圆柱体结合的公差与配合
- 格式:pptx
- 大小:3.77 MB
- 文档页数:81
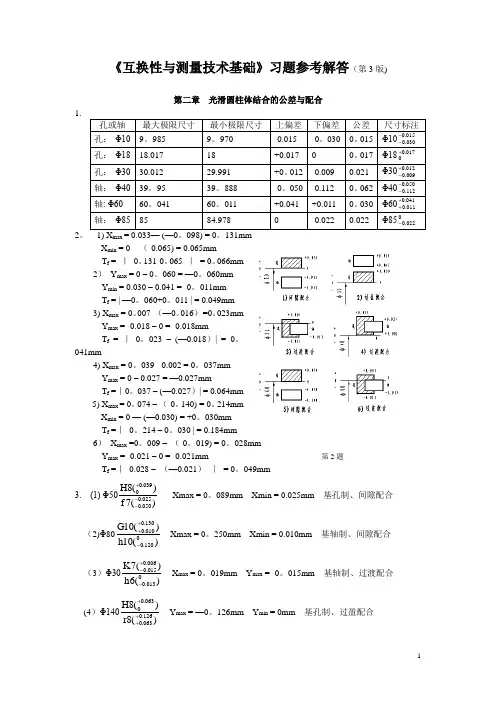
《互换性与测量技术基础》习题参考解答(第3版)第二章 光滑圆柱体结合的公差与配合1. 孔或轴最大极限尺寸最小极限尺寸 上偏差 下偏差 公差尺寸标注孔: Φ10 9。
985 9。
970 -0.015 -0。
030 0。
015 Φ10015.0030.0--孔: Φ18 18.017 18 +0.0170。
017 Φ18017.00+孔: Φ30 30.012 29.991 +0。
012 -0.009 0.021Φ30012.0009.0+-轴: Φ40 39。
95 39。
888 -0。
050 -0.112 0。
062 Φ40050.0112.0-- 轴: Φ6060。
04160。
011 +0.041 +0.011 0。
030 Φ60041.0011.0++ 轴: Φ85 8584.978-0.0220.022Φ850022.0-2。
1) X max = 0.033— (—0。
098) = 0。
131mmX min = 0 - (-0.065) = 0.065mmT f = | 0。
131-0。
065 | = 0。
066mm 2) Y max = 0 – 0。
060 = —0。
060mm Y min = 0.030 – 0.041 = -0。
011mm T f = | —0。
060+0。
011 | = 0.049mm 3) X max = 0。
007- (—0。
016) =0。
023mm Y max = -0.018 – 0 = -0.018mmT f = | 0。
023 – (—0.018)| = 0。
041mm4) X max = 0。
039 - 0.002 = 0。
037mm Y max = 0 – 0.027 = —0.027mmT f =|0。
037 – (—0.027)| = 0.064mm 5) X max = 0。
074 – (-0。
140) = 0。
214mm X min = 0 — (—0.030) = +0。
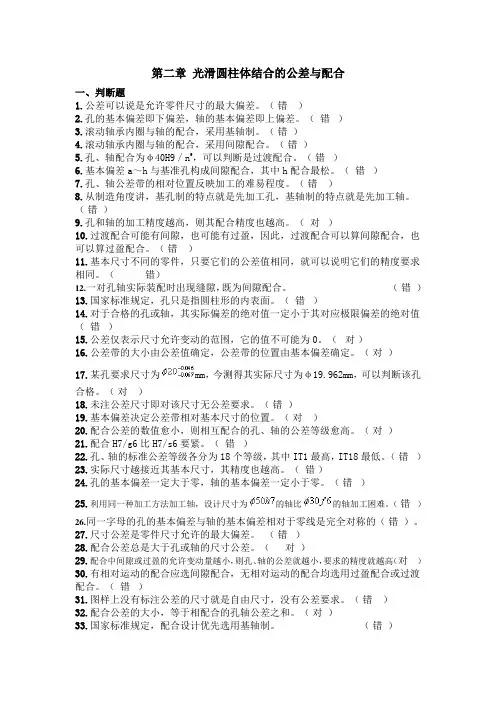
第二章光滑圆柱体结合的公差与配合一、判断题1.公差可以说是允许零件尺寸的最大偏差。
(错)2.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
(错)3.滚动轴承内圈与轴的配合,采用基轴制。
(错)4.滚动轴承内圈与轴的配合,采用间隙配合。
(错)5.孔、轴配合为φ40H9/n9,可以判断是过渡配合。
(错)6.基本偏差a~h与基准孔构成间隙配合,其中h配合最松。
(错)7.孔、轴公差带的相对位置反映加工的难易程度。
(错)8.从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
