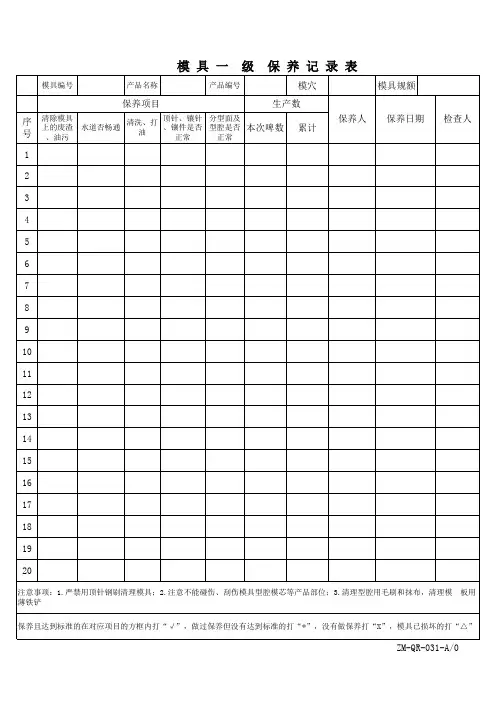
模具一级(日)保养记录表
- 格式:xlsx
- 大小:14.28 KB
- 文档页数:1
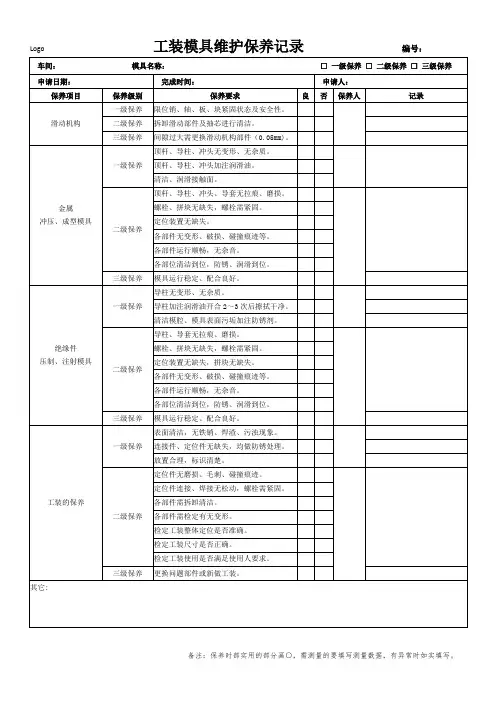
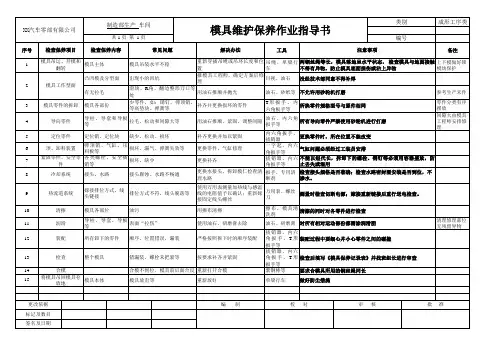
模具维护保养检修记录一、模具的维护保养重要性模具作为生产中不可或缺的重要工具,其正常运行对于企业的产品质量和生产效率具有重要影响。
因此,对模具进行定期的维护保养和检修工作,可以有效地延长其使用寿命,提高生产效率,降低生产成本。
下面是模具维护、保养、检修记录的详细内容。
二、模具的维护保养项目1.清洁工作为了保证模具的正常使用,每天上班前,需要对模具进行清洁工作。
主要包括清洁模具表面的油渍、灰尘等污物,并用干净的布擦拭干净。
2.润滑工作模具的润滑是保证模具正常运行的重要工作之一、每周定期进行润滑工作,采用专用的润滑油对模具滑动部位进行润滑和防锈处理。
在润滑油上添加防锈剂,以保证模具表面不生锈。
3.定期清理模具内部在模具加工过程中,有时会产生金属屑、异物等杂质进入模具内部。
为了防止这些杂质对模具造成损害,每月定期对模具内部进行清理工作,清除其中的杂质。
4.检查模具的工作条件定期对模具的工作条件进行检查,包括模具螺丝的紧固情况、模具水孔的通畅情况等。
如果发现有松动或堵塞的情况,要及时处理,以保证模具的正常运行。
5.模具的防腐处理对于长时间不使用的模具,需要进行防腐处理。
将模具表面喷涂一层防锈油,以保护模具表面不生锈和腐蚀。
三、模具的定期检修项目1.外部检查定期对模具的外部情况进行检查,包括模具表面的磨损情况、裂纹、变形等。
如果发现有磨损严重或者有裂纹变形等情况,需要及时修复或更换模具。
2.内部清洁对模具内部进行彻底的清洁工作,清除模具内部的杂质和积碳。
使用专用的清洁剂和工具,将模具内部的杂质清理干净。
3.复位对于需要复位的模具,要进行复位操作。
复位是调整模具在使用过程中可能产生的松动或位移,确保模具正常运行。
4.换隔片如果发现模具的隔片已经磨损严重,不再适合使用,需要进行更换。
