轧制压力计算及例题
- 格式:ppt
- 大小:540.50 KB
- 文档页数:14

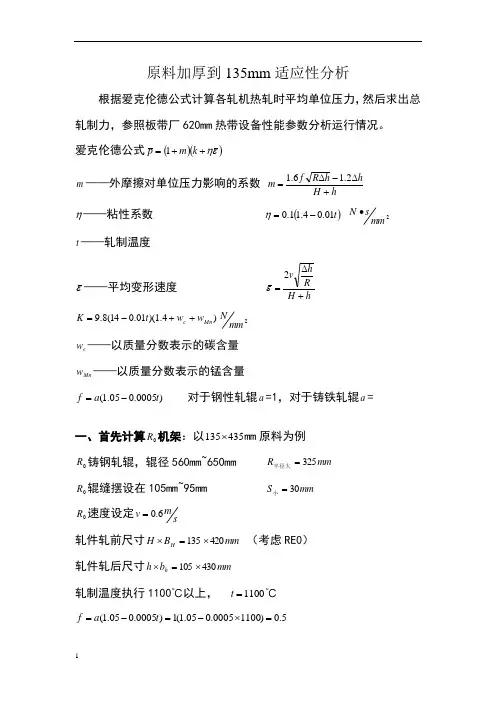
原料加厚到135mm 适应性分析根据爱克伦德公式计算各轧机热轧时平均单位压力,然后求出总轧制力,参照板带厂620mm 热带设备性能参数分析运行情况。
爱克伦德公式()()εη++=k m p 1m ——外摩擦对单位压力影响的系数 hH hh R f m +∆-∆=2.16.1η——粘性系数 ()t 01.04.11.0-=η 2mm sN •t ——轧制温度ε——平均变形速度 hH R h v+∆=2ε )4.1)(01.014(8.9Mn c w w t K ++-=2mm Nc w ——以质量分数表示的碳含量 Mn w ——以质量分数表示的锰含量)0005.005.1(t a f -= 对于钢性轧辊a =1,对于铸铁轧辊a =一、首先计算0R 机架:以435135⨯mm 原料为例0R 铸钢轧辊,辊径560mm~650mm mm R 325=半径大 0R 辊缝摆设在105mm~95mm mm S 30=小 0R 速度设定sm v 6.0= 轧件轧前尺寸mm B H H 420135⨯=⨯ (考虑RE0) 轧件轧后尺寸mm b h h 430105⨯=⨯ 轧制温度执行1100℃以上, 1100=t ℃5.0)11000005.005.1(1)0005.005.1(=⨯-=-=t a f179.0105135302.1-303255.06.12.16.1=+⨯⨯⨯=+∆-∆=h H h h R f msmm v 600= 5.53)3.012.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K(普碳)()3.0)110001.04.1(1.001.04.11.0=⨯-=-=t η2mm sN •519.1105135********22=+⨯=+∆=h H R hvε()()61.63)519.13.05.53)(179.01(1=⨯++=++=εηk m p计算总轧制力KN bl p p 266930325243042061.63=⨯⨯+⨯== 同上原理可以计算出 表一同理品种钢以65Mn 为例67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K表二结论:0R 工艺参数最大轧制力为4000KN ,原料厚度改变后0R 只能满足普碳钢的生产,不能满足品种钢的生产。
轧制压⼒轧制⼒矩功率计算模型1.1.5轧制压⼒模型⼯程计算中经常采⽤如下简化的专⽤于孔型轧制的轧制压⼒公式计算轧制压⼒:Q F K P d m =(1.25)式中:m K ——平均变形抗⼒;d F ——接触投影⾯积;确定轧件与轧辊的接触⾯积,经常采⽤如下公式:⽤矩形-箱形孔,⽅-六⾓,六⾓-⽅,⽅-平椭圆,平椭圆-⽅以及矩形-平辊系统轧制时-+=1122101ηA B B H S (1.26)按⽅-椭轧制⽅案时 75.0)1(121-+=A H S ηξη(1.27)()++ -++ -++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ按椭-椭,椭-圆,圆-椭,椭-⽴椭和⽴椭-椭轧制时-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ(1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30)Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=+=其中:10,F F 分别1.1.6轧制⼒矩及功率模型轧制⼒矩计算公式为:ψm z PL M =(1.31)式中:P ——轧制压⼒m L ——平均接触弧长度ψ——⼒臂系数⼒臂系数ψ也采⽤对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34)轧制功率是单位时间所做的功,即:tAN =(1.35)式中:A ——变形功,KJ ; t ——轧制时间,s 。
⼜由轧制所消耗的功与轧制⼒矩之间的关系为:VtAR t A AM ===ωθ(1.36)式中:θ——⾓度,rad ;ω——⾓速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
得:ωM N =将上式⽤⼯程上常⽤的参数和质量单位表⽰为:Mn N 013.1=(KW )(1.37)式中 M ——轧制⼒矩,t·m ;n ——轧辊转速,r/m 。
轧制力计算
方法一:
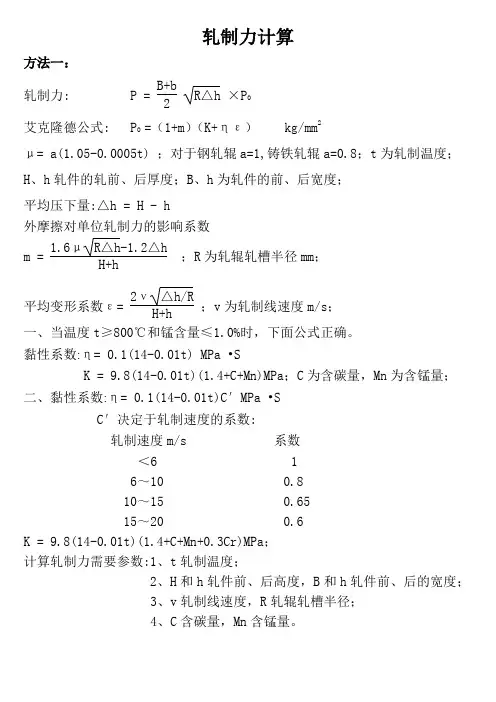
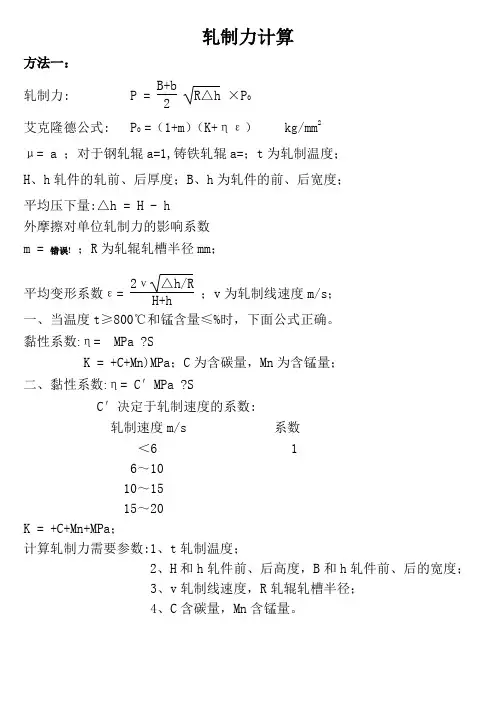
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa •S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa •S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
轧制力计算
方法一:
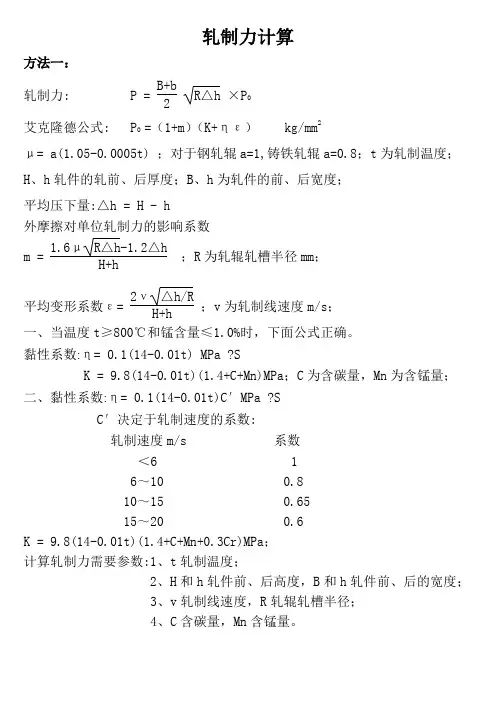
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa ?S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa ?S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
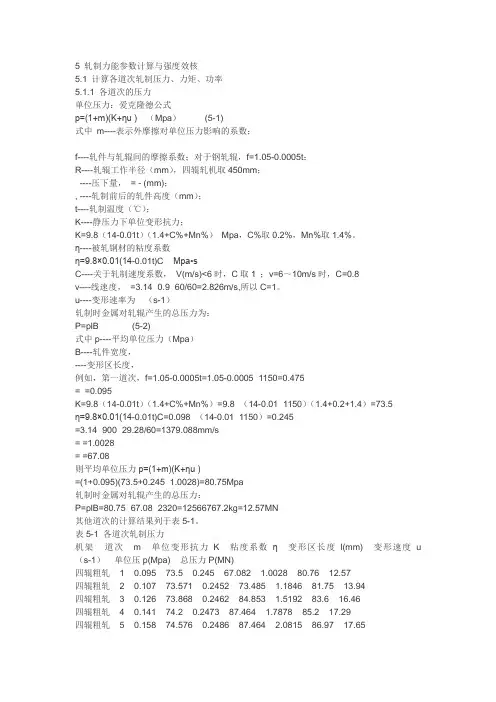
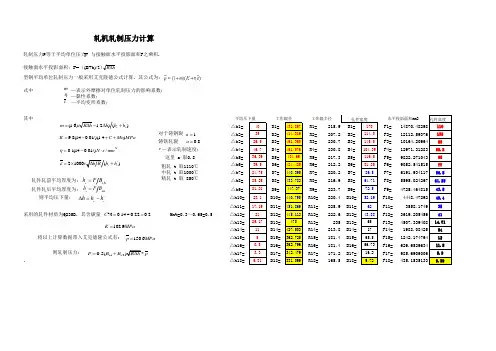
5 轧制力能参数计算与强度效核5.1 计算各道次轧制压力、力矩、功率5.1.1 各道次的压力单位压力:爱克隆德公式p=(1+m)(K+ηu )(Mpa) (5-1)式中m----表示外摩擦对单位压力影响的系数;f----轧件与轧辊间的摩擦系数;对于钢轧辊,f=1.05-0.0005t;R----轧辊工作半径(mm),四辊轧机取450mm;----压下量,= - (mm);, ----轧制前后的轧件高度(mm);t----轧制温度(℃);K----静压力下单位变形抗力;K=9.8(14-0.01t)(1.4+C%+Mn%)Mpa,C%取0.2%,Mn%取1.4%。
