大众标准 TL 522 83 PP材料试验标准
- 格式:pdf
- 大小:119.15 KB
- 文档页数:5
该文件为保密性文件。
我们保留一切更改权利。
未经大众公司康采恩集团标准部门的书面许可,不得转载、复印。
采购者只能通过相关的采购部门才能得到该标准。
© 大众汽车公司在使用标准之前要检查是否为最新版本来源:N O L I S 部门格式F E 41-12.00第二页TL 522 31:2002-123.2 生产制造采用注塑方法。
3.3 材料类型-TL522 31,无指标的类型为ABS/PC聚合材料,标准型,其耐热变形的温度最高为100°C。
-TL522 31, A型为ABS/PC聚合材料,其耐热变形的温度更高,能达到110°C。
-TL522 31, B型为ABS/PC聚合材料,其耐热变形的温度更高,能达到120°C。
3.4 特性符合VDA 260标准所有种类:ABS+PC聚合材料3.5 试验前的正常化处理每项试验所需的试样在检验之前至少要在DIN50 014-23/50-2标准规定的正常气候条件下放置48小时。
3.6 要求的适用性所要求的这些数值适用于每一项的单独测定检验。
3.7 材质请参见第5.1章节所有种类:聚碳酸酯-丁二烯-丙烯腈-苯乙烯-聚合材料。
3.8 颜色按照图纸要求来确定颜色。
第三页2002-12TL 522 31:请见表1表 1第四页TL 522 31:2002-125. 检验说明5.1 材质用红外光谱学的方法进行一致性检测。
5.2 布式硬度至少需要用三个尺寸为(20×20)mm的大试样进行测量(每个试样测量两次)。
如果试样是用一面有坑洼缺陷的成品件加工制成的,则需要用平面打磨机将凹凸不平的面磨平。
将这一平面作为放置面放置试样,然后在未做加工的另一面上进行测量,测量时间为10秒。
5.3 抗弯强度根据DIN EN ISO 178标准确定当加载力最大时弯曲应力是多大,试样长度为(50±1)毫米,宽度为: (6±0.2)毫米,厚度与产品厚度一致(最厚为4毫米),跨距为:40毫米,支撑架半径:1.0至1.2毫米;检验速度: (14±1)毫米/分钟。
制动管防腐涂层表面保护要求1、范围此技术规范(TL标准)描述了在液压制动系统中对管材的六种不同类型表面保护的要求:TL222,类型B 锌/钝化/PVF涂覆TL222,类型D 铝/钝化/PA11涂覆TL222,类型F 锌/钝化/PA12涂覆铝/钝化/底漆/PA12涂覆TL222,类型G Galfan(锌-铝-稀土合金)/钝化/PA12涂覆TL222,类型H 锌/钝化/PA11涂覆2、描述以锌/钝化/PVF涂覆示例(基于类型TL222-B的表面保护)3、要求3.1一般要求首次批准及变更依据大众标准VW01155;避免有害物质依据VW91101依据TL标准的防腐涂层管如果要出口到有法规规定的国家时必须完全满足法律法规所规定的使用要求,比如571.105,571.106和571.116(美国)和CMVSS105,106和116(加拿大)。
对于一次完整的实验要求:20根管子,防护层不允许出现影响制动管防腐特性的气孔,裂纹、损伤和其它缺陷,尤其是在弯曲半径内部的塑料层上,不允许有损伤、折皱及裂纹3.2结构及涂层最小厚度涂层最小厚度依据德标DIN EN ISO 2064。
依据DIN EN ISO1463,DIN EN ISO 2178和DIN EN ISO 2808进行测试。
为避免测量误差,要求测量仪的校正(零值及终值)在制动管口进行,事先将制动管上涂层系统的残余物去除,但镍层及铜层和锌/铜层则需保留。
具体要求见下表1a)第一次送样测试时供应商必须提交红外光谱。
3.3防腐性能见表2a)实验在弯曲成型状态下进行,即绕一个φ18~20mm的塑料或木材芯棒,或用标准模具(弯管装置)弯管360°(样件约120mm),事先弯好后,垂直悬挂于试验箱中b)依据DIN EN ISO 9227制作刻划线。
优先采用约300mm的直管进行试验,刻划线长度大约75mm,且平行于试样的轴线。
试样置于试验箱内与水平方向呈60~75°角且刻划线朝上。
Confidential. All rights reserved. No part of this document may be transmitted or reproduced without prior permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the B2B supplier platform “”.© VOLKSWAGEN AGT h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .Q U E L L E : N O L I SPage 2TL 523 88: 2005-03D3 Requirements3.1 General requirementsApproval of first supply and changes according to Volkswagen standard VW 011 55.Emission behavior according to VW 501 80.Colorimetric evaluation according to VW 501 90.Avoidance of hazardous substances according to VW 911 01.5 finished parts are required for complete testing.3.2 TypesTL 523 88 polypropylene copolymer, talc-reinforced; optionally polypropylene, impact resistant modified and talc-reinforcedTL 523 88-A polypropylene copolymerTL 523 88-B polypropylene copolymer, talc-reinforcedTL 523 88-C polypropylene copolymer, modified with approx. 