挤出管材模具设计
- 格式:ppt
- 大小:6.95 MB
- 文档页数:59
课题名称:PP-R管材挤出工艺系别:专业:高分子材料应用技术班级:学生姓名:指导教师:目录一、前言 (4)二、聚丙烯 (4)2.1PP的发展形势及其应用 (4)2.1.1PP及其管材简介 (5)2.1.2PP的加工特性及现状 (5)2.1.3PP的性质及应用 (6)四.挤出成型工艺流程 (6)4.1挤出成型原理 (6)4.2挤出成型工艺的生产过程 (7)4.3挤出成型工艺参数 (7)五、结束语 (8)六、参考文献 (9)摘要PP-R管又叫三型聚丙烯管。
是欧洲90年代初开发应用的新型塑料管道产品。
采用无规共聚聚丙烯经挤出成为管材,本文主要设计了PP-R管材挤出生产工艺。
根据当今PP-R管材行业的发展前景和应用,结合实际,详细说明了PP-R管材的配方设计、挤出生产工艺流程等方面。
关键词:PP-R管材挤出成型工艺、配方设计、挤出生产工艺流程、后处理AbstractPp-r pipe and three type polypropylene pipe. Is Europe in the early 90 s development and application of new plastic pipe products. With random copolymerization polypropylene extrusion as pipe material, this paper designed the pp-r pipe extrusion production process. According to today's prospects for development and applicationof pp-r pipe industry, combined with the actual, detailing the pp-r pipe material formulation design, production process flow and parameters determination of devolatilization and waste. To select the extrusion machine, made clear calculation. Workshop production organization and management, and the economic estimate of this project planning. Finally determined the annual output of 20000 t of pp-r pipe extrusion molding process, the formula design is feasible and workshop management and production organization is perfect.Keywords:Pp-r pipe material extrusion molding process formulation design production process and post-processingPP-R管材的挤出成型一、前言挤出成型是塑料成型加工的重要成型方法之一。

一、塑料管材的挤出管材挤出装置由挤出机、机头口模、定型装置、冷却水槽、牵引及切割或卷取装置等组成,其中挤出机的机头口模和定型装置是管材挤出的关键部件。
(1)机头和口模机头是挤出管材的成型部件,大体上可分直通式、直角式和偏移式三种,其中用得最多的是直通式机头,图8一26所示的是直通式挤管机头,机头包括分流器、分流器支架、管芯、口模和调节螺钉等几个部分。
图8一26管材挤出工艺示意图1-螺杆 2一机筒 3一多孔板 4一接口套 5一机头体 6一芯棒 7一调节螺钉8一口模 9一定径套 10一冷却水槽 11一链子 12-塞子 13一牵引装置 14一夹紧装置15-塑料管子分流器又称鱼雷头,如图8一27所示。
薪流态塑料经过多孔板而到达分流器,塑料熔体逐渐形成环形,同时料层变薄,有利于塑料的进一步均匀塑化。
分流器与多孔板之间的空腔起着汇集料流的作用。
空腔的距离不宜过小,以防管材挤出不均匀,质量不稳定;距离太大则料流的停留时间太长,易发生塑料分解。
分流器支架的作用是支撑分流器及管芯。
