牵切原理及工艺
- 格式:ppt
- 大小:513.50 KB
- 文档页数:17

牵伸技术名词解释牵伸技术是一种用来改变金属或其他材料的形状的热加工工艺。
它使用高温将金属或其他材料伸长,以达到所需的尺寸、形状和强度要求。
这一工艺是在20世纪50年代末开发的,并得到了广泛的应用。
牵伸技术具有优异的拉伸性能,可用于改变金属或其他材料的形状和尺寸,使其符合用户的要求。
牵伸技术可以精确控制产品尺寸,从而产生性能优良的半成品或成品。
与其他加工技术相比,牵伸处理的半成品和成品具有很强的稳定性和质量可靠性。
牵伸技术的主要步骤包括:清洗、冷却、拉伸、放缩、表面处理和复合工艺。
首先,在牵伸工艺中需要对待处理的材料进行清洗,以去除材料的外表面的污物,以减少牵伸过程中的污染。
清洗完成后,将材料进行冷却,使其保持在热处理温度以下,以减少热损失。
然后,将材料放置在牵引器或拉伸机中,通过拉伸来获得所需尺寸、形状和强度。
接着,对处理过的材料进行放缩,以增加材料的强度和耐磨性。
最后,对牵伸后的制品进行表面处理,以增加材料的外观和性能。
牵伸技术广泛应用于航天、汽车、电子、冶金等行业,具有很好的经济效益。
例如,航空航天行业中的航天飞行器和宇宙飞船,都需要牵伸技术处理金属以达到性能要求。
同样,汽车制造业也大量使用牵伸技术处理金属,以获得性能优良的汽车零部件。
此外,电子行业也大量使用牵伸技术,以生产性能稳定的电子产品。
牵伸技术的发展为我国的金属加工行业带来了很大的发展机遇。
在过去的几十年里,牵伸技术已经取得巨大的进步,在几乎所有的行业和领域都受到欢迎,为企业的发展提供了强大的支持。
牵伸技术的未来发展趋势是较低的能耗、更高的加工精度、更好的产品性能和更高的加工效率。
总之,牵伸技术是一项非常有用的热加工,它可以用来改变金属或其他材料的形状和尺寸,使其具有良好的拉伸性能。
牵伸技术广泛应用于航空航天、汽车、电子、冶金等行业,可以有效提高加工精度,提高产品性能和加工效率,进而提高企业的竞争力。
随着技术的不断发展,牵伸技术将有望实现更好的拉伸性能,为社会和经济发展提供更多的帮助。

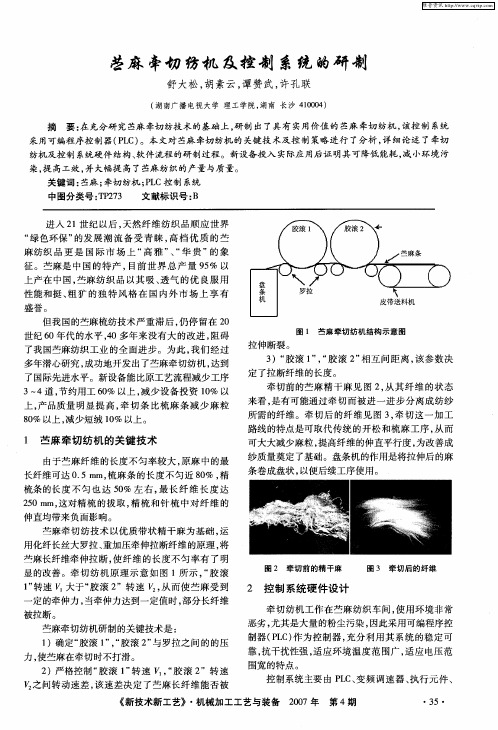
第22卷第4期2007年12月安 徽 工 程 科 技 学 院 学 报Journal of Anhui University of Technology and Science Vol.22.No.4Dec.,2007收稿日期:2007-10-26 基金项目:安徽省高校自然科学重点基金资助项目(kj2007a007)作者简介:张 强(1982—),男,安徽芜湖人,讲师,硕士研究生.文章编号:1672-2477(2007)04-0049-0365N m 苎麻纱牵切纺工艺的研究张 强1,杜兆芳1,曹建飞1,吕春晓2(1.安徽农业大学轻纺工程与艺术学院,安徽合肥 230036;2.安徽华龙麻业集团公司,安徽旌德 242601)摘要:主要分析了传统苎麻纺纱工艺中针刺梳理的缺点,提出采用牵切式平行梳理代替原工艺中的针齿梳理工艺,试纺中对纺制65N m 纯苎麻纱的工艺进行探讨、改进和优化设计,解决了工艺难点,得出合理的工艺路线和工艺参数.关 键 词:苎麻;牵切纺纱;新工艺中图分类号:TS104.7 文献标识码:A引 言麻织物具有优良的吸湿散热性能及良好的服饰特点,在“崇尚自然、返璞归真”的今天,越来越受到人们的青睐.但是苎麻纤维长度参差不齐,不匀率很大,给纺纱过程造成了诸多困难,影响成纱质量[1].传统苎麻纺纱工艺中梳理是采用钉、针、齿强行处理,造成成纱制成率的降低[2];开松环节和梳理环节是靠锡林与铁托板相互的扯断作用来实现的,因此使苎麻纤维的长度不匀率和纤维被机械损伤的几率增加,在梳理环节中,由于纤维的断裂、在两针齿面间的转移不良及在两个针齿间的揉搓产生麻粒与白点[3].本文采用牵切纺新工艺,使过长纤维在牵切装置中被切断或被拉断,提高纤维长度集中度,降低短纤维数量,较好的提高纺纱效率.1 苎麻牵切纺纱工艺简介图1 苎麻牵切机示意图牵切纺纱是将纺纱性能较好的适纺纤维(如带状精干麻)在不经过开松和梳理的情况下直接喂入纺纱装置而纺成纱线的过程.原来工艺中对纤维的针齿梳理由新工艺中牵切式的平行梳理所替代[4].新型苎麻牵切机结构如图1所示.牵切纺纱工艺主要应用于化纤行业,目前也有厂家将其用于苎麻纺纱.