1 % carbon fiber, talc-reinforcedTL 523 88-D polypropylene copolymer, talc-reinforced; optionally polypropylene, impact resistant modified and talc-reinforcedTL 523 88-E polypropylene copolymer, modified with approx. 1 % carbon fiber, talc-reinforcedTL 523 88-F polypropylene copolymer, talc-reinforced; optionally polypropylene, impact resistant modified and talc-reinforcedTL 523 88-G polypropylene copolymer, mineral reinforced; optionally polypropylene, impact resistant modified and mineral reinforced3.3 MaterialSee Section 5.1, according to type.3.4 Identification according to VDA 260TL 523 88 >PP/PE-TD20< or >PP+EPDM-TD20<TL 528 88-A >PP/PE<TL 523 88-B >PP/PE-TD20<TL 523 88-C >PP/PE-TD20<TL 523 88-D >PP/PE-TD15< or >PP+EPDM-TD15<TL 523 88-E >PP/PE-TD16<TL 523 88-F >PP/PE-TD20< or >PP+EPDM-TD20<TL 523 88-G >PP/PE-MD10< or >PP+EPDM-MD10<3.5 Evaluation of the measuring resultsThe required numerical values apply to each individual measurement.Page 3TL 523 88: 2005-03D 4 PropertiesSee Table 1.Table 1No. Property Unit RequirementTL 523 88 TL 523 88-A TL 523 88-B TL 523 88-C TL 523 88-D TL 523 88-E TL 523 88-F TL 523 88-G 1 Density acc. to DIN EN ISO 1183-1, buoyancymethodg/cm3 1.05 ± 0.02 0.910 ± 0.02 1.04 ± 0.02 1.06 ± 0.02 1.02 ± 0.02 1.02 ± 0.02 1.04 ± 0.02 0.98 ± 0.022 Ignition residue acc. to DIN EN ISO 1172 % 20 ± 2 – 20 ± 2 16 ± 2 20 ± 2 10 ± 23 Yield stress acc. to DIN EN ISO 527-2see Section 5.2MPa 20 22 15 20 154 Elongation at yield stress acc. toDIN EN ISO 527-2% 4 14 – 45 Modulus of elasticity acc. to DIN EN ISO 178see Section 5.35.1 +23 °C N/mm2 1,500 – 1,200 1,100 1,200 1,1005.2 -40 °C N/mm2– 3,000 – 3,000 –6 Notched impact strength acc. to DIN EN ISO179-1see Section 5.4kJ/m2 14 no fracture 8 15 20 15 207 Impact resistance acc. to DIN EN ISO 179-1see Section 5.5kJ/m2– no fracture –8 Elevated-temperature behavior24 h at +100 °C in mechanically circulated airNo change in shape or surface.9 Aging at elevated temperature400 h at +150 °Csee Section 5.6No structural changes of surface, i.e. any decomposition typical for PP.10 Lightfastness acc. to PV 1303 Chalking and/or cracking not permissible.10.1 For areas exposed to direct sunlight5 exposure periodsGray-scale level 4 acc. to DIN EN 20105-A02. A color shift is not permissible.10.2 For areas exposed to indirect sunlight3 exposure periodsGray-scale level 4 acc. to DIN EN 20105-A02. A color shift is not permissible.Page 4TL 523 88: 2005-03 DPage 5TL 523 88: 2005-03D 5 Notes on testing5.1 MaterialThe identity test is performed using infrared spectroscopy.5.2 Yield stressTensile test according to DIN EN ISO 527-2, S2 specimens according to DIN 53504; test rate v = 50 mm/min ± 10%.5.3 Modulus of elasticity3-point bending