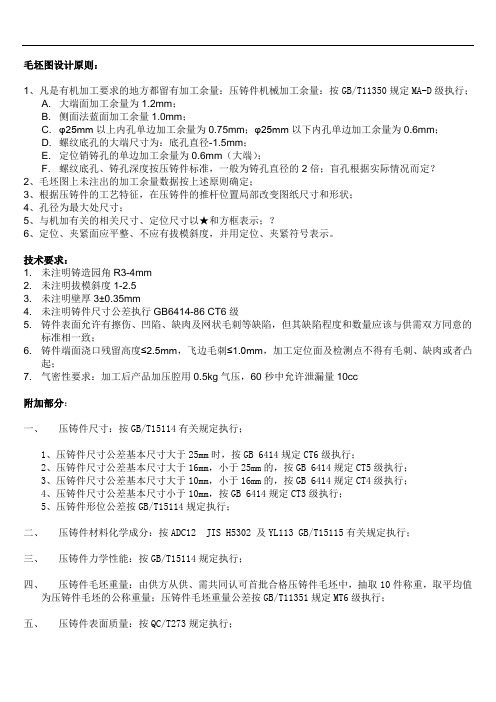
毛坯图设计原则:1、凡是有机加工要求的地方都留有加工余量:压铸件机械加工余量:按GB/T11350规定MA-D级执行;A. 大端面加工余量为1.2mm;B. 侧面法蓝面加工余量1.0mm;C. φ25mm以上内孔单边加工余量为0.75mm;φ25mm以下内孔单边加工余量为0.6mm;D. 螺纹底孔的大端尺寸为:底孔直径-1.5mm;E. 定位销铸孔的单边加工余量为0.6mm(大端);F. 螺纹底孔、铸孔深度按压铸件标准,一般为铸孔直径的2倍;盲孔根据实际情况而定?2、毛坯图上未注出的加工余量数据按上述原则确定;3、根据压铸件的工艺特征,在压铸件的推杆位置局部改变图纸尺寸和形状;4、孔径为最大处尺寸;5、与机加有关的相关尺寸、定位尺寸以★和方框表示;?6、定位、夹紧面应平整、不应有拔模斜度,并用定位、夹紧符号表示。
技术要求:1. 未注明铸造园角R3-4mm2. 未注明拔模斜度1-2.5°3. 未注明壁厚3±0.35mm4. 未注明铸件尺寸公差执行GB6414-86 CT6级5. 铸件表面允许有擦伤、凹陷、缺肉及网状毛刺等缺陷,但其缺陷程度和数量应该与供需双方同意的标准相一致;6. 铸件端面浇口残留高度≤2.5mm,飞边毛刺≤1.0mm,加工定位面及检测点不得有毛刺、缺肉或者凸起;7. 气密性要求:加工后产品加压腔用0.5kg气压,60秒中允许泄漏量10cc附加部分:一、压铸件尺寸:按GB/T15114有关规定执行;1、压铸件尺寸公差基本尺寸大于25mm时,按GB 6414规定CT6级执行;2、压铸件尺寸公差基本尺寸大于16mm,小于25mm的,按GB 6414规定CT5级执行;3、压铸件尺寸公差基本尺寸大于10mm,小于16mm的,按GB 6414规定CT4级执行;4、压铸件尺寸公差基本尺寸小于10mm,按GB 6414规定CT3级执行;5、压铸件形位公差按GB/T15114规定执行;二、压铸件材料化学成分:按ADC12 JIS H5302 及YL113 GB/T15115有关规定执行;三、压铸件力学性能:按GB/T15114规定执行;四、压铸件毛坯重量:由供方从供、需共同认可首批合格压铸件毛坯中,抽取10件称重,取平均值为压铸件毛坯的公称重量;压铸件毛坯重量公差按GB/T11351规定MT6级执行;五、压铸件表面质量:按QC/T273规定执行;六、压铸件内部质量:按GB/T15114规定执行;1、压铸件若能满足使用要求,则压铸件本质缺陷不作为报废依据;2、压铸件气密性要求:将压力为25KPa的滤水压缩空气,平缓的送入压铸件中,密封关闭9S后,测腔内压力,压力降到不低于21KPa为合格;3、在不影响使用的前提下,允许对铸件进行浸渗处理,浸渗处理后要满足上述气密性要求;4、压铸毛坯在需方加工后,若气密性不合格则返回供方,允许无偿做二次浸渗,试验合格后再送需方使用;5、供方提供的压铸件毛坯一次性不合格率小于0.5%;七、压铸件的试验方法及检验规则:按GB/T15114及QC/T273规定执行;1、其中化学成分和机械性能检验按QC/T273规定一类铸件标准执行,且当需方需要时,供方须向需方提供检验报告;2、一般情况下,采用试样检验力学性能;特殊情况下,若需方有要求时,也可以采用压铸件本身检验;。


毛坯房装修工艺流程1前期设计-—2主体拆改——3水电改造——4木工——5贴砖—-6刷墙面漆——7厨卫吊顶——8橱柜安装——9木门安装——10地板安装-—11铺贴壁纸——12散热器安装——13开关插座安装——14灯具安装——15五金洁具安装-—16窗帘杆安装——17拓荒保洁——18家具进场——19家电安装——20家居配饰装修,大致是按照这20步完成的。
