反应釜装配图
- 格式:doc
- 大小:557.00 KB
- 文档页数:4
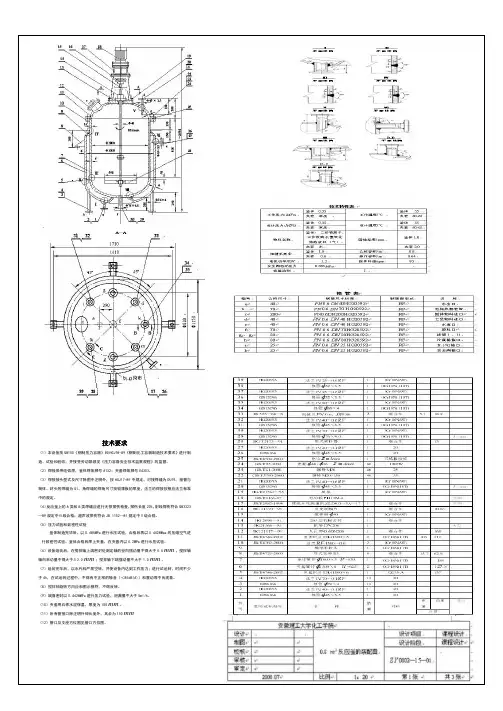
技 术 要 求(1)本设备按GB150《钢制压力容器》和HGJ18-89《钢制化工容器制造技术要求》进行制造、试验和验收,并接受劳动部颁发《压力容器安全技术监察规程》的监督。
(2)焊接采用电弧焊,釜体焊条牌号A132;夹套焊条牌号E4303。
(3)焊接接头型式及尺寸除图中注明外,按HGJ17-89中规定,对接焊缝为DU19,接管与筒体、封头的焊缝为G1,角焊缝的焊角尺寸按较薄板的厚度,法兰的焊接按相应法兰标准中的规定。
(4)反应釜上的A 类和B 类焊缝应进行无损探伤检查,探伤长度20%,射线探伤符合GB3323—89规定中Ⅲ级合格;超声波探伤符合JB 1152—81规定中Ⅱ级合格。
(5)压力试验和致密性试验 釜体制造完毕后,以0.485MPa 进行水压试验,合格后再以0.4428MPa 的压缩空气进行致密性试验。
釜体合格后焊上夹套,在夹套内以0.2MPa 进行水压试验。
(6)设备组装后,在搅拌轴上端密封处测定轴的径向摆动量不得大于0.5mm ,搅拌轴轴向串动量不得大于±2.0mm ;搅拌轴下端摆动量不大于1.0mm 。
(7)组装完毕后,以水代料严禁空转,并使设备内达到工作压力;进行试运转,时间不少于4h ,在试运转过程中,不得有不正常的噪音(<85dB(A))和震动等不良现象。
(8)搅拌抽旋转方向应和图示相符,不得反转。
(9)端面密封以0.4428MPa 进行压力试验,泄漏量不大于5h ml /。
(10)夹套用石棉水泥保温,厚度为100mm 。
(11)所有管接口除注明外伸长度外,其余为150mm(12)管口及支座方位图见管口方位图。
A —A 技术要求(1)本设备按GB150《钢制压力容器》和HGJ18-89《钢制化工容器制造技术要求》进行制造、试验和验收,并接受劳动部颁发《压力容器安全技术监察规程》的监督。
(2)焊接采用电弧焊,釜体焊条牌号A132;夹套焊条牌号E4303。
(3)焊接接头型式及尺寸除图中注明外,按HGJ17-89中规定,对接焊缝为DU19,接管与筒体、封头的焊缝为G1,角焊缝的焊角尺寸按较薄板的厚度,法兰的焊接按相应法兰标准中的规定。
反应釜图1. 引言反应釜(也称为反应锅或反应容器)是化学、生物和制药等实验室中常用的实验装置。
它用于进行各种反应,如化学合成、溶解、混合、蒸发等。
反应釜图是一种图示,用于描述反应釜的结构和功能。
本文将介绍反应釜图的基本元素、构成和使用方法。
2. 反应釜图的基本元素一般来说,一个完整的反应釜图需要包括以下基本元素:2.1 反应釜本体反应釜本体是指反应釜的主体结构,通常由不锈钢或玻璃等材料制成。
反应釜本体通常具有圆柱形或圆锥形,并且具备一定的容积。
反应釜本体通常具有进料口、排气口、温度传感器接口等功能。
