模具维护保养记录一览表
- 格式:xls
- 大小:367.50 KB
- 文档页数:68
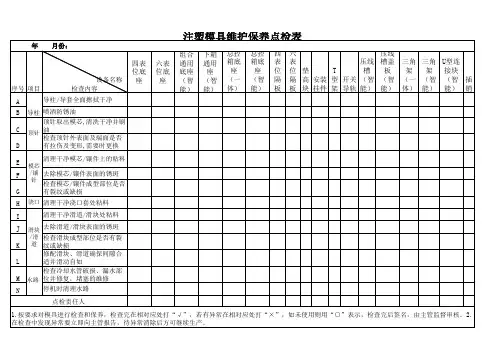
冲压设备模具维护保养管理规定生产课冲压设备模具维护保养管理规定生产课冲压设备模具维护保养管理规定一、目的:为了加强设备、模具的维护保养~延长设备、模具使用寿命、降低冲压成本、提高产品质量、保证冲压正常生产。
特制定此管理规定。
二、适用范围: 本管理规定适用于冲压课三、职责:3.1冲压课长负责本管理规定的组织实施及监督。
3.2冲压课班组长负责本管理规定的内容实施及检查。
3.3生产现场所有操作员须按照本管理规定相关内容进行设备、模具维护保养。
四、维护保养内容4.1压机日常保养4.1.1冲压机点检内容1.电机起动前1.1各部位给油是否充分~气压是否符合规定压力。
1.2压力调整阀、离合器、制动器用电磁动作有无异常1.3气压有无泄漏~压力容器,含平衡器气缸,积水排放2.主电机起动后2.1飞轮回转状态检查2.2全运转操作检查4.1.2油压机点检内容1.电源,指示灯,是否正常3 2.空气压力表是否正常,?5kgf/cm,3.冷却水阀门是否打开4.设备油温度是否正常,?30?,5.机台是否漏油、漏气6.控制面板按钮有无缺损、失灵7.急停按钮是否正常~光电安全感应装置动作是否正常8.滑块快速上升、下降是否有振动9.油量是否足够(油位在最底油标线之上)10.各部位有无裂痕、损伤、变形11.设备有无故障12.压盘导轨是否进行润滑4.2压机定期保养,1次/周,第 1页共5页生产课冲压设备模具维护保养管理规定4.2.1冲压机点检内容1.空气滤清器清扫2.各部位清扫3.电装品关系点检4.确认电气配线有无异常4.2.2油压机点检内容1.滤油器是否堵塞2.油压缸是否振动漏油3.油箱油温是否正常是否漏油4.联轴器声音是否正常4.3模具日常保养,以附件结构示意图做参考,模具日常保养由操作工实施~班组长确认~保养周期为1次/批~日常保养包括以下几个方面:4.3.1模具使用前的检查及保养(一级保养):1模具在使用前~要对照工艺文件检查所使用的模具是否正确~是否和工艺文件一致。
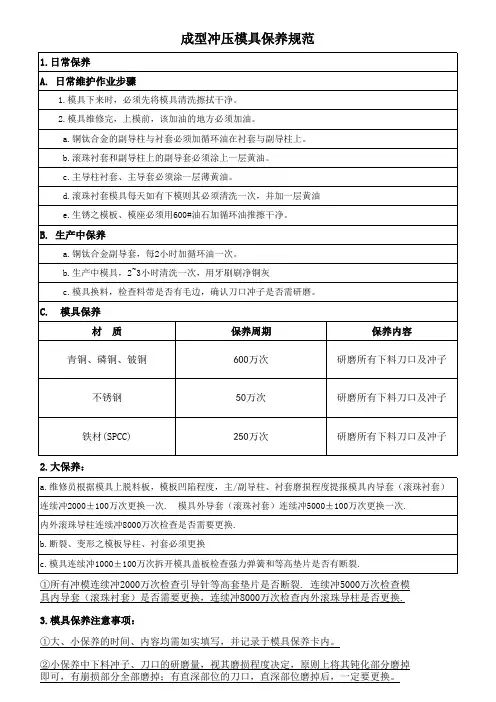
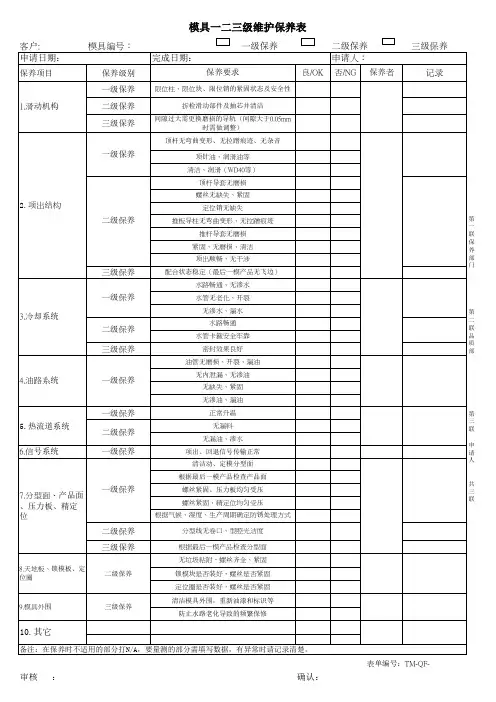
成型冲压模具保养规范
2.大保养:
①所有冲模连续冲2000万次检查引导针等高套垫片是否断裂. 连续冲5000万次检查模具内导套(滚珠衬套)是否需要更换,连续冲8000万次检查内外滚珠导柱是否更换.