更换隔片时要注意选择与原隔片相同规格的新隔片,并进行精确安装。
5.其他维修工作对于模具使用过程中出现的其他问题,例如齿轮松动、弹簧变形等,需要及时进行维修处理,确保模具的正常运行。
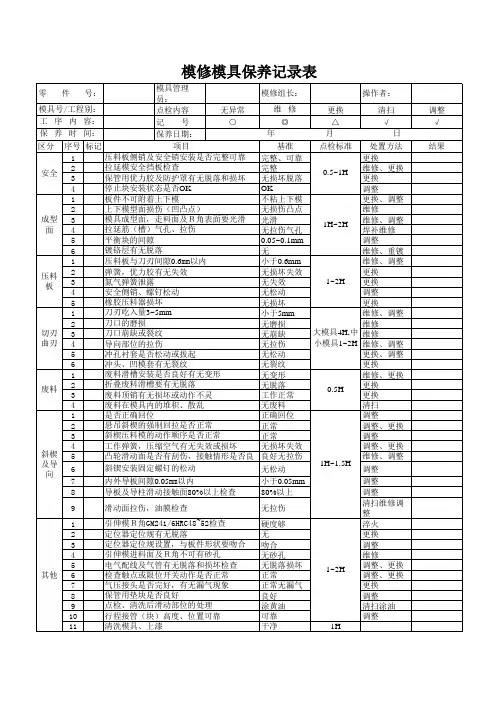
修订记录1. 目的提高模具使用寿命及产品生产效率。
2. 范围注塑量产的模具3. 职责(一级保养)由注塑技术员保养,(二.三级保养)由模具钳工保养4.程序一.模具一级保养(日保养)1.确保模具上无铁器,以避免模具被撞伤2.清除模具内残留的料屑,以免夹坏模具。
3.擦拭模具表面的油垢,并用除垢剂清洗模面。
4.清除模具内的瓦斯。
5.模具外部擦试清洁并作防锈处理。
6.活动部位,如滑块、顶针等上喷润滑油。
7.检查顶针回位,压板动作是否正常。
8.检查冷却水路是否通畅。
9.成品取出是否顺利,顶出动作声音是否正常。
10.检查模具低压保护功能是否正常并有效运行。
11.检查热流道有无漏料,漏电,损害等。
二.模具二级保养(月保养)1. 清除模具内残留的料屑。
2. 擦拭模具表面的油垢,并用除垢剂清洗模。
3. 模具外部擦拭清洁并作防锈处理。
4. 清除模具内、外部的瓦斯气。
5. 检查顶针,滑块,斜销活动是否顺畅。
6. 检查顶针,滑块,斜销是否添加润滑油。
7. 检查咬花面是否受损(如有须安排修模)。
8. 检查冷却水路是否堵塞,水管及接头是否漏。
9.检查热流道感温线,加热部件,电路有无老化,有无漏料等。
10.模具结构检查:公母模面有无锈蚀状况,表面有无遭塑料侵蚀,表面有无刮伤或咬伤,滑块或斜销等滑动件有无受损,滑块或滑动件有无咬到,顶针有无受损或磨损,导销与模板是否弯曲变形,有无其他损坏或磨损。
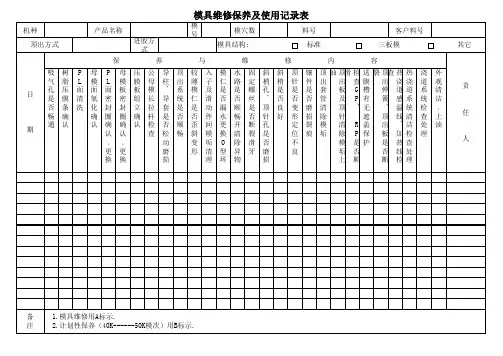
三.模具三级保养(大保养)1.当模具累计使用量分别达至10K模、50K模、100K模时各进行一次大保养,当模具使用量达至100K模以后,每使用50K模时进行一次大保养2. 将整组模具拆开,包括所有斜销、镶块、滑块。