η----被轧钢材的粘度系数η=9.8×0.01(14-0.01t)C Mpa•sC----关于轧制速度系数,V(m/s)<6时,C取1 ;v=6~10m/s时,C=0.8v----线速度,=3.14×0.9×60/60=2.826m/s,所以C=1。
u----变形速率为(s-1)轧制时金属对轧辊产生的总压力为:P=plB (5-2)式中p----平均单位压力(Mpa)B----轧件宽度,----变形区长度,例如,第一道次,f=1.05-0.0005t=1.05-0.0005×1150=0.475= =0.095K=9.8(14-0.01t)(1.4+C%+Mn%)=9.8×(14-0.01×1150)(1.4+0.2+1.4)=73.5η=9.8×0.01(14-0.01t)C=0.098×(14-0.01×1150)=0.245=3.14×900×29.28/60=1379.088mm/s= =1.0028= =67.08则平均单位压力p=(1+m)(K+ηu )=(1+0.095)(73.5+0.245×1.0028)=80.75Mpa轧制时金属对轧辊产生的总压力:P=plB=80.75×67.08×2320=12566767.2kg=12.57MN其他道次的计算结果列于表5-1。
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0
艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a ;对于钢轧辊a=1,铸铁轧辊a=;t 为轧制温度;
H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 错误! ;R 为轧辊轧槽半径mm ;
平均变形系数ε= 2ν△h/R
H+h ;v 为轧制线速度m/s ;
一、当温度t ≥800℃和锰含量≤%时,下面公式正确。
黏性系数:η= MPa ?S
K = +C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= C ′MPa ?S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10
10~15
15~20
K = +C+Mn+MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
6 轧制力与轧制力矩计算6.1 轧制力计算6.1.1 计算公式1. S.Ekelund 公式是用于热轧时计算平均单位压力的半经验公式,其公式为(1);))(1ηε++=P k m ( (1) 式中:m ——表示外摩擦时对P 影响的系数,hH hh R f m +∆-∆=2.16.1;当t≥800℃,Mn%≤1.0%时,K=10×(14-0.01t )(1.4+C+Mn+0.3Cr )Mpa 式中t —轧制温度,C 、Mn 为以%表示的碳、锰的含量;ε— 平均变形系数,hH R hv+∆=2ε;η—粘性系数,')01.014(1.0C t -=ηMpa.s F —摩擦系数,)0005.005.1(t a f -=,对钢辊a=1,对铸铁辊a=0.8;‘C — 决定于轧制速度的系数,根据表6.1经验选取。