3.模具保养注意事项:
①大、小保养的时间、内容均需如实填写,并记录于模具保养卡内。
②小保养中下料冲子、刀口的研磨量,视其磨损程度决定,原则上将其钝化部分磨掉即可,有崩损部分全部磨掉;有直深部位的刀口,直深部位磨掉后,一定要更换。
③模板凹陷视其程度决定研磨量。
④断裂、变形之模板导柱、衬套必须更换。
⑤成型冲与压料冲、浮料冲,视其磨损程度更换,可修复使用的修整再用。
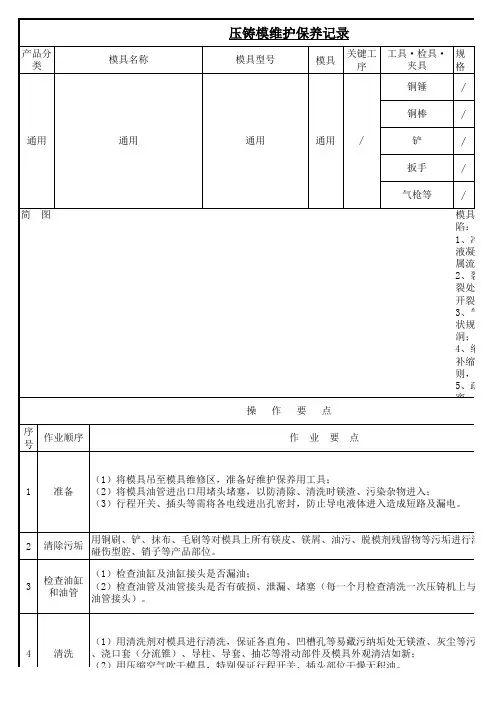
清洗、浇口套(分流锥)、导柱、导套、抽芯等滑动部件及模具外观清洁如新;4
NO 负责人确认方法∕
B
1模修工目视[4]
[5]A 2
模修工
目视[1]A
3模修工通水、油检查
∧年/月/日
∧模修工∧年/月/
日∧编制
校对
审核
标准化
审定
模修工
∧∧
标记处数签
字
日期
借用情
每次检查每次检查∕
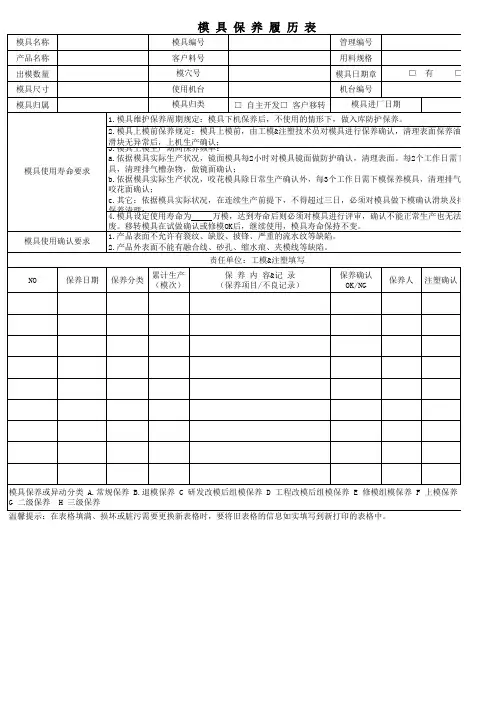
故障形式压铸模具维护保养作业标准
冷却水管、模温机油管第1页 共12页
注意:发生异常情况时
告
确认频度品质特性
7000~8000模次
铸件缺陷形式分类
[1]漏油 [2]断裂 [3]装配干涉 [4]外观、商品性 [5]机加不良 [6]不符合标准
无镁皮、镁屑等污垢
无阻塞、泄漏、破损重要项目规格值
更改文件号管理项目模具外观分型面、型腔
无锈蚀、污垢、水滴,清洁如新
电。
配;。
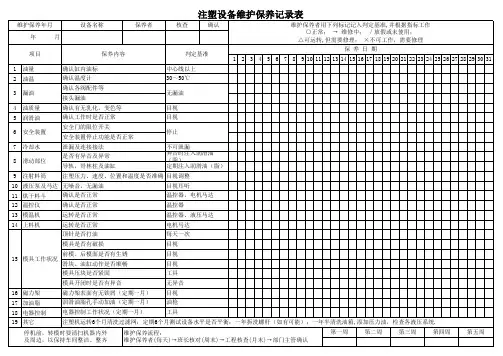
模具的维护保养知识模具的一级保养模具的一级保养指的是在生产中操作人员对模具进行和日常保养,主要内容为清擦、润滑和检查。
一、装模时的保养1、装模前要对模具的上下表面进行清擦,保证模具安装面和压机工作台面不受压伤及模具在生产中上下安装面的平行度。
2、模具装好后将模具打开,将模具各部分清擦干净,特别是导向机构,对于表面件模具,其型面清擦干净,以保证制件的质量。
3、对模具各滑动部份进行润滑,涂润滑脂。
模具各部份的检查,特别是安全件。
如:安全侧销、安全螺钉、侧护板、冲孔废料道等。
二、生产中的保养1、生产中定期对模具的相应部分进行涂油。
如:拉延模的压料圈、圆角;修边模的刀口部位;翻边刀块部分等。
2、定期对修边冲孔模的小孔废料道进行废料的清理。
三、生产后的保养1、生产结束后要对模具进行全面的检查。
2、模具进行全面的清擦,保证模具的清洁度。
3、将模具内的废料清理干净,保证废料盒中无废料。
4、将模具的使用状态和使用后的情况如实地反馈到模具传票上。
模具的二级保养模具的二级保养指的是根据模具的技术状态和复杂程度而制定的对模具进行的定期系统的保养。
此项保养工作由模修人员完成,并根据保养情况作好记录。