清除模具内残留的料屑,清洗所有的零配件,包括顶针、滑块、斜销.3. 擦拭模具表面的油垢,并用除垢剂清洗模面,模具外部擦拭清洁并作防锈处理,清除模具内、外部的瓦斯气.4. 导柱及导柱孔油污清洗,添加适量润滑油,顶针,滑块,斜销是否添加润滑油。
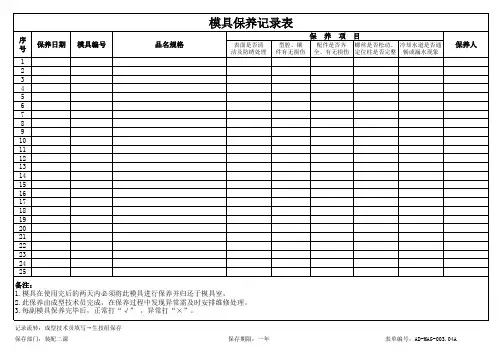
模具维护保养记录表嘿,朋友们!咱今儿来聊聊模具维护保养记录表这事儿。
你说这模具啊,就好比咱家里的宝贝疙瘩,得精心呵护着。
那这模具维护保养记录表呢,就是记录咱怎么呵护宝贝疙瘩的本本。
你想想看,模具要是没好好保养,就跟人没吃好饭没睡好觉似的,能有精神干活吗?肯定不能啊!到时候生产出来的东西质量不行,那可就麻烦大啦!所以啊,这个记录表可重要着呢,就像咱每天要记日记一样。
每次保养的时候,咱就得像个细心的医生似的,给模具来个全面检查。
看看这儿有没有磨损,那儿有没有裂缝,就跟咱人去体检一样。
然后呢,把这些情况都老老实实地记在记录表上。
这可不能马虎,不能说哎呀差不多就行啦,那可不行!这就好比你去看病,医生随便给你糊弄一下,你能乐意吗?记录表上还得写上保养的时间呀,用了啥工具呀,怎么做的保养呀。
这就像咱出门得记着带钥匙一样重要。
你要是不记清楚,下次再保养的时候,你都不知道从哪儿下手。
万一弄出啥岔子,那不就糟糕啦?咱再打个比方,这模具就像一辆汽车,你得定期给它保养,换机油啊,检查轮胎啊啥的。
这记录表呢,就是汽车的保养手册,你得好好保管着,随时能拿出来看看。
要是没有这个手册,你都不知道啥时候该保养了,那不就等着车出毛病嘛。
而且啊,这记录表还得保存好。
可不能随手一扔就不管啦。
这就跟你珍贵的照片似的,得好好收藏起来。
万一哪天需要查个啥记录,你能一下子就找到,那多方便呀。
要是找不到了,那不就跟丢了宝贝似的心疼啊。
你说这模具维护保养记录表重要不重要?那肯定重要啊!它可是模具的健康档案呢!咱得认真对待,不能马虎。
每次保养都要仔仔细细地记录下来,这样才能保证模具一直健健康康的,为咱好好工作呀!咱可不能亏待了它,对吧?所以啊,大家都要重视这个模具维护保养记录表,把它当成宝贝一样对待。
让我们一起好好呵护我们的模具,让它们为我们创造更多更好的产品!怎么样,我说得有没有道理?哈哈!。