下面,死抗着尽我最大之所能,把我目前所了解的装修过程以及整个过程中需要注意的诸多细节尽可能详细的阐述一遍……一、装修全过程20个环节解析(一)前期设计同样是建造,人和蜜蜂的区别就在于,蜜蜂的建造是本能的反映,而人在建造之前,脑海中首先会形成构思和框架.所以,如果把家装比喻成一场战役,那么家装的前期设计就是这场战役的“作战方案",是家装的“灵魂环节”。
再所以,死抗着在上篇《唐亮制造》中通篇讲述的都是前期设计需要注意的问题,在这里就不重复了。
在前期设计中,同学必须还要做的一件事,那就是对自己的房间进行一次详细的测量,大家不要犯懒,最好亲自测量一遍,测量的内容主要包括:1、明确装修过程涉及的面积。
特别是贴砖面积、墙面漆面积、壁纸面积、地板面积;2、明确主要墙面尺寸.特别是以后需要设计摆放家具的墙面尺寸。
我记得我家工长最后跟我按照“实际发生量"结算铺砖一项的总款时,他测量的面积比我自己测量的面积多了10平米,我当时真是哭笑不得。
重新测量之后,工长回过身训斥瓦工说:“你们是怎么测的?!"这也是为什么我建议大家自己测量的原因。
装修很多地方跟做人的道理一样——我们嘴上不一定很明白,但是心里一定要有数。
顺道提醒大家,开工之前不要忘记去物业办理开工手续,交纳装修押金。
(二)主体拆改进入到施工阶段,主体拆改是最先上的一个项目,主要包括拆墙、砌墙、铲墙皮、拆暖气、换塑钢窗等等。
主体拆改说白了,就是先把工地的框架先搭起来。
(三)水电改造水电路改造之前,主体结构拆改应该基本完成了.在水电改造和主体拆改这两个环节之间,一些同学可能知道,还应该进行橱柜的第一次测量。
在对零件图进行工艺性分析后,还应结合数控铣削的特点,对所用毛坯(常为板料、铸件自由锻及模锻件)进行工艺性分析,否则,如果毛坯不适合数控铣削,加工将很难进行下去;甚至会造成前功尽弃的后果。
这方面的教训在实际工作中也是不少见的,应引起充分重视。
根据经验,下列几方面应作为毛坯工艺性分析的要点:①毛坯的加工余量是否充分,批量生产时的毛坏余量是否稳定。
毛坯主要指锻、铸件,因模锻时的欠压量与允许的错模量会造成余量多少不等,铸造时也会因沙型误差、收缩量及金属液体的流动性差不能充满型腔等造成余量不等。
此外,锻、铸后,毛坯的翘曲与扭曲变形量的不同也会造成加工余量不充分、不稳定。
在通用铣削工艺中,对上述情况常常采用划线时串位借料的方法来解决。
但是在采用数控铣削时,—次定位将决定工件的“命运”,加工过程的自动化很难照顾到何处余量不足的问题。
因此,除板料外,不管是锻件、铸件还是型材,只要准备采用数控铣削加工,其加工面均应有较充分的余量。
经验表明,数控铣削中最难保证的是加工面与非加工面之间的尺寸,这一点应该引起特别重视。
在这种情况下,如果已确定或准备采用数控铣削,就应事先对毛坯的设计进行必要更改或在设计时就加以充分考虑,即在零件图纸注明的非加工面处也增加适当余量。
②分析毛坯在安装定位方面的适应性。
主要是考虑毛坯在加工时的安装定位方面的可靠性与方便性,以便充分发挥数控铣削在一次安装中加工出许多待加工面。
主要是考虑要不要另外增加装夹余量或工艺凸台来定位与夹紧,什么地方可以制出工艺孔或要不要另外准备工艺凸耳来特制工艺孔。
值得注意的是,对某些看上去很难定位安装的或缺少定位基准孔与定位面的工件,只要在毛坯上想想办法,就迎刃而解了。
如图c所示工件,加工上下腹板与内外轮廓时因缺少定位安装面造成装夹困准,但只要在上下两筋上分别增加两个工艺台就可以较好地解决该工件的装夹困难问题。
再如图d所示,该工件缺少定位用的基准孔,用其他方法很难保工件定位精度,如果在图示位置增加两个工艺凸耳,在凸耳上制出走位基准孔,这一问题就能得到圆满的解决。