PET无菌冷灌装工艺流程 PPT
- 格式:ppt
- 大小:29.16 MB
- 文档页数:33
无菌灌装工艺过程目的使用稳健的工艺过程和控制来生产符合法规要求和可口可乐公司标准的产品。
范围适用于生产厂和协议生产厂生产经巴氏杀菌,冷却至室温,在无菌环境中向预杀菌容器灌装,且货龄稳定的饮料。
定义饮料批号:不超过24小时的一个单一口味/包装的产品生产周期要求通用●遵循工艺过程和灌装通用要求。
●必须遵守公司、可口可乐地区总部规定或相关法规中更严格一方的要求。
巴氏杀菌●按照混比规程和相关规定监控巴氏杀菌条件。
●在巴氏杀菌过程中连续记录保持管出口产品温度和流速。
●遵循制造商的指导进行瓶/盖/包装材料的杀菌。
●使用经食品级过滤器过滤的无菌空气或氮气维持产品无菌缸的正压。
遵循公司对气体使用的规定。
●确保无菌区域的环境符合100级/ISO 5的要求,洁净间符合1000级/ISO 6的要求。
●产品口味转换时,必须使用无菌水。
灌装●容器消毒和残留控制ο产品或灌水的瓶子中过氧化氢残留最高为0.5ppmο遵循供应商的要求控制温度,浓度和接触时间,除非业务单位批准其他方法。
●维持灌装区域正压。
测试经验和历史数据证明采样的频率和数量足以满足监控要求。
然而,如果工厂按照工艺变更验证要求进行了工艺验证和/或风险评估,采样频率和数量可以改变。
保存记录以备核查。
定期校验的在线连续监控设备可以取代本文所规定的定期检测。
产品清洗消毒效果参考工艺和灌装一般要求BP-RQ-300 工艺更改验证BP-RQ-420 压缩空气标准BP-SP-136 氮气BP-SP-144 无菌系统工艺RF-PF-015 无菌包装设备RF-PF-035无菌压差RF-PF-055无菌-保留,储存和分析样品SM-PR-055 饮料异物过滤测试SM-PR-065 白利度-标准饮料方法SM-PR-075 白利度(固体)-折光仪法SM-PR-085 饮料白利度-密度仪法SM-PR-090 饮料白利度-液体比重计法SM-PR-095 咖啡因检测SM-PR-115 使用Ominion系统检测钙含量SM-PR-118 pH检测-静电计法SM-PR-355 产品颜色变化-无菌包装SM-PR-370 无糖饮料配比SM-PR-391 尿糖检测法测试无糖饮料中蔗糖(或类似甜味剂)含量SM-PR-395 口味,气味,外观-简单糖浆,终糖浆,调配和饮料SM-PR-440 总滴定酸度-含果汁饮料和浓缩液SM-PR-450 微生物表面评估-擦拭SM-PR-635 无菌灌装绿茶的商业无菌SM-PR-651 中温菌SM-PR-685 酵母菌,霉菌和嗜酸菌SM-PR-688更改历史更改日期更改概要12-03-2010 样品留样要求移到记录保存文件。
PET无菌线培养基灌装测试综述-江苏新美星通常,为了保持饮料的原始风味以及满足生产中PET瓶灭菌的需要,饮料在灌装时必须避免过长时间的受热以及包材输送、灌装等暴露作业时受到微生物污染的机会,一般选择适用范围广的无菌工艺进行生产。
然而无菌生产工艺引入的变量很多,诸如生产区的设计及其设备布局、生产时的环境状况、所有与生产相关的设备及物料的污染状况、人员操作和卫生状况等,每一个环节对最终产品的质量都至关重要。
为了确保无菌生产工艺系统无菌的可靠性和适应性,各项国内外法规及指导文件均要求通过一定的验证方法来对其进行验证。
目前,多数厂家采用培养基灌装试验来证明其无菌工艺的可靠性。
培养基灌装又称无菌工艺模拟试验,是使用培养基替代产品进行无菌灌装,从而对无菌工艺、设备、环境、操作、人员进行验证。
