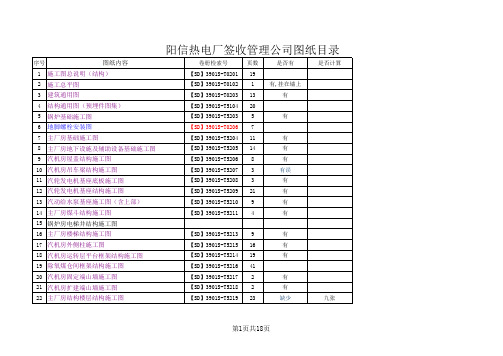
受 控 文 件 清 单(图集)
- 格式:doc
- 大小:91.50 KB
- 文档页数:3




数控机床及编程练习册院(部):专业:班级:姓名:学号:作业说明:1. 填写数控加工工序卡片,交作业时随程序页一起提交。
(数控加工工序卡片格式见附页)2. 在图形上注出编程坐标系。
3. 在每条程序段后作注解,说明该段的作用。
4. 程序较长,在“程序编写如下:”中空白预留不够的,可续写在背面,或另附A4打印纸续写。
5. 教师根据教学需要选择题目。
教师批改后,学生须保留单次作业的所有材料。
教师布置完成的所有作业最后需装订成册,统一交教师存档。
最后材料不完整的,作业成绩不合格。
一、数控车削加工编程1.零件材料为Q235,毛坯为φ35x70棒料,试用G90指令编写零件外轮廓加工程序。
程序编写如下:G70、G71指令编写零件外轮廓粗精加工程序。
程序编写如下:写零件外轮廓加工程序。
注意沟槽的车削加工方法。
φ24φ18φ22程序编写如下:4. 零件材料为Q235,未注倒角C1。
毛坯为φ30x80棒料,试分别采用G32、G92、G76指令编写螺纹车削程序。
用G32指令编程如下:用G92指令编程如下:用G76指令编程如下:试编写零件外轮廓粗精加工程序。
试编写零件外轮廓粗精加工程序。
×45°程序编写如下:7. 零件材料为45钢,毛坯为φ60x130棒料,试编写零件外轮廓粗精加工程序。
程序编写如下:8.零件材料为45钢,未注倒角C1。
毛坯外形已锻成接近成品尺寸,毛坯长90,试使用G73指令进行粗车,完成零件外轮廓粗精加工程序。
程序编写如下:试编写零件外轮廓粗精加工程序。
34.5φ24φ22.5φ16.5程序编写如下:试编写零件外轮廓粗精加工程序。
35φ1 0程序编写如下:试编写零件外轮廓粗精加工程序。
程序编写如下:试编写零件的加工程序。
程序编写如下:二、数控铣削加工编程1. 零件材料为45钢,毛坯尺寸100x100x30,底面、顶面及周边轮廓已加工,试编写零件凸台部分的铣削加工程序。
程序编写如下:轮廓已加工,试编写零件凸台部分的铣削加工程序。