第1章光滑圆柱的公差与配合
- 格式:ppt
- 大小:2.07 MB
- 文档页数:64
附二《互换性与技术测量》习题集第一章 圆柱公差与配合一.是非题:1.图样标注0021.020-φ的轴,加工得愈靠近基本尺寸就愈精确(F )2.实际尺寸是客观存在的尺寸,且没有测量误差(F )3.给出基本尺寸和公差等级,就可以确定标准公差值(T )4.025.0040+φ就等于ф40.025(F )5.若已知ф30f7的基本偏差为-0.02mm ,则ф30F7的基本偏差一定是+0.02mm(T)6.尺寸公差总是正值(T)7.加工零件的实际尺寸愈靠近基本尺寸,就愈准确(F )8.标准公差的数值与公差等级有关,而与基本偏差无关(T ) 9.图样给出的零件尺寸偏差的绝对值愈大,则公差等级愈低(F ) 10.配合公差的数值愈小,则相互配合的孔、轴公差等级愈高(T )11.同一基本尺寸分段中,对不同的公差等级,尺寸公差值的大小不同,是由于公差单位不同所致(F )12.孔、轴配合的最大过盈为-60μm ,配合公差为40μm ,可以分析判断该配合属于过盈配合(T )13.作用尺寸是由局部实际尺寸和形位误差综合形成的理想尺寸。
对一批零件来说,若已知给定的尺寸公差值和形位公差值,则可以分析计算出作用尺寸(F ) 14.基本偏差是两个极限偏差中数值较小的那个极限偏差。
( T ) 15.(自拟)基本偏差是两个极限偏差中绝对值较小的那个极限偏差。
(T ) 16.优先选用基孔制是因为孔难加工,故先按孔公差带加工孔,后按轴公差带加工轴。
(F ) 17.过渡配合是可能为间隙配合或可能为过盈配合的一种配合。
( F )18.电动机为标准设备,故传动件(或联轴器)与电动机轴的配合按基轴制。
(F ) 19.单键为标准件,故与单键配合的轴槽和轮毂槽按基轴制加工。
( T ) 20.矩形花键配合采用基孔配合。
(T )21.孔的实际尺寸小于轴的实际尺寸,它们装配时产生过盈,称为过盈配合。
(F ) 22.为满足互换性要求,设计规定的公差值越小越好。

绪论教学目的与要求1、掌握互换性的概念及作用、条件2、了解几何量的误差及公差的区别3、明白本课程的性质和任务教学重点与难点教学过程一互换性的概述1.互换性的概念在机械工业中,互换性是指制成的同一规格的一批零件或部件,不需作任何挑选,调整或辅助加工(如钳工修配),就能进行装配,并能满足机械产品的使用性能要求的一种特性。
例:同型号的轴承、光管、螺钉等等。
互换性内容:几何参数,力学性能,物理化学性能等方面。
2、作用①有利于组织专业化协作。
②有利于用现代化工艺装配。
③有利于采用流水线和自动线生产方式。
④提高生产效率,降低成本,延长机器使用寿命。
3、分类①完全互换性:若零件在装配或更换时,不作任何选择,不需调整或修配,就能满足预定的使用要求,则成为完全互换性(当不限定互换范围时,称为完全互换法,也叫绝对互换法)。
②不完全互换性:由于某种特殊原因只允许零件在一定范围内互换时,称为不完全互换法。
4、互换性条件二、几何量的误差1、几何误差:零件在加工过程中由于某种因素的影响,而造成的误差称为几何误差。
2、公差:几何误差及其控制范围,称为公差。
3、国家标准尺寸的大小—公差与配合形位公差:宏观几何形状——形状公差相互位置关系——位置公差微观几何形状——表面粗糙螺纹尺寸的大小——螺纹公差三、差标准和标准化定义:对零件的公差和相互配合所制定的标准称为公差标准四、几何量的测量对零件的测量是保证互换性生产的一个重要手段。
五、本课程的性质和任务1、掌握极限与配合方面的基本计算方法及代号的标注和识读;2、掌握形位公差代号的标注方法;3、掌握表面粗糙代号,符号的注法;4、掌握常用量具的使用方法。
六、小结七、作业P3第一章光滑圆柱结合的公差与配合§1-1基本术语及定义课时:4课时教学目的与要求1、掌握孔和轴的基本概念3、掌握偏差与公差的术语及其实义4、掌握配合的术语及其定义教学重点与难点重点:尺寸定义及相关尺寸术语、符号偏差与公差的术语及其实义配合的术语及其定义难点尺寸、配合、偏差的计算方法教学过程(2课时)一、孔和轴①孔:通常指工件各种形状的内表面,包括圆柱形状内表面和其他由单一尺寸形成的非圆柱形包容面。