表6.1 ’C 与速度的关系轧制速度(m/s )<6 6~10 10~15 15~20 系数‘C10.80.650.602. 各道轧制力计算公式为p h R b B p F P hH ∆⨯+==26.1.2 轧制力计算结果表6.2粗轧轧制力计算结果道次12345 T(℃)1148.681142.761133.931117.151099.45 H(mm)2001601126743 h(mm)160112674330Δh(mm)4048452413 Ri(mm)600600600600600 f0.4760.4790.4830.4910.500 m0.1940.2660.4080.5960.755 K(Mpa)64.365.968.172.476.9‘C11111η0.2510.2570.2660.2830.301 v(mm/s)377037703770377037705.4087.84111.53613.70915.204P(Mpa)78.585.9100.2121.8143.0B(mm)162416211635.41623.91631.1 Hb(mm)16211635.41623.91631.11615 hP(KN)1972023743268342377820501表6.3 精轧轧制力计算结果道次 1 2 3 4 5 6 7 T(℃) 1043.65 1022.38 996.34 967.35 928.58 901.31 880 H(mm) 30.00 18 11.7 8.19 6.14 4.6 3.91 h(mm) 18 11.7 8.19 6.14 4.6 3.91 3.5 Δh(mm) 12 6.30 3.51 2.05 1.54 0.69 0.41 Ri(mm) 400 400 400 350 350 350 350 f 0.528 0.539 0.552 0.566 0.586 0.599 0.61 m 0.920 1.203 1.452 1.522 1.854 1.654 1.511 K(Mpa)91.23 96.67 103.34 110.76 120.68 127.66 ‘C1 1 0.8 0.8 0.65 0.6 0.6 η 0.356 0.378 0.323 0.346 0.306 0.299 0.312 v(mm/s)3310 5080 7260 9690 12930 15220 17000 ε23.89 42.93 68.38 103.50 159.72 158.82 157.04 P (Mpa) 191.47248.63307.47369.69484.06464.92457.372hH b B +(mm) 1606.16 1606.16 1606.16 1606.16 1606.16 1606.16 1606.16 P(KN)21307200471850515905180501160488006.2 轧制力矩的计算6.2.1 轧制力矩计算公式传动两个轧辊所需的轧制力矩为(2); Pxl M z 2= (2)式中:P—轧制力;x—力臂系数;l—咬入区的长度。
冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l Hμδ'=∆和道次加工率ε查图得到P K (3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P =P K ·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K 按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。