test: measurement in standard climate or at -40 °C in constant-temperature chamber.Specimens: 50 mm x 10 mm x product thickness (up to max. 4 mm); support separation: 40 mm5.4 Notched impact strengthImpact resistance test (broadside impact) according to DIN EN ISO 179-1; deviating specimen length: (50 ±1) mm; width: (6 ± 0.2) mm; thickness according to finished part thickness (up to max.4 mm); support separation: 40 mm; test apparatus: pendulum impact tester 4J.The specimens are given a 0.8 mm wide U-shaped notch on the broad side. The notch depth shall be 1/3 the specimen thickness. The edges adjoining the base of the notch must have a curvature radius of < 0.1 mm.Specimens taken from molded parts with one-sided graining or paint shall be notched on the grained or painted side and placed on the support so that the center of the notch is exactly in the center of the striking plane and the notch is turned away from the direction of impact.5.5 Impact resistanceTesting according to DIN EN ISO 179-1; deviating specimen length: (50 ± 1) mm; width: (6 ± 0.2) mm; thickness according to finished part thickness (up to max. 4 mm); support separation: 40 mm, test equipment: pendulum impact tester 4J.Specimens taken from molded parts with one-sided graining or paint shall be placed on the support of the pendulum impact tester so that the grained or painted side faces the direction of impact.5.6 Aging at elevated temperatureContinuous aging in mechanically circulated air at (+150 -1) °C. The test is preferably performed on complete finished parts. It is permissible to perform it on sections of finished parts. Brittling is reached when the specimen exhibits signs of disintegration typical for decomposed PP at any point (material starts to crumble).5.7 Low-temperature behaviorLow-temperature aging of at least one finished part.Aging temperature: (-40 ± 2) °C, aging duration: (22 +2) h.Page 6TL 523 88: 2005-03D6 Referenced standards1TL 1010 Materials for Vehicle Interiors; Flammability, Material RequirementsPV 1303 Non-Metallic Materials;Exposure Test of Passenger Compartment ComponentsPV 3905 Organic Materials; Ball Drop TestPV 3952 Plastic Interior Components; Testing of Scratch ResistanceVW 011 55 Vehicle Supply Parts; Approval of First Supply and ChangesVW 501 80 Components in Passenger Compartment; Emission BehaviorVW 501 90 Components of the Vehicle Interior Trim; Colorimetric EvaluationVW 911 01 Environmental Standard for Vehicles; Vehicle Parts, Materials, Operating Fluids; Avoidance of Hazardous SubstancesDIN 53504 Testing of Rubber; Determination of Tensile Strength at Break, Tensile Stress at Yield, Elongation at Break and Stress Values