绪论一、填空1、互换性是指制成的____________的一批零件或部件,不做任何__________、___________或___________,就能进行装配,并保证满足机械产品的____________的一种特性。
二、判断1、互换性要求零件具有一定的加工精度。
()2、零件在加工过程中的误差是不可避免的。
()3、具有互换性的零件应该是形状和尺寸完全相同的零件。
( )4、测量的目的只是为了判定加工后的零件是否合格。
()三、简答题1、具有互换性的零件的几何参数是否必须加工成完全一样?为什么?第一章光滑圆柱形结合的极限与配合1-1基本术语及其定义一、填空11、尺寸由__________和_________两部分组成,如30mm,60μm等。
2、零件的尺寸合格时,其实际尺寸应在__________和____________之间。
3、以加工形成的结果区分孔和轴;在切削过程中尺寸由大变小的为_______,尺寸由小变大的为__________。
4、尺寸偏差可分为_________和________两种,而__________又有____偏差和_____偏差之分。
5、零件的_________减其基本尺寸所得的代数差为实际偏差,当实际偏差在________和_______之间时,尺寸为合格。
6、当最大极限尺寸等于基本尺寸时,其_______偏差等于零;当零件的实际尺寸等于基本尺寸时,其_______偏差等于零7、尺寸公差是允许尺寸的_____________,因此公差值前不能有_______________。
8、尺寸公差带的两个要素分别是___________和___________。
9、在公差带图中,表示基本尺寸的一条直线称为___________。
在此线以上的偏差为___________,在此线以下的偏差称为___________。
10、___________相同的,相互结合的孔和轴___________之间的关系成为配合。
课后题第一章习题第一章圆柱公差与配合基本要求:公差配合基本术语及定义,公差带图示法。
圆柱体结合的特点。
公差与配合国家标准的体系和结构,标准公差,基本偏差,公差带与配合。
公差与配合的选用:基孔制与基轴制的选择,公差等级的选择,配合的选择,不同基准制的应用。
公差与配合在图纸上的标注。
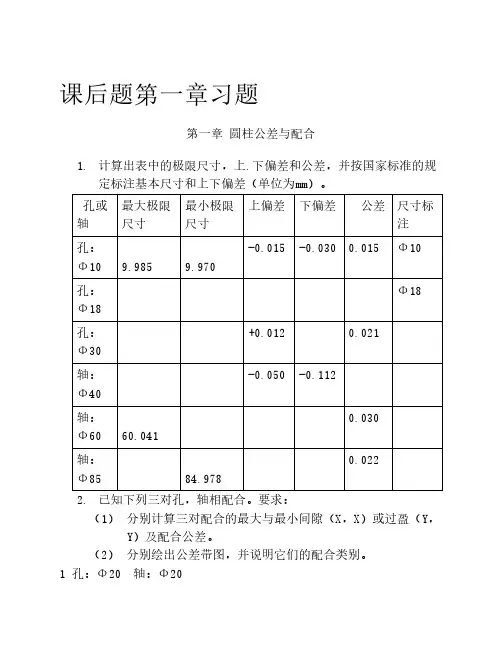
1.计算出表中的极限尺寸,上.下偏差和公差,并按国家标准的规定标注基本尺寸和上下偏差(单位为mm)。
2.已知下列三对孔,轴相配合。
要求:(1)分别计算三对配合的最大与最小间隙(Xm ax ,Xm in)或过盈(Ym ax,Ym in)及配合公差。
(2)分别绘出公差带图,并说明它们的配合类别。
① 孔:Φ20033.00+ 轴:Φ20065.0098.0-- ② 孔:Φ35007.0018.0+- 轴:Φ350016.0- ③ 孔:Φ55030.00+ 轴:Φ55060.0041.0++3. 下列配合中,查表1——7,表1——10,表1——11确定孔与轴的最大与最小间隙或过盈以及配合公差,画出公差带图,并指出它们属于哪种基准制和哪类配合?(1)Φ50H8/f7 (2)Φ80G10/h10 (3)Φ30K7/h6 (4)Φ140H8/r8 (5)Φ180H7/u6 (6)Φ18M6/h54.将下列基孔(轴)制配合,改换成配合性质相同的基轴(孔)制配合,并查表1——8,表1——10,表1——11,确定改换后的极限偏差。
(1)Φ60H9/d9 (2)Φ30H8/f7 (3)Φ50K7/h6 (4)Φ30S7/h6 (5)Φ50H7/u65.有下列三组孔与轴相配合,根据给定的数值,试分别确定它们的公差等级,并选用适当的配合。
(1)配合的基本尺寸=25mm ,X m ax =+0.086mm ,X m in =+0.020mm (2)配合的基本尺寸=40mm ,Y m ax =-0.076mm ,Y m in =-0.035mm (3)配合的基本尺寸=60mm ,Y m ax =-0.032mm ,Y m in =+0.046mm6.根据结构的要求,图1——1所示为黄铜套与玻璃透镜间的工作温度t=-50℃时,应有0.009—0.075mm 的间隙量。