培养基灌装在某种意义上是一种挑战性试验,甚至比最差情况挑战还要严格,因为几乎在所有情况下,微生物在培养基中的增殖要比在实际产品中容易的多。
1)培养基灌装测试的前提条件1.1管理方面检验室得以验证,包括检验室环境、仪器设备及人员操作。
生产线上所有的样品最终都会送至检验室检验进行结果判定,如果检验室给出的结果有误,就会使得整个验证进度停滞不前走向错误的检查方向。
制定详细的验证方案、操作要点。
一份实时性强的验证计划才能保证所有人、事向既定方向迈进,保证验证的最终结果。
配置培养基的数量是否足以灌装足够的瓶数、灌装频率、测试过程中灌装环境的杀菌周期、成品的培养条件及培养方式等均关系到培养基灌装测试的结果。
提前制定并详细列出有效的、切实可行的可接受标准。
品控、检验及操作人员通过无菌工艺及无菌验证相关培训灌装。
1.2人员方面具有资质合格的无菌检查、分析人员。
检验人员的无菌意识及操作技能需要通过考核,并且考虑一定的检验误差(一般要求考虑百分之一)。
单机操作人员能够熟练操作单机,并能解决生产运行过程中的常见问题。
相关人员掌握无菌启动程序及步骤。
PET果蔬汁饮料无菌冷灌装工艺Abstract:With the development of society and economy,people's living standards continue to improve,in the daily drink more pay attention to nutrition,health,especially in the consumer crowd high fruit and vegetable juice beverage market,productstaste good,high nutrition will get the attention of consumersbining with the author's own working experience for many years,mainly on the PET fruit and vegetable juice beverage aseptic cold filling analysis.Key Words:PET fruit and vegetable juice aseptic cold filling technologyPET材料的用途很多,也是生产果蔬汁饮料的重要材料,再加上无菌冷灌装的生产工艺,对提高果蔬汁饮料的生产质量更起到了极大的作用,对此,本文主要从PET的优点、无菌冷灌装的工艺等进行探讨,希望通过本文的分析,可以为饮料生厂商提供一些参考性的意见。
1 PET概述PET又名聚对苯二甲酸乙二醇酯,俗称涤纶树脂。
PET于1946年在英国发表专利,发展极为迅速,尤其是80年代依赖PET在工程塑料中更有着突破性的发展,并入列五大工程塑料之一。
PET主要分为纤维级聚酯切片、非纤维级聚酯切片两种,纤维级聚酯切片主要用于加工纤维以及相关产品的原材料,而非纤维级聚酯切片的用途非常广,主要用作薄膜、瓶类等,被汽车领域、医疗卫生领域、电子电器领域、建筑领域、包装业等广泛的应用,非纤维级聚酯切片的市场发展非常快,占有的领域也在逐渐增长[1]。
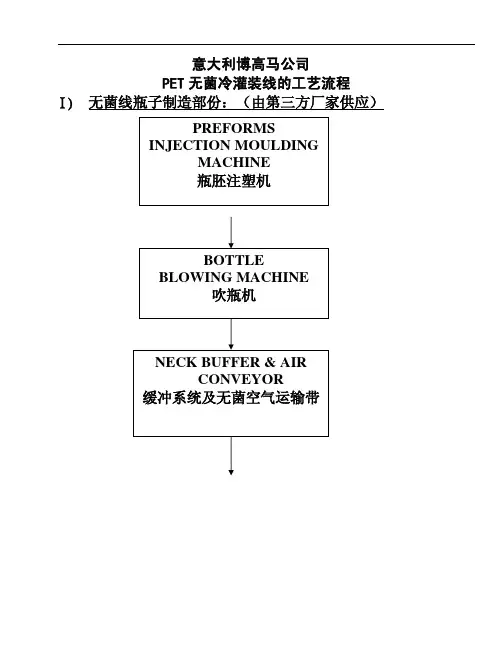
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。