编辑版pppt
30
三. 埋弧焊工艺
2)采取防漏措施 ① 双面焊; ② 手工电弧焊封底; ③ 焊剂垫; ④ 垫板。
3)要有引弧板和引出板
编辑版pppt
31
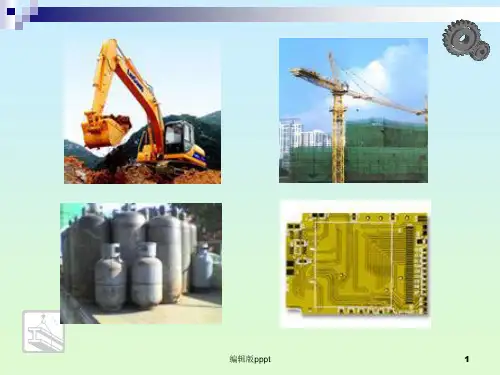
四、埋弧焊应用
应用: 主要用于较厚 钢板的长直焊 缝和较大直径 环形焊缝焊接。
编辑版pppt
32
压力容器的环焊缝和直焊缝、锅炉冷却壁的长直 焊缝、船舶和潜艇壳体、起重机械、冶金机械 (高炉炉身)等的焊接。
编辑版pppt
28
三. 埋弧焊工艺
1)焊前准备 板厚在20~25mm以下的工件可不开坡口; 实际生产中,板厚在14~22mm应开Y型坡口, 板厚在22~50mm,可开双Y型坡口或U型坡口。
编辑版pppt
29
三. 埋弧焊工艺
1)焊前准备
环焊缝: 焊丝起弧点应与环 的中心偏离一定距 离a(a=20~40mm), 直径小于250mm一 般不采用埋弧焊。
钎焊:
软钎焊、 硬钎焊
编辑版pppt
4
焊接成形的特点
● 接头牢固、密封性好。 ● 可化大为小、以小拼大。 ● 可实现异种金属的连接。 ● 重量轻、加工装配简单。 ● 焊接结构不可拆卸 。 ● 焊接应力变形大,接头易产 生裂纹、夹渣、气孔等缺陷。
编辑版pppt
5
第四篇 焊接
电弧焊 其他常用焊接方法 常用金属材料的焊接 焊接结构设计
编辑版pppt
1
编辑版pppt
2
第四篇 焊接
用加热或加压力等手段,借助金属原子 的结合与扩散作用,使分离的金属材料 牢固地连接起来的方法。
焊接动画
编辑版pppt
3
焊接成形的分类
熔化焊:
电弧焊、电渣 焊、电子束焊、 激光焊、等离 子弧焊等