在小型挤出机中,分流器和分流器支架为一个整体。
为支撑分流器,支架上有分料筋,塑料流过时被分料筋分开再汇合,有可能形成熔接痕,因此分料筋要制成流线型。
管芯(型芯)是挤出管材内表面的成型部件,随管子型样不同而有不同的形式,一般为流线型,以便砧流态塑料的流动。
薪流态塑料经过分流器支架后进人管芯与口模之间,管芯经过一定的收缩成为平直的流道。
图8一27分流器与管芯示意图1一芯棒 2一分流器支架 3一分流器在管材挤出过程中,机头压缩比表示豁流态塑料被压缩的程度。
机头压缩比是分流器支架出口处流道环形面积与口模及管芯之间的环形截面积之比。
压缩比太小不能保证挤出管材的密实,也不利于消除分料筋所造成的熔接痕;压缩比太大则料流阻力增加。
机头压缩比按塑料性质在3一10的范围内变化。
口模结构如图8一28所示。
口模的平直部分与管芯的平直部分构成管子的成型部件,这个部分的长短影响管材的质量。
典型的挤出模具设计挤出模具是一种常用于橡塑制品加工的模具,通过材料在模具中连续挤出,使其形成具有一定形状和尺寸的产品。
挤出模具广泛应用于塑料、橡胶、硅胶、硬质泡沫等各种材料的生产中,能够制造出各种管材、板材、条材、异型材等产品。
典型的挤出模具设计需要考虑材料特性、产品形状和尺寸等多个因素。
首先,挤出模具设计需要根据材料的特性来确定模具的结构和参数。
不同材料具有不同的流动性、熔体温度和粘度,对模具的设计产生不同的要求。
例如,一些材料具有较高的熔体温度和较高的黏度,需要采用加热设备和较大的流道截面积来确保材料能够顺利挤出。
而一些材料具有较低的流动性,需要增加收缩率和壁厚等参数来避免产品出现瑕疵。
因此,设计师需要了解材料的特性,合理确定模具的结构和参数。
其次,挤出模具设计需要考虑产品的形状和尺寸。
不同的产品形状对模具的设计产生不同的要求。
例如,圆形管材的模具需要设计圆形的出模口和流道,以保证挤出的产品具有良好的圆度和尺寸一致性。
而异型材的模具需要根据产品的形状和结构设计复杂的挤出口和流道,以确保产品能够顺利挤出,并且具有良好的表面质量和尺寸精度。
因此,设计师需要根据产品的形状和尺寸,合理确定模具的结构和参数。
再次,挤出模具设计需要考虑模具的制造和使用成本。
模具的制造和使用成本直接影响到产品的竞争力和市场占有率,因此设计师需要在满足产品形状和质量要求的前提下,尽量减少模具的制造和使用成本。
一方面,可以通过合理设计模具的结构和参数,减少模具的复杂度和制造难度。
另一方面,可以选择合适的材料和加工工艺,提高模具的耐磨性和使用寿命,降低维护和更换的频率。
因此,设计师需要综合考虑多个因素,合理选择模具的结构、材料和加工工艺,以实现最佳的经济效益。
最后,挤出模具设计还需要考虑产品的生产效率和质量稳定性。
生产效率和质量稳定性是企业提高竞争力和降低成本的关键。
模具的设计应充分考虑产品的生产工艺和生产效率,提高生产效率和降低不良品率。
挤出管材模具设计教程简介挤出管材模具是在挤出工艺中常用的一种模具,用于制造各种类型和尺寸的管材。
本教程将介绍挤出管材模具的设计流程、关键要素以及注意事项,以帮助读者了解和掌握挤出管材模具设计的基本知识。
设计流程挤出管材模具的设计流程可分为以下几个步骤:1.确定管材规格:首先需确定所需生产的管材的规格,包括直径、壁厚等。
这有助于确定模具的尺寸和形状。
2.材料选择:根据管材的特性和要求,选择适合的模具材料。
通常情况下,模具材料需要具有高硬度、耐磨性和耐腐蚀性。
3.模具设计:基于管材规格和材料选择,进行具体模具的设计。
模具的设计需要考虑到多个方面,包括模具结构、内部流道设计、冷却方式等。
4.加工和装配:根据设计图纸进行模具的加工和部件的装配。
加工过程需要精确控制尺寸和形状,保证模具的准确性和稳定性。
5.试产和调试:将装配好的模具与挤出设备配合使用,进行试产和调试。
通过试产,可以测试模具的性能和管材的质量,并进行必要的调整和优化。
关键要素在挤出管材模具设计过程中,有几个关键的要素需要特别注意:内部流道设计是模具设计中最重要的部分之一。
内部流道需要确保材料的均匀挤出,并且保证管材的尺寸和形状的准确性。
要注意内部流道的结构设计,避免死角和堵塞。
2. 冷却方式冷却方式对于管材的质量和生产效率有重要影响。
在模具设计中,需要合理布置冷却水路,确保模具表面的均匀冷却,避免过热和变形。
3. 模具材料选择模具材料的选择对于模具的使用寿命和管材的质量有重要影响。