in a Tensile Test DIN EN ISO 178 Plastics – Determination of Flexural PropertiesDIN EN ISO 179-1 Plastics – Determination of Charpy Impact Properties, Part 1: Non-Instrumented Impact TestDIN EN ISO 527-2 Plastics – Determination of tensile properties – Part 2: Test conditions for moulding and extrusion plasticsDIN EN ISO 1172 Textile-Glass-Reinforced Plastics – Prepregs, Moulding Compounds and Laminates – Determination of the Textile-Glass and Mineral-Filler Content;Calcination MethodsDIN EN ISO 1183-1 Plastics – Methods for Determining the Density of Non-Cellular Plastics –Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method DIN EN ISO 3146 Plastics – Determination of Melting Behaviour (Melting Temperature or Melting Range) of Semi-Crystalline Polymers by Capillary Tube andPolarizing-Microscope MethodsDIN EN 20105-A02 Textiles – Tests for Colour Fastness – Part A02: Grey Scale for Assessing Change in ColourVDA 260 Bauteile von Kraftfahrzeugen; Kennzeichnung der Werkstoffe (Automotive Components; Identification of Materials – only available in German)1 In this section terminological inconsistencies may occur as the original titles are used.。
Q U E L L E : N O L I SSeite 2TL 524 76: 2003-01D3.1.2 HumanverträglichkeitDie verwendeten Materialien müssen physiologisch unbedenklich sein. Bezüglich der bei höheren Temperaturen ausdünstenden Substanzen muss toxikologische Unbedenklichkeit bestehen.3.1.3 VerpackungDie Fertigteile müssen luftdurchlässig verpackt sein und bei Anlieferung in größeren Verpackungs-einheiten (Kartonagen, Paletten) dort auch so gestapelt oder angeordnet sein, dass eine Luftzirku-lation möglich ist.3.2 HerstellungSpritzgießverfahren3.3 Ausführungen─TL 524 76, Ausführung ohne Index:POM-Standard-Spritzgusstyp für z. B. Lautsprecherabdeckungen, Kraftstoff-Fördereinheiten und Verbindungselemente (Clips).─TL 524 76, Ausführung A:POM, gegen den Einfluss saurer Medien additiviert, für z. B. Kraftstoff-Fördereinheiten von Dieselfahrzeugen mit erhöhter Anforderung an die Beständigkeit gegenüber Dieselkraftstoff-Abbauprodukten.3.4 Kennzeichnung nach VDA 260Beide Ausführungen: >POM<3.5 KonditionierungDie für die einzelnen Prüfungen erforderlichen Proben sind vor den Prüfungen mindestens 48 h im Normalklima DIN 50 014 - 23/50-2 zu konditionieren.3.6 Gültigkeit der AnforderungenDie geforderten Zahlenwerte gelten für jede Einzelmessung.3.7 WerkstoffSiehe Abschnitt 5.1.─Ausführung ohne Index:Polyoxymethylen (POM)-Homo- wahlweise Copolymerisat.─Ausführung A:Polyoxymethylen (POM)-Copolymerisat, gegen den Einfluss saurer Medien additiviert.3.8 Farbton─Ausführung ohne Index:Nach Zeichnung.