苎麻牵切纺纱工艺流程为:脱胶后的苎麻→软麻→给湿加油→堆仓→牵切→精梳→并条→粗纱→细纱→络筒.优点是:纤维长度的均匀性好;减少短纤维数量,减少麻节;梳针梳理环节的减少使纤维不再因为频繁地在两个针齿间转移不良与相互揉搓等产生麻粒和白点;减少了纤维在开松及梳理环节受到的损伤;同时缩短工艺流程,提高生产效率及经济效益.2 苎麻牵切纺纱工艺技术及参数配置苎麻牵切纺纱的原料:采用生物酶Ca 2+激活后脱胶所得的苎麻纤维进行纺纱[5],该纤维性能指标为:残胶率为1.96%,断裂强力为64.5CN ,纤维平均长度为101mm.2.1 给湿加油将一定比例的油和水用乳化剂制成乳化液,喷淋在纤维上,增大纤维的回潮率,提高柔软度和润滑性,解决在以后工序的生产中产生的静电及绕罗拉皮辊现象.本试验中乳化率(即油中含水的量)为7.5%,纤维的给油率为1.0%.乳化液配方:21%的锭子油,8%乳化剂OP -7,65℃以上的水经机械搅拌制成.2.2 堆仓(养生)为了消除精干麻在软麻过程中产生的内应力,必须进行养生处理,保证出仓时达到一定的回潮率.把加过乳化液的麻束堆放在麻仓里,踩实压紧,让油、水在麻束中逐渐扩散,渗透均匀,使纤维膨润、松软.本试验为72h,室内温度调整为30℃.2.3 牵切牵切工艺采用前区牵伸后区牵切的配置.本试验中总牵切倍数确定在8倍.前区牵伸倍数为1.6倍,后区牵伸倍数为6.4倍.牵切喂入精干麻的定量为210g/m.皮辊加压为0.45Mpa,皮辊握持弧长为14.5 mm,牵切隔距定为115mm,后区即牵切区罗拉间最短握持距L1为100.5mm.2.4 精梳由于麻纤维较粗,刚性、脆性较大,抱合力差,麻网不宜太薄,喂入定量不宜过轻,因此,喂入定量定为115g/m,喂入长度6.5mm.精梳宜采用低速度,大隔距的工艺.麻的脆性较大,单位时间内作用次数过多损伤麻纤维,纤维过粗,隔距放大,以利于纤维转移,形成较好的麻网,因此隔距为47mm.相对湿度控制在65%~70%左右.2.5 并条通过并合、牵伸改善麻条均匀度和强力.由于麻纤维中含有少量的果胶质,使纤维具有较大的粘附性,易形成麻纤维束.因此并条工序并合根数不宜过多为4根,罗拉隔距为23.0mm×23.5mm,前罗拉速度比加工一般棉型纤维低15%左右为1029r/min.并条工序采用四道并条工艺,相对湿度控制在65%左右,温度控制在23℃左右.2.6 粗纱粗纱可采用大隔距、轻定量、低速度、小张力的加工原则.罗拉隔距32.5mm×44mm,前罗拉速度198r/min,定量6.0g/10m,且适当增加粗纱捻度,以防止粗纱在退绕时断头或意外伸长.麻纤维刚直,粗纱捻系数比纯棉时偏小掌握取85.为防止意外牵伸,粗纱应减少张力,加压适当加重,后区牵伸偏小掌握为1.24倍,总牵伸倍数不宜过大为12.采用小号集合器(6.0)能起到聚拢纤维的作用,使纤维不飘散,减少毛羽,降低粗纱断头.相对湿度控制在65%~70%左右,太大时由于粗纱定量较重,易下坠断头,太小时粗纱易发毛、飞花和尘埃较多.温度控制在25℃左右.采取以上措施后,粗纱条干CV%值达到8.0%.2.7 细纱细纱可采用较大罗拉隔距、较高捻系数、低速度、小张力、较重钢丝圈的工艺原则.因麻纤维中有部分纤维过长,细纱应采用滑溜牵伸,牵伸倍数不宜过大,总牵伸倍数为28.10,捻系数定为430.中铁壳采用丁氰胶辊开槽防止橡皮纱出现,后区牵伸偏小掌握定为1.33.钳口为6.0.麻纤维回潮率大,相对湿度加大时,纤维柔软且强力增强.因此细纱工序需要加大湿度;使成纱毛羽、断头减少.采用平面镀铬钢领,较重的前皮辊压力,较大的前区罗拉隔距44mm×44mm,前罗拉转速90r/min,前胶辊前冲5mm,较小的钳口隔距23mm,前区加装集棉器等工艺配置,较好地控制浮游区纤维,减少细节和毛羽,防止纤维分散,降低细纱断头率,提高乌斯特条干指标.2.8 各工序工艺参数表表1 高支纯苎麻纱纺制主要工艺参数汇总表工序名称工艺参数工序名称工艺参数给湿加油乳化率纤维给油率7.5%1.0%堆仓/养生堆仓时间堆仓温度72h28~30℃牵切总牵切倍数前区牵伸倍数后区牵伸倍数喂入定量皮辊加压牵切隔距81.66.4210g/m0.45Mpa115mm精梳喂入定量喂入长度隔距相对湿度115g/m6.5mm47mm65%~70%并条道数罗拉隔距前罗拉速度相对湿度温度423.0mm×23.5mm1029r/min65%左右23℃左右・5・安 徽 工 