2.2 搅拌器搅拌器是反应釜中负责搅拌反应物的设备。
它通常由电机、搅拌叶片和轴承等组成。
搅拌器的功能是将反应液体均匀混合,以加速反应速率和提高反应效果。
2.3 加热与降温装置加热与降温装置是反应釜中的重要组成部分,用于调节反应体系的温度。
常用的加热装置包括电加热器、油浴加热器和蒸汽加热器等。
2.4 温度传感器温度传感器通常安装在反应釜中,用于实时监测反应体系的温度变化。
温度传感器的数据可以用于控制加热与降温装置,以维持反应体系的温度在所需范围内。
2.5 过滤装置过滤装置是用于分离反应产物或固体颗粒的设备。
它通常由过滤膜、滤网和滤底等部分组成。
过滤装置的设计和选择要根据反应的要求和产物的性质进行合理的选择。
3. 反应釜图的构成一个完整的反应釜图通常由多个部分组成,以下是典型的反应釜图构成元素:3.1 主体结构示意图主体结构示意图用于展示反应釜的整体外观和主要组成部分的位置。
它通常是一个简化图示,只包含主要组成部分的轮廓。
3.2 详细部件布局图详细部件布局图是一个更加详细的反应釜图,展示了反应釜中各个部件的具体位置和连接方式。
详细部件布局图可以帮助用户更好地理解反应釜的结构和组成。
3.3 流程示意图流程示意图用于展示反应釜中反应的流程和顺序。
它通常标注了反应的起始和结束点,以及各个反应步骤之间的关系。
流程示意图可以帮助用户更好地理解反应釜的使用方法和操作流程。


A ——A
技术要求
(1)本设备按GB150《钢制压力容器》和HGJ18-89《钢制化工容器制造技术要求》进行制造、试验和验收,并接受劳动部颁发《压力容器安全技术监察规程》的监督。
(2)焊接采用电弧焊,釜体焊条牌号A132;夹套焊条牌号E4303。
(3)焊接接头型式及尺寸除图中注明外,按HGJ17-89中规定,对接焊缝为DU19,接管与筒体、封头的焊缝为G1,角焊缝的焊角尺寸按较薄板的厚度,法兰的焊接按相应法兰标准中的规定。
(4)反应釜上的A类和B类焊缝应进行无损探伤检查,探伤长度20%,射线探伤符合GB3323—89规定中Ⅲ级合格;超声波探伤符合JB 1152—81规定中Ⅱ级合格。
(5)压力试验和致密性试验
釜体制造完毕后,以MPa进行水压试验,合格后再以MPa的压缩空气进行致密性试验。
釜体合格后焊上夹套,在夹套内以MPa进行水压试验。
(6)设备组装后,在搅拌轴上端密封处测定轴的径向摆动量不得大于mm,搅拌轴轴向串动量不得大于±mm;搅拌轴下端摆动量不大于mm。
(7)组装完毕后,以水代料严禁空转,并使设备内达到工作压力;进行试运转,时间不少于4h,在试运转过程中,不得有不正常的噪音(<85dB(A))和震动等不良现象。
(8)搅拌抽旋转方向应和图示相符,不得反转。
ml/。
(9)端面密封以MPa进行压力试验,泄漏量不大于5h
(10)夹套用石棉水泥保温,厚度为100mm。
(11)所有管接口除注明外伸长度外,其余为150mm
(12)管口及支座方位图见管口方位图。