以下就不同的零件叙述其二保的要求和方法。
拉延模凸模、凹模:拉延模的凸、凹模主要出现的问题是拉毛及型面的压坑,保养时主要对模具的圆角拉毛部位进行抛光。
如果出现压坑要对模具进行补焊,再进行修顺。
导向零件(导柱、导套及导板等):模具在工作中会出现拉痕等现象。
产生和主要原因有润滑油脏及导向间隙偏等。
导零件产生拉痕采取用油石推顺后抛光的办法进行消除。
修边刀口:模具在使用过程中刀口部分易出现崩刃和刃口塌陷现象。
此时要对模具损坏的刀口进行补焊修配。
(具体方法后详细介绍)弹簧等弹性零件:在使用过程中,弹簧是模具最易损坏的零件之一,通常出现断裂和变形现象。
采取的办法就是更换,但是更换过程中一定要注意弹簧的规格和型号,弹簧的规格型号通过颜色、外径和长度三项确定,只有在此三项都相同的情况下才可以更换。
工装模具保养规范(IATF16949/ISO9001-2015)1.0目的为促进生产,确保现有模具达到工艺要求和延长模具使用寿命,以此达到产品质量,节约成本的目的。
2.0适用范围适用于公司内所有工装/模具的管理3.0引用文件设备工装管理程序4.0职责4.1设备工程师负责编制月度模具预防性维护保养计划易损更换工装计划并监督执行。
4.2模具库管理员每月执行月度预防性维护保养计划并做好计划,监督模具日常维护保养,负责工装模具使用期限的统计及工装模具维修和更换、报废的实施。
4.3车间操作人员负责执行模具日常维护保养及模具损坏后的报修。
5.0程序各类工装模具保养期限、使用期限明细表模具类型保养期限使用期限管端成型模8万次20万次弯管模10万次25万次扣管模13万次30万次焊接夹具3万次6万次切割模、钻孔模5万次10万次职责部门物流部模具库物流部设备物流部模具库物流部模具库物流部模具库物流部模具库输出(表单)工装模具使用次数统计表FQIR7.5-05-01工装/模具补充计划申请单FQIR7.5-06-02月度工装模具维护保养计划FQIR7.5-06-07工装工装模具履历册FQIR7.5-06-04工装/模具补充计划申请单FQIR7.5-06-02月度工装模具维护保养计划FQIR7.5-06-07统计工装模具使用次数否编制月度工装模具维护保养计划是否完好做好保养记录运行使用是检验外观检验尺寸除锈处理报废是否合格尺寸临界报废补充工装模具补充工装模具否是模具预防性保养流程编制易损工装更换计划模具预防性保养流程5.1设备工程师根据工装模具使用次数统计表编制月度工装模具保养计划、更换工装模具计划,在填写工装模具补充计划单时应将工装模具使用期限适当提前2000次。
5.2检查外观5.2.1检查模具外观是否完好,应保持无裂纹、破损和锈迹。
如有裂纹和破损应做报废处理,如有锈迹应去除。
如果在粗糙度要求较高的部位有锈迹也应做报废报废处理。