程 科 技 学 院 学 报2007年工序名称工艺参数工序名称工艺参数粗纱罗拉隔距前罗拉速度定量捻系数总牵伸倍数后区牵伸倍数相对湿度温度集合器32.5mm ×44mm198r/min 6.0g/10m85121.2465%~70%25℃左右6.0细纱总牵伸倍数捻系数后区牵伸倍数钳口罗拉隔距前罗拉速度钳口隔距28.104301.336.044mm ×44mm90r/min 23mm 络筒络筒速度相对湿度温度650m/min 65%左右25℃左右2.9 成纱质量比较根据以上工艺表的配置纺制出的65支纯苎麻纱的品质与传统纺65支纯苎麻纱品质对比品质如下表2所示.表2 牵切纺65支纯苎麻纱与传统纺65支纯苎麻纱品质对比表指标单纱断裂强度/(CN ・tex -1)麻粒/(个・400m -1)单纱强力变异系数CV/%重量变异系数CV/%重量偏差/%牵切纺纱16.52020 3.5±2.5传统纺纱16.050254.8±2.93 结论采用牵切纺新工艺,所得的苎麻纱品质在麻粒个数、单纱强力变异系数、条干均匀度几个方面都有很大的提高,单纱强力和重量偏差也有一定程度的改善,各项性能指标优于传统纺纱,达到国家标准要求.牵切纺的使用,较好地提高了纺纱效率.参考文献:[1] 刘辉,郁崇文.苎麻牵切纺纱的牵切工艺探讨[J ].中国麻业,2005(5):123.[2] 赵晋军.苎麻牵切纺纱新工艺的初探[J ].河北纺织,2003(2):25231.[3] 王全国,张元明.苎麻牵切隔距与皮辊加压的关系分析[J ].纺织科技进展,2006(6):122.[4] 赵晋军.苎麻牵切工艺的研究[D ].西安:西安工程科技学院,2004.[5] 曹建飞.苎麻生物酶Ca 2+激活脱胶及高支纯苎麻纱牵切纺的研究[D ].合肥:安徽农业大学,2007.T echnology of the 65N m ramie yarn stretch 2breaking spinningZHAN G Qiang 1,DU Zhao 2fang 1,CAO Jian 2fei 1,L U Chun 2xiao 2(1.Colle.of Light 2textile Engn &Art ,Anhui Agricultural University ,Hefei 230036,China ;2.Anhui Hualong Ramie Group Corporation ,Jingde 242601,China )Abstract :The main problem of t raditional ramie is discussed and parallel carding is employed instead of t he needle teet h carding technology.The technology of how to improve and optimize t he design ,solve t he difficult process of Spinning 65N m p ure ramie yarn is dealt wit h and reasonable process and parame 2ters are reached.Key words :ramie ;st retch 2breaking spinning ;new technology・15・第4期张 强,等:65N m 苎麻纱牵切纺工艺的研究。
牵切过程中纤维长度不匀率分析吴绥菊;郁崇文;季晓雷【摘要】Controlling the stretch-breaking sliver fiber length irregularity is the precondition of spinning high quality yarns, and the fiber length irregularity of stretch-breaking slivers is mainly caused by stretch-breaking technology parameters apart from fiber itself original parameters. The relationship between main stretch-breaking technology parameters (stretch-breaking