大众汽车标准_TL 52283 聚丙烯材料要求
- 格式:pdf
- 大小:203.40 KB
- 文档页数:7
该文件为保密性文件。
我们保留一切更改权利。
未经大众公司康采恩集团标准部门的书面许可,不得转载、复印。
采购者只能通过相关的采购部门才能得到该标准。
© 大众汽车公司在使用标准之前要检查是否为最新版本来源:N O L I S 部门格式F E 41-12.00第二页TL 522 31:2002-123.2 生产制造采用注塑方法。
3.3 材料类型-TL522 31,无指标的类型为ABS/PC聚合材料,标准型,其耐热变形的温度最高为100°C。
-TL522 31, A型为ABS/PC聚合材料,其耐热变形的温度更高,能达到110°C。
-TL522 31, B型为ABS/PC聚合材料,其耐热变形的温度更高,能达到120°C。
3.4 特性符合VDA 260标准所有种类:ABS+PC聚合材料3.5 试验前的正常化处理每项试验所需的试样在检验之前至少要在DIN50 014-23/50-2标准规定的正常气候条件下放置48小时。
3.6 要求的适用性所要求的这些数值适用于每一项的单独测定检验。
3.7 材质请参见第5.1章节所有种类:聚碳酸酯-丁二烯-丙烯腈-苯乙烯-聚合材料。
3.8 颜色按照图纸要求来确定颜色。
第三页2002-12TL 522 31:请见表1表 1第四页TL 522 31:2002-125. 检验说明5.1 材质用红外光谱学的方法进行一致性检测。
5.2 布式硬度至少需要用三个尺寸为(20×20)mm的大试样进行测量(每个试样测量两次)。
如果试样是用一面有坑洼缺陷的成品件加工制成的,则需要用平面打磨机将凹凸不平的面磨平。
将这一平面作为放置面放置试样,然后在未做加工的另一面上进行测量,测量时间为10秒。
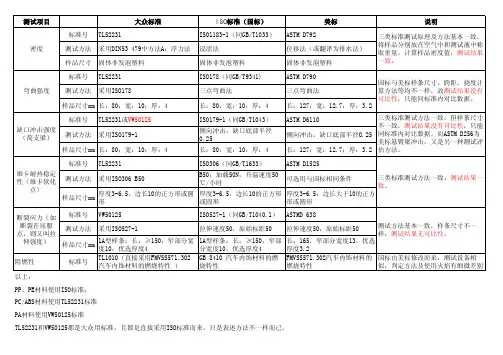
5.3 抗弯强度根据DIN EN ISO 178标准确定当加载力最大时弯曲应力是多大,试样长度为(50±1)毫米,宽度为: (6±0.2)毫米,厚度与产品厚度一致(最厚为4毫米),跨距为:40毫米,支撑架半径:1.0至1.2毫米;检验速度: (14±1)毫米/分钟。
TL52283聚丙烯弹性体改性滑石粉改性或矿物质改性材料要求聚丙烯、弹性体改性、滑石粉改性或矿物质改性材料是现代材料科学领域广泛应用的材料之一、这些材料具有很多优点,如高强度、优良的耐磨性、热稳定性等,使得它们在各个领域都有广泛的应用。
在这篇文章中,我们将关注于聚丙烯、弹性体改性、滑石粉改性或矿物质改性材料的要求。
首先,对于聚丙烯材料而言,强度是其最重要的要求之一、聚丙烯作为一种塑料材料,其强度直接影响了其在各个领域中的应用。
因此,在制备聚丙烯材料时,需要考虑添加适量的增强剂,以提高其强度和韧性。
同时,还需要注意材料的分子结构和熔融温度,以确保材料在使用过程中的稳定性。
其次,弹性体改性的材料要求与聚丙烯相似,但在弹性体改性过程中,需要注意材料的拉伸性能和回弹性能。
弹性体改性的材料通常在聚合物基质中添加一定比例的弹性体颗粒,以增强材料的韧性和弹性,提高材料的耐冲击性和抗拉伸性能。
同时,还需要控制材料的粒径和分布,以确保材料的均匀性和稳定性。
滑石粉改性的材料要求主要包括滑石粉的添加量和分布。
滑石粉作为一种常见的填料材料,可以提高聚合物材料的强度、硬度和耐磨性等性能。
在滑石粉改性的过程中,需要控制滑石粉的添加量,以保持材料的可加工性和流动性。
同时,还需要通过加工方法控制滑石粉的分散和分布,以保证其在材料中的均匀性和稳定性。
最后,矿物质改性的材料要求主要包括矿物质的选择和添加方法。
矿物质作为一种常见的添加剂,可以改善材料的热稳定性、阻燃性和机械性能等。
在矿物质改性中,需要选择适合的矿物质材料,并通过适当的添加方法将其加入到聚合物基质中。
在添加过程中,需要控制添加量和添加方式,以确保矿物质在材料中的均匀分布,并提高材料的综合性能。
总之,聚丙烯、弹性体改性、滑石粉改性或矿物质改性材料在各个领域都有广泛应用,但在制备过程中需要注意材料的强度、韧性、耐磨性、热稳定性等要求。
只有充分满足这些要求,才能制备出优质的材料,并在实际应用中发挥出其优势和潜力。
分类号草案2005年5月版征求意见日期截至2005年6月22日应用注释由于最终形成的标准可能不同于草案,因此在原则上不按标准草案进行加工,如在特殊情况下需要采用草案,标准的使用者之间应达成协议。
修订对TL 52284:2000-10版作了如下修订:-增加了VW 50190;-增加了Veslic耐磨性能;-增加了组合试验(结合折叠负荷的老化;-对标准重新作了划分。
以前的版本1984年8月、1990年2月、1996年9月、2000年10月1 应用范围本技术条件规定了例如用于开关和手动制动杆(B、C、E、F型)或转向柱(D型)内饰的泡沫人造革的材料要求。
2 标记棉针织物截体人造革的标记示例:泡沫人造革根据TL 522 84-B3 要求3.1 基本要求首次供货的批准和修改根据VW 01155的规定。
发放性能根据VW 50180的规定。
色度评定根据VW 50190的规定。
有害物质的避免根据VW 91101的规定。
一次完整分析至少需要10个成型件和2 m2的布匹。
要求的数值适用于每一次测量。
3.2 质地粒面和色调必须均匀。
表面不得有疵点和划痕。