(错)9.孔和轴的加工精度越高,则其配合精度也越高。
(对)10.过渡配合可能有间隙,也可能有过盈,因此,过渡配合可以算间隙配合,也可以算过盈配合。
(错)11.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
(错)12.一对孔轴实际装配时出现缝隙,既为间隙配合。
(错)13.国家标准规定,孔只是指圆柱形的内表面。
(错)14.对于合格的孔或轴,其实际偏差的绝对值一定小于其对应极限偏差的绝对值(错)15.公差仅表示尺寸允许变动的范围,它的值不可能为0。
(对)16.公差带的大小由公差值确定,公差带的位置由基本偏差确定。
(对)17.某孔要求尺寸为mm,今测得其实际尺寸为φ19.962mm,可以判断该孔合格。
(对)18.未注公差尺寸即对该尺寸无公差要求。
(错)19.基本偏差决定公差带相对基本尺寸的位置。
(对)20.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
(对)21.配合H7/g6比H7/s6要紧。
(错)22.孔、轴的标准公差等级各分为18个等级,其中IT1最高,IT18最低。
(错)23.实际尺寸越接近其基本尺寸,其精度也越高。
(错)24.孔的基本偏差一定大于零,轴的基本偏差一定小于零。
(错)25.利用同一种加工方法加工轴,设计尺寸为的轴比的轴加工困难。
(错)26.同一字母的孔的基本偏差与轴的基本偏差相对于零线是完全对称的(错)。
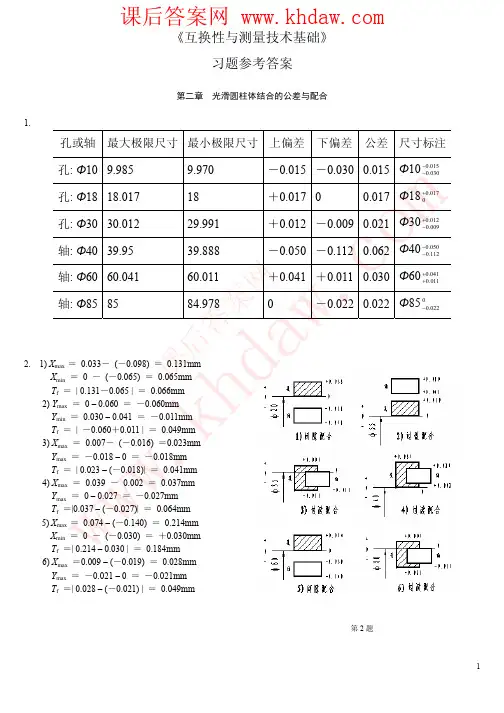
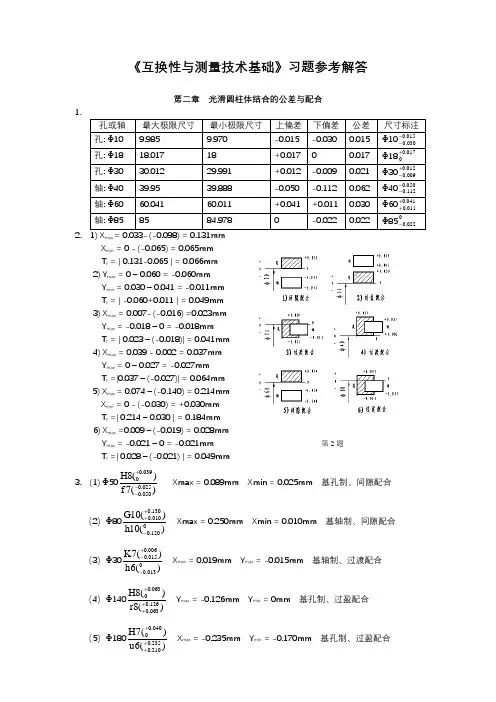
《互换性与测量技术基础》习题参考解答第二章 光滑圆柱体结合的公差与配合2. 1) X max = 0.033- (-0.098) = 0.131mm X min = 0 - (-0.065) = 0.065mmT f = | 0.131-0.065 | = 0.066mm 2) Y max = 0 – 0.060 = -0.060mm Y min = 0.030 – 0.041 = -0.011mm T f = | -0.060+0.011 | = 0.049mm 3) X max = 0.007- (-0.016) =0.023mm Y max = -0.018 – 0 = -0.018mmT f = | 0.023 – (-0.018)| = 0.041mm 4) X max = 0.039 - 0.002 = 0.037mm Y max = 0 – 0.027 = -0.027mmT f =|0.037 – (-0.027)| = 0.064mm 5) X max = 0.074 – (-0.140) = 0.214mm X min = 0 - (-0.030) = +0.030mmT f =| 0.214 – 