settings and ratio) and fiber length irregularity in stretch-breaking sliver was investigated by analyzing the fiber motion in stretch-breaking process. The study demonstrates that the relationship between input fiber length and stretch-breaking settings affects fiber length irregularity distinctly and its influence on the regularity is affected by matching of input fiber length and stretch-breaking settings, I. E. Different input length needs different gauge correspondingly for reducing irregularity to minimum. Stretch-breaking ratio has little influence on length irregularity.%控制好牵切条纤维长度不匀是保证纺制高品质纱的前提,而牵切条中的纤维长度不匀率除其自身原始状态外主要取决于牵切工艺参数.为此,通过分析纤维牵切过程,明确主要牵切工艺参数(牵切隔距、牵切倍数)与牵切条中纤维长度不匀的关系.结果表明:牵切隔距对长度不匀率有明显影响,其影响规律与喂入长度与牵切隔距的配合有关,不同喂入长度要合理配置不同的牵切隔距,才能将牵切产生不匀率减至最低;牵切倍数对长度不匀影响很小.【期刊名称】《纺织学报》【年(卷),期】2012(033)003【总页数】4页(P34-37)【关键词】牵切;纤维长度不匀;牵切工艺;牵切条质量【作者】吴绥菊;郁崇文;季晓雷【作者单位】南通大学纺织学院,江苏南通226019;东华大学纺织学院,上海201620;东华大学纺织学院,上海201620【正文语种】中文【中图分类】TS124.31牵切技术最初用于化纤长丝的制条工艺[1-2],目前在天然纤维中也有应用,如棉毛混纺[3-4]、兔毛与棉混纺[5]、苎麻纺纱[6]等。
电力牵张机生产工艺全文共四篇示例,供读者参考第一篇示例:电力牵张机生产工艺指的是生产电力牵张机这一种电力设备所需要遵循的一系列工艺流程。
电力牵张机是一种用于拉伸或挤压导线的设备,主要用于电力输送线路的建设和维护。
它具有将导线保持在要求的张力状态下的功能,确保输电线路的安全和稳定运行。
一般来说,电力牵张机的生产工艺可以分为以下几个步骤:1. 设计阶段:在这个阶段,工程师们会根据客户的需求和要求设计出一份符合要求的产品结构图。
这个过程需要考虑到产品的承载能力、使用环境、安全性等因素,确保产品满足相关标准和规范。
2. 材料准备:在电力牵张机的生产过程中,需要准备各种材料,包括钢材、电机、传动装置、控制系统等。
这些材料要求符合相关标准,能够保证牵张机的质量和可靠性。
3. 加工制造:一般来说,电力牵张机的主体由钢材构成,需要进行切割、焊接、磨削等加工工艺。
电机、传动装置等部件也需要进行相应的加工和组装,确保各个部件之间的协调运行。
4. 质量检验:在电力牵张机生产的每一个阶段,都需要进行严格的质量检验。
包括对材料的检验、加工工艺的检验、成品的检验等,确保产品符合相关标准和规范。
5. 装配调试:在电力牵张机完成生产后,需要进行装配和调试工作。
这一过程主要是确保各个部件能够正常运行,达到设计要求。
同时也需要对整个牵张机进行安全性检查,确保产品可以安全使用。
6. 发货运输:经过严格的检验和测试后,电力牵张机可以进行包装和发货。
在运输过程中,要确保产品不受损坏,并能按时、安全地送达客户手中。
电力牵张机的生产工艺需要严格遵循一系列的步骤和规范,确保产品的质量和可靠性。
生产过程中需要注重对材料、加工工艺、成品都进行严格的检验和测试,以确保产品符合相关标准和客户的需求。
电力牵张机作为电力输送线路建设和维护的重要设备,其质量的好坏直接关系到输电线路的安全和稳定运行,因此在生产过程中要注重细节,确保每一个环节都符合标准和规范。