3.3 处理性能泡沫人造革的缝制必须完好。
3.4 使用性能材料碰皱(用手弯)时,在-40℃~ +90℃温度范围内,如接触油脂,也不得影响所希望“皮革的柔软性”。
不允许出现吱吱声和面层受损现象。
对所讲的“抗尖锐声型”(E和F型),其背面必须光滑(如磨平)并具有符合本要求的漆系。
耐水解表层或PUR面层必须能用普通的不变色清洗剂加以清洗。
3.5 对人的亲和性材料成分和部件对人的生理应无影响,不得引起皮肤炎症或发出重味。
在高温下挥发的成分必须是无毒的。
3.6 状态调节试验前,试样必须在标准气候DIN 50014-23/50下至少停放24 h。
3.7 色调和粒面根据经批准的样品。
3.8 类型-TL 52284-B 棉针织物载体上的人造革、轻型-TL 52284-C 棉针织物载体上的人造革、重型-TL 52284-D 聚凝人造革、硬型-TL 52284-E 聚凝人造革、抗尖锐声软型-TL 52284-F 聚凝人造革、抗尖锐声软厚型3.9 材料和结构-TL 52284-B和TL 52284-C 发泡乳胶基聚酯-PUR面层,涂在棉针织物上(涂复系);表面:批准的聚酯-PUR末道漆载体:棉针织物-TL 52284-D 双面包聚酯-PUR织物(凝固系),背面不打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物-TL 52284-E和TL 52284-F 双面包聚酯-PUR织物(凝固系),背面打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物支数:经向>18、纬向>103.10 按VDA 260的标识-TL 52284-B和TL 52284-C >PUR + SBR + CO<-TL 52284-D >PUR + CO + PET<-TL 52284-E和TL 52284-F >PUR + CO + PET<4 性能见表1。
Confidential. All rights reserved. No part of this document may be transmitted or reproduced without prior permission of a Standards Department of the Volkswagen Group.Parties to a contract can only obtain this standard via the B2B supplier platform “”.© VOLKSWAGEN AGT h e E n g l i s h t r a n s l a t i o n i s b e l i e v e d t o b e a c c u r a t e . I n c a s e o f d i s c r e p a n c i e s t h e G e r m a n v e r s i o n s h a l l g o v e r n .Q U E L L E : N O L I SPage 2TL 523 88: 2005-03D3 Requirements3.1 General requirementsApproval of first supply and changes according to Volkswagen standard VW 011 55.Emission behavior according to VW 501 80.Colorimetric evaluation according to VW 501 90.Avoidance of hazardous substances according to VW 911 01.5 finished parts are required for complete testing.3.2 TypesTL 523 88 polypropylene copolymer, talc-reinforced; optionally polypropylene, impact resistant modified and talc-reinforcedTL 523 88-A polypropylene copolymerTL 523 88-B polypropylene copolymer, talc-reinforcedTL 523 88-C polypropylene copolymer, modified with approx. 1 % carbon fiber, talc-reinforcedTL 523 88-D polypropylene copolymer, talc-reinforced; optionally polypropylene, impact resistant modified and talc-reinforcedTL 523 88-E polypropylene copolymer, modified with approx. 