─Ausführung A:Zur besseren Unterscheidung zur Ausführung ohne Index vorzugsweise orangefarben pigmen-tiert.Seite 3TL 524 76: 2003-01D 4 EigenschaftenSiehe Tabelle 1.Tabelle 1Seite 4TL 524 76: 2003-01D5 Prüfungshinweise5.1 WerkstoffDie Identitätsprüfung erfolgt infrarotspektroskopisch.5.2 SchmelztemperaturWird zur Bestimmung der Schmelztemperatur die DSC-Methode gewählt, ist wie folgt zu verfahren: Als Prüfgerät kann z. B. das DSC7 der Firma Perking Elmer verwendet werden. Als Probe dient ein planparalleler Fertigteilabschnitt mit einer Masse von ca. 10 mg.Prüfparameter: Die Probe wird von 50 °C auf 180 °C mit einer Aufheizrate von 10 °C/min aufge-heizt. Die Untersuchung findet unter Raumatmosphäre statt.5.3 KugeldruckhärteDie Messungen sind an mindestens drei (20 x 20) mm großen Probekörpern auszuführen (2 Mes-sungen je Probe). Bei Proben, die aus einseitig genarbten Fertigteilen herausgearbeitet wurden, ist mit Hilfe eines Planschleifgerätes die Narbung zu entfernen. Die so geschaffene plane Fläche dient als Auflagefläche. Die Messung erfolgt auf der unbearbeiteten Rückseite. Messzeit 10 s.5.4 Streckspannung und StreckdehnungZugversuch nach DIN EN ISO 527-2, Probekörper 5A, Prüfgeschwindigkeit 50 mm/min. Ist die Entnahme des Probekörpers 5A nicht möglich, ist die Verwendung von S3A-Zugproben (Schulter-stab) nach DIN 53 504 zulässig.5.5 SchlagzähigkeitSchlagbiegeversuch (breitseitiger Schlag) gemäß DIN EN ISO 179-1, jedoch Probekörper Länge: (50 ± 1) mm, Breite: (6 ± 0,2) mm, Dicke entsprechend der Erzeugnisdicke (bis max. 4 mm); Wider-lagerabstand (Stützweite): 40 mm, Prüfgerät Pendelschlagwerk 4J.Aus einseitig genarbten oder lackierten Fertigteilen hergestellte Proben sind so auf die Widerlager des Pendelschlagwerkes zu legen, dass die genarbte oder lackierte Seite gegen die Hammer-schneide zeigt.5.6 KerbschlagzähigkeitSchlagbiegeversuch (breitseitiger Schlag) gemäß DIN EN ISO 179-1, jedoch Probekörper Länge: (50 ± 1) mm, Breite: (6 ± 0,2) mm, Dicke entsprechend der Erzeugnisdicke (bis max. 4 mm); Wider-lagerabstand (Stützweite): 40 mm, Prüfgerät Pendelschlagwerk 4J.Die Proben werden breitseitig mit einer 0,8 mm breiten U-förmigen Kerbe versehen. Die Kerbtiefe beträgt 1/3 der Probendicke. Die den Kerbgrund begrenzenden Kanten müssen einen Rundungs-halbmesser von < 0,1 mm aufweisen.Aus einseitig genarbten Fertigteilen hergestellte Proben werden auf der genarbten Seite gekerbt. 