5轧制力矩解析
- 格式:ppt
- 大小:1.41 MB
- 文档页数:26
轧制压⼒轧制⼒矩功率计算模型1.1.5轧制压⼒模型⼯程计算中经常采⽤如下简化的专⽤于孔型轧制的轧制压⼒公式计算轧制压⼒:Q F K P d m =(1.25)式中:m K ——平均变形抗⼒;d F ——接触投影⾯积;确定轧件与轧辊的接触⾯积,经常采⽤如下公式:⽤矩形-箱形孔,⽅-六⾓,六⾓-⽅,⽅-平椭圆,平椭圆-⽅以及矩形-平辊系统轧制时-+=1122101ηA B B H S (1.26)按⽅-椭轧制⽅案时 75.0)1(121-+=A H S ηξη(1.27)()++ -++ -++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ按椭-椭,椭-圆,圆-椭,椭-⽴椭和⽴椭-椭轧制时-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ(1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30)Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=+=其中:10,F F 分别1.1.6轧制⼒矩及功率模型轧制⼒矩计算公式为:ψm z PL M =(1.31)式中:P ——轧制压⼒m L ——平均接触弧长度ψ——⼒臂系数⼒臂系数ψ也采⽤对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34)轧制功率是单位时间所做的功,即:tAN =(1.35)式中:A ——变形功,KJ ; t ——轧制时间,s 。
⼜由轧制所消耗的功与轧制⼒矩之间的关系为:VtAR t A AM ===ωθ(1.36)式中:θ——⾓度,rad ;ω——⾓速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
得:ωM N =将上式⽤⼯程上常⽤的参数和质量单位表⽰为:Mn N 013.1=(KW )(1.37)式中 M ——轧制⼒矩,t·m ;n ——轧辊转速,r/m 。

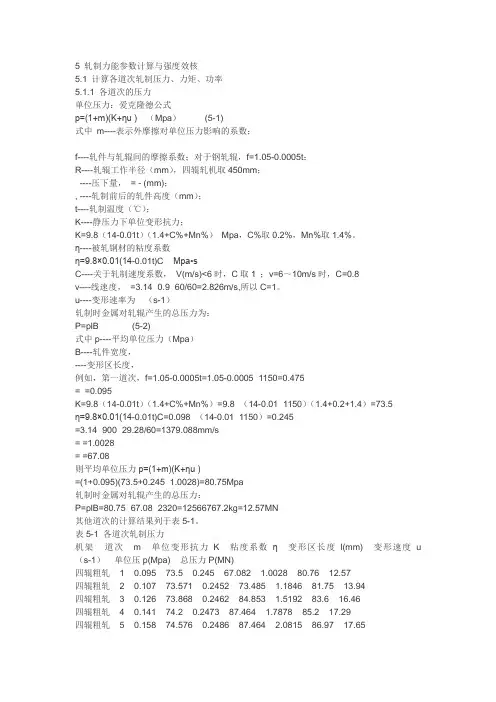
5 轧制力能参数计算与强度效核5.1 计算各道次轧制压力、力矩、功率5.1.1 各道次的压力单位压力:爱克隆德公式p=(1+m)(K+ηu )(Mpa) (5-1)式中m----表示外摩擦对单位压力影响的系数;f----轧件与轧辊间的摩擦系数;对于钢轧辊,f=1.05-0.0005t;R----轧辊工作半径(mm),四辊轧机取450mm;----压下量,= - (mm);, ----轧制前后的轧件高度(mm);t----轧制温度(℃);K----静压力下单位变形抗力;K=9.8(14-0.01t)(1.4+C%+Mn%)Mpa,C%取0.2%,Mn%取1.4%。
η----被轧钢材的粘度系数η=9.8×0.01(14-0.01t)C Mpa•sC----关于轧制速度系数,V(m/s)<6时,C取1 ;v=6~10m/s时,C=0.8v----线速度,=3.14×0.9×60/60=2.826m/s,所以C=1。
u----变形速率为(s-1)轧制时金属对轧辊产生的总压力为:P=plB (5-2)式中p----平均单位压力(Mpa)B----轧件宽度,----变形区长度,例如,第一道次,f=1.05-0.0005t=1.05-0.0005×1150=0.475= =0.095K=9.8(14-0.01t)(1.4+C%+Mn%)=9.8×(14-0.01×1150)(1.4+0.2+1.4)=73.5η=9.8×0.01(14-0.01t)C=0.098×(14-0.01×1150)=0.245=3.14×900×29.28/60=1379.088mm/s= =1.0028= =67.08则平均单位压力p=(1+m)(K+ηu )=(1+0.095)(73.5+0.245×1.0028)=80.75Mpa轧制时金属对轧辊产生的总压力:P=plB=80.75×67.08×2320=12566767.2kg=12.57MN其他道次的计算结果列于表5-1。