1 % carbon fiber, talc-reinforcedTL 523 88-F polypropylene copolymer, talc-reinforced; optionally polypropylene, impact resistant modified and talc-reinforcedTL 523 88-G polypropylene copolymer, mineral reinforced; optionally polypropylene, impact resistant modified and mineral reinforced3.3 MaterialSee Section 5.1, according to type.3.4 Identification according to VDA 260TL 523 88 >PP/PE-TD20< or >PP+EPDM-TD20<TL 528 88-A >PP/PE<TL 523 88-B >PP/PE-TD20<TL 523 88-C >PP/PE-TD20<TL 523 88-D >PP/PE-TD15< or >PP+EPDM-TD15<TL 523 88-E >PP/PE-TD16<TL 523 88-F >PP/PE-TD20< or >PP+EPDM-TD20<TL 523 88-G >PP/PE-MD10< or >PP+EPDM-MD10<3.5 Evaluation of the measuring resultsThe required numerical values apply to each individual measurement.Page 3TL 523 88: 2005-03D 4 PropertiesSee Table 1.Table 1No. Property Unit RequirementTL 523 88 TL 523 88-A TL 523 88-B TL 523 88-C TL 523 88-D TL 523 88-E TL 523 88-F TL 523 88-G 1 Density acc. to DIN EN ISO 1183-1, buoyancymethodg/cm3 1.05 ± 0.02 0.910 ± 0.02 1.04 ± 0.02 1.06 ± 0.02 1.02 ± 0.02 1.02 ± 0.02 1.04 ± 0.02 0.98 ± 0.022 Ignition residue acc. to DIN EN ISO 1172 % 20 ± 2 – 20 ± 2 16 ± 2 20 ± 2 10 ± 23 Yield stress acc. to DIN EN ISO 527-2see Section 5.2MPa 20 22 15 20 154 Elongation at yield stress acc. toDIN EN ISO 527-2% 4 14 – 45 Modulus of elasticity acc. to DIN EN ISO 178see Section 5.35.1 +23 °C N/mm2 1,500 – 1,200 1,100 1,200 1,1005.2 -40 °C N/mm2– 3,000 – 3,000 –6 Notched impact strength acc. to DIN EN ISO179-1see Section 5.4kJ/m2 14 no fracture 8 15 20 15 207 Impact resistance acc. to DIN EN ISO 179-1see Section 5.5kJ/m2– no fracture –8 Elevated-temperature behavior24 h at +100 °C in mechanically circulated airNo change in shape or surface.9 Aging at elevated temperature400 h at +150 °Csee Section 5.6No structural changes of surface, i.e. any decomposition typical for PP.10 Lightfastness acc. to PV 1303 Chalking and/or cracking not permissible.10.1 For areas exposed to direct sunlight5 exposure periodsGray-scale level 4 acc. to DIN EN 20105-A02. A color shift is not permissible.10.2 For areas exposed to indirect sunlight3 exposure periodsGray-scale level 4 acc. to DIN EN 20105-A02. A color shift is not permissible.Page 4TL 523 88: 2005-03 DPage 5TL 523 88: 2005-03D 5 Notes on testing5.1 MaterialThe identity test is performed using infrared spectroscopy.5.2 Yield stressTensile test according to DIN EN ISO 527-2, S2 specimens according to DIN 53504; test rate