5.7 WärmeverhaltenWarmlagerungsversuch nach DIN 53 497, Verfahren B, an mindestens einem kompletten Fertigteil; Lagerungstemperatur (90 ± 1) °C; Lagerungsdauer (22 + 2) h.Seite 5TL 524 76: 2003-01D 5.8 KälteverhaltenLagerung von mindestens zwei kompletten Fertigteilen in Luft bei (-40 ±1) °C; Lagerungsdauer (22 + 2) h.Kugelfallprüfung5.9 Kälteverhalten,Kugelfallprüfung nach PV 3905, jedoch Grundplatte (Probenauflagefläche) aus ≥ 10 mm dickem Stahlblech ohne Vertiefung an mindestens drei Fertigteilen. Kugelfallhöhe (450 ± 5) mm.5.10 LichtechtheitFalls in der Zeichnung die Anzahl von Belichtungsperioden nicht definiert ist, gilt folgende Rege-lung:─ 3 Belichtungsperioden für Bauteile im Bereich indirekter Sonneneinstrahlung.─ 5 Belichtungsperioden für Bauteile im Bereich direkter Sonneneinstrahlung (z. B. Türbrüstung). ─10 Belichtungsperioden für Bauteile im Bereich höchster Sonneneinstrahlung (z. B. Heckabla-ge).Unterlagen6 MitgeltendeTL 1010 Innenausstattungsmaterialien, Brennverhalten; WerkstoffanforderungenPV 1303 Nichtmetallische Werkstoffe; Belichtungsprüfung für Bauteile des Fahrzeu-ginnenraumesPV 3905 Organische Werkstoffe; KugelfallprüfungVW 011 55 Fahrzeug-Zulieferteile allgemein; Genehmigung von Erstlieferung und Än-derungVW 501 80 Bauteile des Fahrzeuginnenraumes; EmissionsverhaltenVW 501 85 Fahrzeugbauteile; FreibewitterungsbeständigkeitVW 911 01 Umweltnorm Fahrzeug, Fahrzeugteile, Werkstoffe, Betriebsstoffe; Schad-stoffvermeidungDIN 50 014 Klimate und ihre technische Anwendung; NormalklimateDIN 53 479 Prüfung von Kunststoffen und Elastomeren; Bestimmung der DichteDIN 53 497 Prüfung von Kunststoffen; Warmlagerungsversuch an Formteilen aus ther-moplastischen Formmassen ohne äußere mechanische Beanspruchung DIN 53 504 Prüfung von Kautschuk und Elastomeren; Bestimmung von Reißfestigkeit, Zugfestigkeit, Reißdehnung und Spannungswerten im ZugversuchDIN EN ISO 179-1 Kunststoffe; Bestimmung der Charpy-Schlagzähigkeit; Teil 1: Nicht instru-mentierte SchlagzähigkeitsprüfungDIN EN ISO 527-2 Kunststoffe; Bestimmung der Zugeigenschaften; Prüfbedingungen für Form- und Extrusionsmassen.DIN EN ISO 2039-1 Kunststoffe; Bestimmung der Härte, Teil 1: KugeleindruckversuchDIN EN ISO 3146 Kunststoffe; Bestimmung des Schmelzverhaltens (Schmelztemperatur oder Schmelzbereich) von teilkristallinen PolymerenDIN EN 20 105-A02 Textilien; Farbechtheitsprüfungen, Teil A02: Graumaßstab zur Bewertung der Änderung der FarbeVDA 260 Bauteile von Kraftfahrzeugen, Kennzeichnung der Werkstoffe。
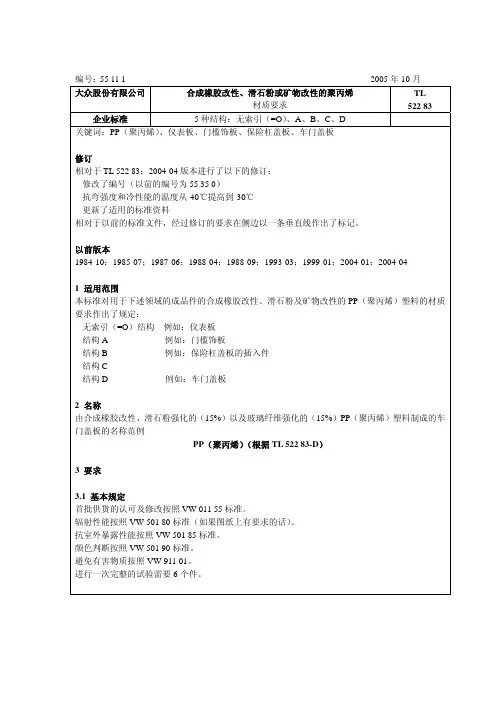
征求意见日期截至2005年6月22日应用注释由于最终形成的标准可能不同于草案,因此在原则上不按标准草案进行加工,如在特殊情况下需要采用草案,标准的使用者之间应达成协议。
修订对TL 52284:2000-10版作了如下修订:-增加了VW 50190;-增加了Veslic耐磨性能;-增加了组合试验(结合折叠负荷的老化;-对标准重新作了划分。
以前的版本1984年8月、1990年2月、1996年9月、2000年10月1 应用范围本技术条件规定了例如用于开关和手动制动杆(B、C、E、F型)或转向柱(D型)内饰的泡沫人造革的材料要求。
2 标记棉针织物截体人造革的标记示例:泡沫人造革根据TL 522 84-B3 要求3.1 基本要求首次供货的批准和修改根据VW 01155的规定。
发放性能根据VW 50180的规定。
色度评定根据VW 50190的规定。
有害物质的避免根据VW 91101的规定。
一次完整分析至少需要10个成型件和2 m2的布匹。