通常情况下,选择具有高硬度、耐磨性和耐腐蚀性的合金钢或特殊合金材料。
模具的结构设计需要考虑到方便拆卸和维护。
合理的结构设计可以提高模具的使用寿命,并方便清洗和更换部件。
注意事项在挤出管材模具设计过程中,还需要注意以下几个事项:1. 与挤出设备的配合模具设计需要与挤出设备的配合,确保模具的稳定运行和管材的质量。
在设计过程中,需要考虑到挤出设备的尺寸和特性,避免出现不匹配的情况。
10KV垂直绝缘电缆挤压管模设计选择:挤出模头的质量直接影响塑料挤出的质量。
本文介绍了用于10KV 架空绝缘电缆的挤出管模的设计。
关键词:10KV架空绝缘电缆;挤出管模具模芯模具套设计0前言最终成型设备在塑料挤压过程中挤压模具时,其几何形状,结构和尺寸,温度,压力等直接决定电缆加工的成败。
在电线和电缆的生产中使用的挤压模具主要有三种类型:挤压,半挤压和管材挤压。
本文介绍了用于10kV架空绝缘电缆的挤出管模的设计。
1个挤出管芯1.1选材挤压管芯的结构特点是其尺寸为薄壁圆管,通常无法进行热处理。
因此,必须充分考虑所用材料的耐磨性。
因此,它通常由诸如38CrMoAl的耐磨合金制成,并被加工成具有一定余量的毛坯。
淬火和回火后,将其精炼以确保加工零件。
同心度。
1.2相关几何尺寸的设计和符号说明现在用φ90mm挤出机,挤出导体横截面为120mm2例如,挤出管芯结构如图1所示。
在图中,D是纤芯外锥的最大直径; d模芯和头部的圆锥体的最小末端直径;1个d}是型芯内锥的最大内径;α是模芯的外锥角; d是型芯尺寸的内径; dノ是堆芯上浆区的外径;ι圆柱体长度是否超出芯子尺寸区域;ι1个圆柱体在堆芯尺寸确1个定区域中的长度;大号ˊ芯和模具的组合锥的长度; L是铁芯的总长度;αˊ它是模芯和机头组合锥的角度;δ堆芯尺寸区域的壁厚。
其中D,D,Lˊ,D}一切都1个取决于机头的尺寸。
图1挤压管芯结构(1)芯锥角α。
根据头部结构和塑性流动特性设计角度,α角度越小,流动通道越平滑,突变也越小,这有利于绝缘层的结构。
(2)模芯D的外锥的最大直径,锥D的最小端直径1个以及α1个角度和铁芯长度L。
这些尺寸由机头的模芯座的尺寸决定,并且必须严格按照机头的模芯座的尺寸,加工精度必须很高,并且表面必须抛光。
(3)内锥直径D1个。
尺寸主要由加工条件决定。
越大越好,越小,在确保壁厚的前提下加工就越困难。
在φ对于小于90mm的挤出机,螺纹用于模芯与模头之间的连接。
第6章塑料挤出成型模具设计重点:管材挤出成型模具结构典型,应用广泛,是挤出成型的基础,必须掌握其挤出工艺过程、结构要求、结构组成与作用以及各部分设计要点。
内容:介绍塑料管材挤出成型模具的结构和设计,简要介绍薄膜、棒材、板材、电线电缆覆层、异形截面型材挤出模具的结构特点和设计要点。
目的:使学生了解挤出成型模具的基本结构,初步掌握挤出成型模具的设计方法。
作业:P240页6-4、6-56.1 概述一、挤出成型过程塑料挤出成型------在挤出机上用加热或其它方法使塑料成为熔融状态,在一定压力下通过挤出机头、经定型获得连续型材的成型方法。
挤出成型过程大致分为三个阶段。
(1)塑化通过挤出机加热器的加热和螺杆、料筒对塑料的混合、剪切作用所产生的摩擦热使固态塑料变成均匀的粘流态塑料。
(2)成型粘流态塑料在螺杆的推动下,以一定的压力和速度连续地通过成型机头,从而获得一定截面形状的连续形体。
(3)定型通过冷却等方法使已成型的形状固定下来,成为所需要的塑料制品。
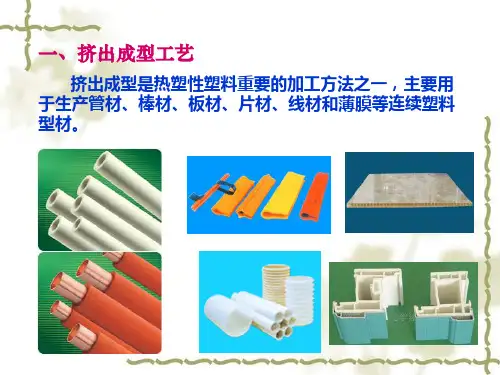
挤出成型用途:可用于塑料管材、薄膜、棒材、板材、电线电缆覆层、单丝以及异形截面型材等的加工。
挤出成型还可用于塑料的混合、塑化、脱水、造粒和喂料等准备工序或中空制品型坯等半成品加工。
挤出成型几乎能加工所以的热塑性塑料和部分热固性塑料。
二、挤出成型机头的作用挤出的主要设备是挤出机。
常用的是卧式单螺杆挤出机。
它由三部分组成,即:传动系统、加热冷却系统和挤出系统。
挤出系统包括螺杆、机头和口模。
通常把机头以及装于机头上的口模合并起来,统称为机头。
螺杆的作用是把原料从粉状或粒状经过料筒外的加热和螺杆转动时的摩擦生热把原料熔化并通过螺杆的压缩和推进使熔体在压力下流入机头。
机头是挤出模的主要部件,有如下四个方面的作用:(1)熔体由螺旋运动转变为直线运动;(2)产生必要的成型压力,保证挤出制品密实;(3)熔体在机头内进一步塑化。
(4)熔体通过口模成型,获得所需截面形状的制品。