v = 50 mm/min ± 10%.5.3 Modulus of elasticity3-point bending test: measurement in standard climate or at -40 °C in constant-temperature chamber.Specimens: 50 mm x 10 mm x product thickness (up to max. 4 mm); support separation: 40 mm5.4 Notched impact strengthImpact resistance test (broadside impact) according to DIN EN ISO 179-1; deviating specimen length: (50 ±1) mm; width: (6 ± 0.2) mm; thickness according to finished part thickness (up to max.4 mm); support separation: 40 mm; test apparatus: pendulum impact tester 4J.The specimens are given a 0.8 mm wide U-shaped notch on the broad side. The notch depth shall be 1/3 the specimen thickness. The edges adjoining the base of the notch must have a curvature radius of < 0.1 mm.Specimens taken from molded parts with one-sided graining or paint shall be notched on the grained or painted side and placed on the support so that the center of the notch is exactly in the center of the striking plane and the notch is turned away from the direction of impact.5.5 Impact resistanceTesting according to DIN EN ISO 179-1; deviating specimen length: (50 ± 1) mm; width: (6 ± 0.2) mm; thickness according to finished part thickness (up to max. 4 mm); support separation: 40 mm, test equipment: pendulum impact tester 4J.Specimens taken from molded parts with one-sided graining or paint shall be placed on the support of the pendulum impact tester so that the grained or painted side faces the direction of impact.5.6 Aging at elevated temperatureContinuous aging in mechanically circulated air at (+150 -1) °C. The test is preferably performed on complete finished parts. It is permissible to perform it on sections of finished parts. Brittling is reached when the specimen exhibits signs of disintegration typical for decomposed PP at any point (material starts to crumble).5.7 Low-temperature behaviorLow-temperature aging of at least one finished part.Aging temperature: (-40 ± 2) °C, aging duration: (22 +2) h.Page 6TL 523 88: 2005-03D6 Referenced standards1TL 1010 Materials for Vehicle Interiors; Flammability, Material RequirementsPV 1303 Non-Metallic Materials;Exposure Test of Passenger Compartment ComponentsPV 3905 Organic Materials; Ball Drop TestPV 3952 Plastic Interior Components; Testing of Scratch ResistanceVW 011 55 Vehicle