要求的数值适用于每一次测量。
3.2 质地粒面和色调必须均匀。
表面不得有疵点和划痕。
3.3 处理性能泡沫人造革的缝制必须完好。
3.4 使用性能材料碰皱(用手弯)时,在-40℃~ +90℃温度范围内,如接触油脂,也不得影响所希望“皮革的柔软性”。
不允许出现吱吱声和面层受损现象。
对所讲的“抗尖锐声型”(E和F型),其背面必须光滑(如磨平)并具有符合本要求的漆系。
耐水解表层或PUR面层必须能用普通的不变色清洗剂加以清洗。
3.5 对人的亲和性材料成分和部件对人的生理应无影响,不得引起皮肤炎症或发出重味。
在高温下挥发的成分必须是无毒的。
3.6 状态调节试验前,试样必须在标准气候DIN 50014-23/50下至少停放24 h。
3.7 色调和粒面根据经批准的样品。
3.8 类型-TL 52284-B 棉针织物载体上的人造革、轻型-TL 52284-C 棉针织物载体上的人造革、重型-TL 52284-D 聚凝人造革、硬型-TL 52284-E 聚凝人造革、抗尖锐声软型-TL 52284-F 聚凝人造革、抗尖锐声软厚型3.9 材料和结构-TL 52284-B和TL 52284-C 发泡乳胶基聚酯-PUR面层,涂在棉针织物上(涂复系);表面:批准的聚酯-PUR末道漆载体:棉针织物-TL 52284-D 双面包聚酯-PUR织物(凝固系),背面不打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物-TL 52284-E和TL 52284-F 双面包聚酯-PUR织物(凝固系),背面打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物支数:经向>18、纬向>103.10 按VDA 260的标识-TL 52284-B和TL 52284-C >PUR + SBR + CO<-TL 52284-D >PUR + CO + PET<-TL 52284-E和TL 52284-F >PUR + CO + PET<4 性能见表1。
征求意见日期截至2005年6月22日应用注释由于最终形成的标准可能不同于草案,因此在原则上不按标准草案进行加工,如在特殊情况下需要采用草案,标准的使用者之间应达成协议。
修订对TL 52284:2000-10版作了如下修订:-增加了VW 50190;-增加了Veslic耐磨性能;-增加了组合试验(结合折叠负荷的老化;-对标准重新作了划分。
以前的版本1984年8月、1990年2月、1996年9月、2000年10月1 应用范围本技术条件规定了例如用于开关和手动制动杆(B、C、E、F型)或转向柱(D型)内饰的泡沫人造革的材料要求。
2 标记棉针织物截体人造革的标记示例:泡沫人造革根据TL 522 84-B3 要求3.1 基本要求首次供货的批准和修改根据VW 01155的规定。
发放性能根据VW 50180的规定。
色度评定根据VW 50190的规定。
有害物质的避免根据VW 91101的规定。
一次完整分析至少需要10个成型件和2 m2的布匹。
要求的数值适用于每一次测量。
3.2 质地粒面和色调必须均匀。
表面不得有疵点和划痕。
3.3 处理性能泡沫人造革的缝制必须完好。
3.4 使用性能材料碰皱(用手弯)时,在-40℃~ +90℃温度范围内,如接触油脂,也不得影响所希望“皮革的柔软性”。
不允许出现吱吱声和面层受损现象。
对所讲的“抗尖锐声型”(E和F型),其背面必须光滑(如磨平)并具有符合本要求的漆系。
耐水解表层或PUR面层必须能用普通的不变色清洗剂加以清洗。
3.5 对人的亲和性材料成分和部件对人的生理应无影响,不得引起皮肤炎症或发出重味。
在高温下挥发的成分必须是无毒的。
3.6 状态调节试验前,试样必须在标准气候DIN 50014-23/50下至少停放24 h。
3.7 色调和粒面根据经批准的样品。
3.8 类型-TL 52284-B 棉针织物载体上的人造革、轻型-TL 52284-C 棉针织物载体上的人造革、重型-TL 52284-D 聚凝人造革、硬型-TL 52284-E 聚凝人造革、抗尖锐声软型-TL 52284-F 聚凝人造革、抗尖锐声软厚型3.9 材料和结构TL 52284-B和TL 52284-C 发泡乳胶基聚酯-PUR面层,涂在棉针织物上(涂复系);表面:批准的聚酯-PUR末道漆载体:棉针织物TL 52284-D 双面包聚酯-PUR织物(凝固系),背面不打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物TL 52284-E和TL 52284-F 双面包聚酯-PUR织物(凝固系),背面打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物支数:经向>18、纬向>103.10 按VDA 260的标识TL 52284-B和TL 52284-C >PUR + SBR + CO<TL 52284-D >PUR + CO + PET<TL 52284-E和TL 52284-F >PUR + CO + PET<4 性能见表1。
【干货】大众汽车16项零部件检测标准汽车供应链对质量越来越关注,伴随着众多零部件和原材料在很多不同的地区和供应商采购,期望着每一个质量环节都能达到高的质量标准,同时也期望在开始就知道这些质量信息,并期望着众多的供应商能在现在和未来都能持续满足他们的需要,这是一个挑战,同时也是一个机遇以证明产品质量并且与汽车供应链建立持续的互动联系。
检测技术服务有限公司向各大汽车零部件供应商提供贯穿整个汽车及其零部件从生产到价值链的服务,帮客户降低风险,抵抗质量危机。
大众集团作为汽车行业的领导者,对汽车零部件的检测可谓是丝毫不漏,下面我们看看16项零部件检测项目都有哪些。
图片来源:上海金玺1.汽车用材料测试:1)高分子材料测试(机械力学性能、热学性能、绝缘电性能、耐化学药品测试、人工加速老化、燃烧测试等);2)反光测试测试(尺寸、颜色、反光性能、耐着力、冲击性能、冲击强度、抗磨性能、色牢度、盐雾试验、压缩性能、绕曲强度、裂纹等);3)泡沫泡棉材料测试(表观密度、压缩形变、硬度、拉伸性能、吸水率、导热系数、反抗弹力、燃烧性能等);4)橡胶材料测试(密度、硬度、拉伸性能、冲击性能、挠曲性能、门尼粘度、热学性能、燃烧试验、人工加速老化试验、耐化学试剂、耐油试验等)。