0.030 | = 0.184mm 6) X max =0.009 – (-0.019) = 0.028mm Y max = -0.021 – 0 = -0.021mmT f =| 0.028 – (-0.021) | = 0.049mm3. (1) Φ50)(7f )(8H 025.0050.0039.00--+ Xmax = 0.089mm Xmin = 0.025mm 基孔制、间隙配合 (2)Φ80)(10h )(10G 0120.0130.0010.0-++ Xmax = 0.250mm Xmin = 0.010mm 基轴制、间隙配合 (3)Φ30)(6h )(7K 0013.0006.0015.0-+- X max = 0.019mm Y max = -0.015mm 基轴制、过渡配合 (4)Φ140)(8r )(8H 126.0063.0063.00+++ Y max = -0.126mm Y min = 0mm 基孔制、过盈配合 (5)Φ180)(6u )(7H 235.0210.0040.00+++ X max = -0.235mm Y min = -0.170mm 基孔制、过盈配合(6)Φ18)(5h )(6M 0008.0004.0015.0--- X max = 0.004mm Y max = -0.015mm 基轴制、过渡配合 (7)Φ50)(6js )(7H 008.0008.0025.00+-+ X max = 0.033mm Y max = -0.008mm 基孔制、过渡配合 (8)Φ100)(6k )(7H 025.0003.0035.00+++ X max = 0.032mm Y max = -0.025mm 基孔制、过渡配合 (9)Φ30)(6n )(7H 028.0015.0021.00+++ X max = 0.006mm Y max = -0.028mm 基孔制、过渡配合 (10)Φ50)(6h )(7K 0016.0007.0018.0-+- X max = 0.023mm Y max = -0.018mm 基轴制、过渡配合 4. (1) Φ60)(9h )(9D 0074.0174.0100.0-++ (2) Φ30)(8h )(8F 0033.0053.0020.0-++ (3) Φ50)(6k )(7H 018.0002.0025.00+++ (4) Φ30)(6s )(7H 048.0035.0021.00+++ (5) Φ50)(6h )(7U 0016.0061.0086.0--- 5. ∵ X min = 0.025mm, X max = 0.066mm . ∴配合公差T f =| 0.066 –0.025| = 0.041mm ,∵T f = T h + T s ,选基孔制.查表,孔为7级,轴为6级T h =0.025mm T s = 0.016mm 符合要求.∴选Φ40)(6f )(7H 025.0041.0025.00--+。