Supply Parts; Approval of First Supply and ChangesVW 501 80 Components in Passenger Compartment; Emission BehaviorVW 501 90 Components of the Vehicle Interior Trim; Colorimetric EvaluationVW 911 01 Environmental Standard for Vehicles; Vehicle Parts, Materials, Operating Fluids; Avoidance of Hazardous SubstancesDIN 53504 Testing of Rubber; Determination of Tensile Strength at Break, Tensile Stress at Yield, Elongation at Break and Stress Values in a Tensile Test DIN EN ISO 178 Plastics – Determination of Flexural PropertiesDIN EN ISO 179-1 Plastics – Determination of Charpy Impact Properties, Part 1: Non-Instrumented Impact TestDIN EN ISO 527-2 Plastics – Determination of tensile properties – Part 2: Test conditions for moulding and extrusion plasticsDIN EN ISO 1172 Textile-Glass-Reinforced Plastics – Prepregs, Moulding Compounds and Laminates – Determination of the Textile-Glass and Mineral-Filler Content;Calcination MethodsDIN EN ISO 1183-1 Plastics – Methods for Determining the Density of Non-Cellular Plastics –Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method DIN EN ISO 3146 Plastics – Determination of Melting Behaviour (Melting Temperature or Melting Range) of Semi-Crystalline Polymers by Capillary Tube andPolarizing-Microscope MethodsDIN EN 20105-A02 Textiles – Tests for Colour Fastness – Part A02: Grey Scale for Assessing Change in ColourVDA 260 Bauteile von Kraftfahrzeugen; Kennzeichnung der Werkstoffe (Automotive Components; Identification of Materials – only available in German)1 In this section terminological inconsistencies may occur as the original titles are used.。
大众汽车集团标准TL 52452发行2010-06D 分类号:55111关键词:聚丙烯,PP,柱装饰板,防擦板,门装饰板,结晶高结晶度聚丙烯材料技术要求先前发行TL 52452:1995-11,1997-11,1999-10,2003-03变更与TL 52452:2003-03相比作了如下变更:—合并了VW 50179, VW50185和PV 3966—取消了源于DIN EN ISO 2039-1的球压痕硬度—删除了A型—对原标准重新划分了章节1 适用范围这份供货技术规范限定了用于汽车内饰,如柱装饰板或防擦板等的高结晶度聚丙烯材料的技术要求。
位于头部或膝盖容易碰撞区域的组件必须而且只能使用纺织压层。
2 表述PP acc.to TL 52452第1页共6页使用之前请检查确定使用的是最新版本。
这份没有签名的电子版标准也是可信并有效的。
本标准的英文版翻译是准确的,如有差异请以附带的德文版为准。
第2页TL 52452:2010-06D3技术要求3.1基本技术要求首次供货或更改请按大众汽车标准VW 01155执行。
用于大众汽车的材料散发性能请按标准VW 50180执行,用于奥迪汽车的材料散发性能请按标准VW 50179执行(如果已在图纸中要求)。
色度评估请按标准VW 50190执行(如果已在图纸中要求)。
有害物质的避免请按标准VW 91101执行。
抵抗大气侵蚀请按标准VW 50185执行(如果已在图纸中要求)。
成品的表面和内部必须无缺陷或加工缺陷,如流痕,空隙,裂纹以及类似缺陷。