轧制力矩及计算
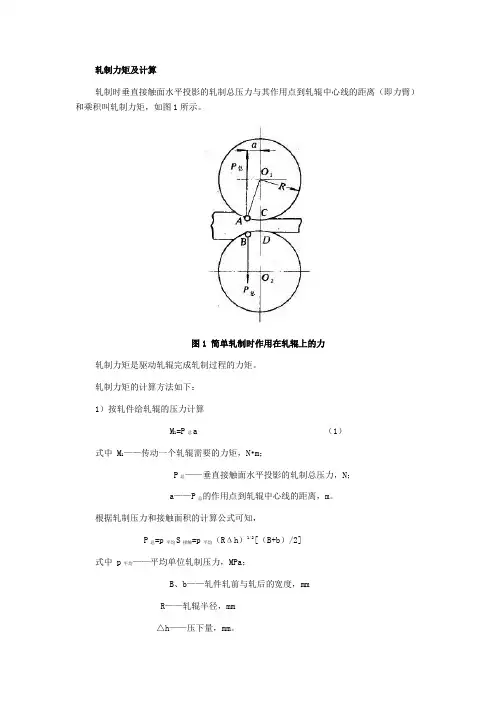
轧制时垂直接触面水平投影的轧制总压力与其作用点到轧辊中心线的距离(即力臂)和乘积叫轧制力矩,如图1所示。
图1 简单轧制时作用在轧辊上的力
轧制力矩是驱动轧辊完成轧制过程的力矩。
轧制力矩的计算方法如下:
1)按轧件给轧辊的压力计算
M1=P总a (1)
式中 M1——传动一个轧辊需要的力矩,N•m;
P总——垂直接触面水平投影的轧制总压力,N;
a——P总的作用点到轧辊中心线的距离,m。
根据轧制压力和接触面积的计算公式可知,
P总=p平均S接触=p平均(RΔh)1/2[(B+b)/2] 式中 p平均——平均单位轧制压力,MPa;
B、b——轧件轧前与轧后的宽度,mm
R——轧辊半径,mm
△h——压下量,mm。
力臂a可按下式计算:
a=Ψ(R△h)1/2×10-3,m (2)
式中Ψ一轧制压力的力臂系数。
将(2)代入(1)可得
M1=p平均R△hΨ[(B+b)/2]×10-3,N•m (3)热轧时力臂系数取值如下:
方形断面轧件Ψ=0.5
圆形断面轧件Ψ=0.6
在简单轧制情况下,即两个轧辊的直径相同,转速相等,双辊驱动,轧件作匀速运动,当轧件性质相同时,在上下两辊的作用下,轧件两面产生的变形一样,这时驱动两个轧辊的轧制力矩为:
M=M1+M2
因 M1=M2
故
M=2P总a
或
M=p平均R△hΨ(B+b)X10-3,N•m
2)按能量消耗计算
M1=A变R/l
式中A变——变形功,J;
R——轧辊半径,mm;
l——轧件轧后长度,mm。
这种方法适用于计算轧制非矩形对称断面轧件的轧制力矩。
轧制原理1 轧制过程的基本概念轧制过程是靠旋转的轧辊与轧件之间形成的摩擦力将轧件拖进辊缝之间,并使之受到压缩产生塑性变形的过程。
轧制过程除使轧件获得一定形状和尺寸外,还必须具有一定的性能。
1.1变形区主要参数(1) 轧制变形区:轧件承受轧辊作用产生变形的部分称为轧制变形区,即从轧件入辊的垂直平面到轧件出辊的垂直平面所围成的区域如图中AA 1B 1B ,通常又把它称为几何变形区。
(2) 咬入角:下量h ∆()h H h -=∆ (c 2R R h -=∆所以:Dh ∆-=1cos αRh∆=212sinα当α很小(<~10α22sinαα≈,可得:其中,D ,R -轧辊的直径和半径;h ∆-压下量。
(3) 接触弧长度(l ):轧件与轧辊相接触的圆弧的水平投影长度,如图1.1中线段AC ,所以通常又把AC 称为变形区长度。
两轧辊直径相等时,变形区长度的计算:2222⎪⎭⎫ ⎝⎛∆--=h R R l所以: 42h h R l ∆-∆=第二项与第一项相比小得多,因此可以忽略不计,则接触弧长度公式变为:h R l ∆=(4) 轧制变形的表示方法a) 用绝对变形量表示:即用轧制前、后轧件绝对尺寸之差表示。
绝对压下量为轧制前、后轧件厚度H 、h 之差,即:h H h -=∆;绝对宽展量为轧制前、后轧件宽度B 、b 之差,即:B b b -=∆; 绝对延伸量为轧制前、后轧件长度L 、l 之差,即:L l l -=∆。
用绝对变形不能正确说明变形量的大小,但由于习惯,前两种变形量常用,而绝对延伸量一般情况下不使用。
b) 用相对变形量表示:即用轧制前、后轧件尺寸的相对变化表示的变形量。
相对压下量:%100H h H - %100h h H - H hln 相对宽展量:%100B B b - %100b B b - B bln 相对延伸量:%100L L l - %100l L l - Llln c) 用变形系数表示:即用轧制前、后轧件尺寸的比值表示变形程度。