2.汽车外饰件测试:1)适用产品:汽车前后塑料(金属)保险杠、金属&非金属翼子板、后视镜壳、发动机罩、外装饰件、防撞条等。
2)测试项目:机械力学性能、刚强度、变形量测试、表层厚度测试、附着力测试、抗腐蚀测试、抗磨耗测试、高低温环境测试/紫外线老化测试、紫外/氙弧光老化、高低温环境力学试验、环境机械性能测试、沙尘/淋雨/飞石测试、金相测试、无损探伤、综合性能测试/疲劳耐久测试等。
3.汽车内饰件测试:1)适用产品:方向盘、汽车门内饰件总成、玻璃升降开关、汽车顶棚、遮阳板、车内扶手、立柱饰板、行李箱、各种开关、汽车座椅、汽车地毯等。
2)测试项目:材料重金属成分分析、挥发性有机化合物分析、车内其他受限制成分分析、内饰件材料阻燃成分分析、燃烧性能测试、燃烧烟雾尘粒测试、高低温/湿热测试、高低温冲击测试、温度/湿度/盐度多循环耐腐蚀测试、人工加速紫外光/氙弧光/自然光老化测试、各种环境下的机械冲击、机械拉压、变形量等力学测试、粉尘环境测试、霉斑环境测试、部件的装配、皮革/纺织品性能测试、雾化测试等。
无涂层和预涂层的合金淬火回火钢22MnB5对半成品及零部件的材料要求TL4225(2006-05-01)关键词:淬火回火钢,22MnB5,冲压淬火,感应淬火,预涂,铝硅热浸镀涂层,板材,冷轧,热轧,管变化以下变化是与技术供应规范TL4225(1995-09)相比做出的,标准全面修订1.范围此标准对基体为22MnB5,通过冲压淬火或者感应淬火做出的无涂层或者预涂层热轧或者冷轧钢板、钢管(厚度0.65~6.00mm)进行了要求。
2.说明冲压淬火金属板的说明案例是由冷轧制造的厚度1.5mm的无涂层原材料:材质:TL4225+C半成品:EN10131-1,5冲压淬火Al-Si涂层钢板的说明案例是一种厚度为2.0mm,涂层重量为150g/m2(DIN EN 10292标准涂层):材质:TL4225+AS150半成品:EN10143-2,0焊接钢管的说明案例是一种外径为30mm厚度为3.0mm,一种无涂层通过感应淬火(水淬)墙强化的材料:材质:TL4225钢管:30×3.0-EN10305-33.制造方法见表1。
表14.要求4.1基本要求首要供应的批准和变化是根据大众标准VW01155。
禁止的有害物质是根据大众标准VW91101。
4.2化学成分(wt%)见表2。
4.3对未强化板材和管材的要去4.3.1机械性能根据标准DIN EN 10002-1确定垂直于轧制方向的机械性能,根据标准DIN50125试样尺寸H20×80,这和不带涂层的试样横截面有关。
见表3-板材原材料机械性能。
4.3.2基体在冷轧条件下,基体组织为铁素体、珠光体和碳化物沉淀,并且偶尔含有小部分的贝氏体。
典型晶粒大小>10 ASTM,见图1.除非批准,否则有明显边界的锰硫化物并且沿纵向排列长度大于50 µm 是不允许的,见图2。
偏离基体要求需要获得负责质量保证部门的批准。
图1 在未硬化条件下基体组织(横向微区,放大倍数500倍)图2 拉长的锰硫化物>50 µm(横向微区,未腐蚀,500倍)4.3.3表面和涂层的要求4.3.3.1未腐蚀板冷轧产品初始条件下表面状态根据DIN EN 10268。
征求意见日期截至2005年6月22日应用注释由于最终形成的标准可能不同于草案,因此在原则上不按标准草案进行加工,如在特殊情况下需要采用草案,标准的使用者之间应达成协议。
修订对TL 52284:2000-10版作了如下修订:-增加了VW 50190;-增加了Veslic耐磨性能;-增加了组合试验(结合折叠负荷的老化;-对标准重新作了划分。
以前的版本1984年8月、1990年2月、1996年9月、2000年10月1 应用范围本技术条件规定了例如用于开关和手动制动杆(B、C、E、F型)或转向柱(D型)内饰的泡沫人造革的材料要求。
2 标记棉针织物截体人造革的标记示例:泡沫人造革根据TL 522 84-B3 要求3.1 基本要求首次供货的批准和修改根据VW 01155的规定。
发放性能根据VW 50180的规定。
色度评定根据VW 50190的规定。
有害物质的避免根据VW 91101的规定。
一次完整分析至少需要10个成型件和2 m2的布匹。
要求的数值适用于每一次测量。
3.2 质地粒面和色调必须均匀。
表面不得有疵点和划痕。
3.3 处理性能泡沫人造革的缝制必须完好。
3.4 使用性能材料碰皱(用手弯)时,在-40℃~ +90℃温度范围内,如接触油脂,也不得影响所希望“皮革的柔软性”。
不允许出现吱吱声和面层受损现象。
对所讲的“抗尖锐声型”(E和F型),其背面必须光滑(如磨平)并具有符合本要求的漆系。
耐水解表层或PUR面层必须能用普通的不变色清洗剂加以清洗。
3.5 对人的亲和性材料成分和部件对人的生理应无影响,不得引起皮肤炎症或发出重味。
在高温下挥发的成分必须是无毒的。
3.6 状态调节试验前,试样必须在标准气候DIN 50014-23/50下至少停放24 h。
3.7 色调和粒面根据经批准的样品。
3.8 类型-TL 52284-B 棉针织物载体上的人造革、轻型-TL 52284-C 棉针织物载体上的人造革、重型-TL 52284-D 聚凝人造革、硬型-TL 52284-E 聚凝人造革、抗尖锐声软型-TL 52284-F 聚凝人造革、抗尖锐声软厚型3.9 材料和结构-TL 52284-B和TL 52284-C 发泡乳胶基聚酯-PUR面层,涂在棉针织物上(涂复系);表面:批准的聚酯-PUR末道漆载体:棉针织物-TL 52284-D 双面包聚酯-PUR织物(凝固系),背面不打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物-TL 52284-E和TL 52284-F 双面包聚酯-PUR织物(凝固系),背面打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物支数:经向>18、纬向>103.10 按VDA 260的标识-TL 52284-B和TL 52284-C >PUR + SBR + CO<-TL 52284-D >PUR + CO + PET<-TL 52284-E和TL 52284-F >PUR + CO + PET<4 性能见表1。