加强肋和加强筋底部的缩痕只有在不影响该部件的功能和视觉外观的情况下被允许有。
成品必须可以无缝装配。
完整测试至少需要5个样品。
3.2设计高结晶聚丙烯。
根据图纸,在头部和膝盖易碰撞区域只能使用压层的纺织材料。
3.3标记请按VDA 260>PP/PE<3.4 预处理在测试之前,样品必须在ISO 554-23/50 标准大气气氛中预处理至少48小时。
征求意见日期截至2005年6月22日应用注释由于最终形成的标准可能不同于草案,因此在原则上不按标准草案进行加工,如在特殊情况下需要采用草案,标准的使用者之间应达成协议。
修订对TL 52284:2000-10版作了如下修订:-增加了VW 50190;-增加了Veslic耐磨性能;-增加了组合试验(结合折叠负荷的老化;-对标准重新作了划分。
以前的版本1984年8月、1990年2月、1996年9月、2000年10月1 应用范围本技术条件规定了例如用于开关和手动制动杆(B、C、E、F型)或转向柱(D型)内饰的泡沫人造革的材料要求。
2 标记棉针织物截体人造革的标记示例:泡沫人造革根据TL 522 84-B3 要求3.1 基本要求首次供货的批准和修改根据VW 01155的规定。
发放性能根据VW 50180的规定。
色度评定根据VW 50190的规定。
有害物质的避免根据VW 91101的规定。
一次完整分析至少需要10个成型件和2 m2的布匹。
要求的数值适用于每一次测量。
3.2 质地粒面和色调必须均匀。
表面不得有疵点和划痕。
3.3 处理性能泡沫人造革的缝制必须完好。
3.4 使用性能材料碰皱(用手弯)时,在-40℃~ +90℃温度范围内,如接触油脂,也不得影响所希望“皮革的柔软性”。
不允许出现吱吱声和面层受损现象。
对所讲的“抗尖锐声型”(E和F型),其背面必须光滑(如磨平)并具有符合本要求的漆系。
耐水解表层或PUR面层必须能用普通的不变色清洗剂加以清洗。
3.5 对人的亲和性材料成分和部件对人的生理应无影响,不得引起皮肤炎症或发出重味。
在高温下挥发的成分必须是无毒的。
3.6 状态调节试验前,试样必须在标准气候DIN 50014-23/50下至少停放24 h。
3.7 色调和粒面根据经批准的样品。
3.8 类型-TL 52284-B 棉针织物载体上的人造革、轻型-TL 52284-C 棉针织物载体上的人造革、重型-TL 52284-D 聚凝人造革、硬型-TL 52284-E 聚凝人造革、抗尖锐声软型-TL 52284-F 聚凝人造革、抗尖锐声软厚型3.9 材料和结构-TL 52284-B和TL 52284-C 发泡乳胶基聚酯-PUR面层,涂在棉针织物上(涂复系);表面:批准的聚酯-PUR末道漆载体:棉针织物-TL 52284-D 双面包聚酯-PUR织物(凝固系),背面不打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物-TL 52284-E和TL 52284-F 双面包聚酯-PUR织物(凝固系),背面打磨;表面:批准的聚酯-PUR末道漆(软漆系)载体:棉/聚酯针织物支数:经向>18、纬向>103.10 按VDA 260的标识-TL 52284-B和TL 52284-C >PUR + SBR + CO<-TL 52284-D >PUR + CO + PET<-TL 52284-E和TL 52284-F >PUR + CO + PET<4 性能见表1。
汽车塑料参考标准全文共四篇示例,供读者参考第一篇示例:汽车是现代社会不可或缺的交通工具,而汽车的制造离不开各种材料,其中塑料材料在汽车制造中起着至关重要的作用。
汽车塑料参考标准是指在汽车制造过程中所采用的塑料材料的标准规定,主要包括塑料材料的选择、性能要求、加工工艺等方面的标准。
一、汽车塑料的选择汽车塑料的选择非常重要,直接影响到汽车的性能、安全性以及外观。
目前,汽车制造中常用的塑料材料主要包括聚丙烯、聚氯乙烯、聚苯乙烯、聚酰胺、聚碳酸酯等。
根据汽车部件的具体要求,选择适合的塑料材料是非常重要的。
在选择汽车塑料材料时,需要考虑以下几个方面:1. 抗压强度:汽车部件需要承受来自车辆行驶和外界碰撞等各种压力,因此需要选择具有较高抗压强度的塑料材料。
2. 耐高温性能:汽车在行驶过程中会产生高温,因此需要选择耐高温性能良好的塑料材料,以确保汽车部件在高温环境下不会出现变形、熔化等问题。
3. 耐腐蚀性能:汽车在使用过程中可能会接触到化学品、湿气等腐蚀性物质,因此需要选择具有良好耐腐蚀性能的塑料材料。
4. 硬度和韧性:汽车部件需要具有一定硬度和韧性,以保证其在使用过程中不易变形、断裂等问题。
二、汽车塑料的性能要求汽车塑料在使用过程中需要具有一定的性能要求,以确保汽车的安全性和可靠性。
常见的汽车塑料性能要求包括抗冲击性、耐磨性、耐低温性等。
1. 抗冲击性:汽车在行驶过程中可能会遇到各种碰撞和撞击,因此汽车部件需要具有良好的抗冲击性,以确保其在碰撞时不易损坏。
三、汽车塑料的加工工艺汽车塑料的加工工艺包括注塑、吹塑、挤塑、压延等多种方法。
在汽车制造过程中,不同的汽车部件采用不同的加工工艺,以确保汽车部件的质量和性能。
1. 注塑:注塑是目前汽车制造中最常用的加工工艺之一,通过将熔化的塑料材料注入模具中,经冷却后形成汽车部件。
注塑具有生产效率高、成本低、制品精度高等优点。
2. 吹塑:吹塑主要用于生产汽车的空气箱、水箱等部件,通过将熔化的塑料材料吹塑成型。