DTM129细纱机的应用
- 格式:pdf
- 大小:82.99 KB
- 文档页数:2
汉麻纤维与微孔聚酯纤维紧密纺纱的生产实践唐萍【摘要】Characteristics of hemp fiber was introduced. Aimed at poor uniformity and spinnabili- ty,compact spinning process was adopted. The production practice of spinning hemp/microporous pol- yester 35/65 16.4 tex K compact spun yarn was elaborated from the aspects of controlling blending ratio in feeding material,pretreatment of hemp and microporous polyester, process and quality control in production process.%文章介绍了汉麻纤维的性能,针对汉麻纤维整齐度差,可纺性不好的困难,采用紧密纺工艺流程,从投料控制混纺比、汉麻纤维及微孔聚酯涤纶的预处理、以及生产工艺过程的质量控制方面阐述了纺制汉麻/微孔聚酯35/6516.4texK紧密纱的生产实践。
【期刊名称】《山东纺织科技》【年(卷),期】2012(053)002【总页数】4页(P25-28)【关键词】汉麻纤维;混纺;质量;紧密纺;生产措施【作者】唐萍【作者单位】江苏悦达纺织集团有限公司,江苏盐城224055【正文语种】中文【中图分类】TP124.53汉麻纤维(长度30.44 mm,强度3.25 cN/dtex,短绒率20.4%,回潮6.5%)由于其独特的天然纤维特性和优良的服用性能而深受消费者的喜爱。
但汉麻纤维必须在较高回潮下进行纺纱,以提高汉麻纤维的强力,并减少加工过程中静电现象的发生,如果和具有抗起毛起球、吸湿排汗、光泽柔和、抗紫外线等功能的微孔聚酯涤纶纤维(长度38 mm,强度5.25 c N/dtex,细度1.65 dtex,)混纺,会使产品兼具结构优势和功能优势。
利用USTER电清控制纱疵的实践杨效青程桂芳李继臣(东营市宏远纺织有限公司)利用乌斯特电清在线检测纱线质量,从而对细纱各锭位实现全面检查,及时发现并消除细沙机缺陷,对纺纱企业实现产品质量的持续改进具有重要意义。
乌斯特电清可以显示各锭位的生产效率、十万米切疵数、纱疵分级、纱疵散点分布等与纱线质量密切相关的数据,通过对这些数据的检查、分析,可以及时发现产品质量出现的异常。
如当发现切疵数量突然增加、生产效率下降等现象时,要立即分析、查找原因,进而有针对性地采取技术措施,稳定成纱质量。
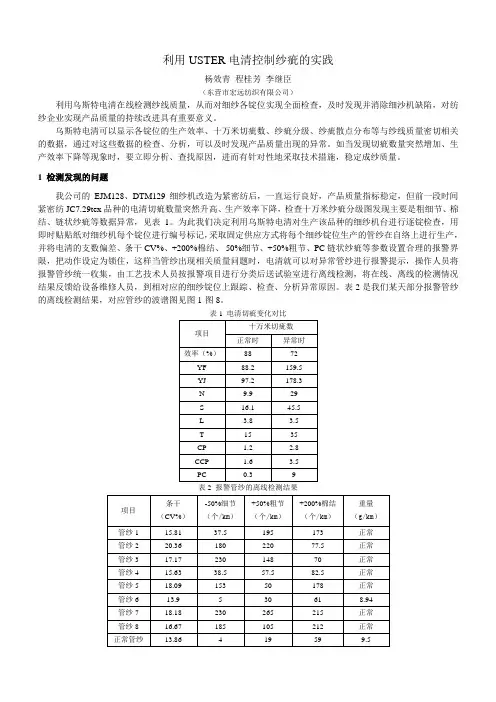
1 检测发现的问题我公司的EJM128、DTM129细纱机改造为紧密纺后,一直运行良好,产品质量指标稳定,但前一段时间紧密纺JC7.29tex品种的电清切疵数量突然升高、生产效率下降,检查十万米纱疵分级图发现主要是粗细节、棉结、链状纱疵等数据异常,见表1。
为此我们决定利用乌斯特电清对生产该品种的细纱机台进行逐锭检查,用即时贴贴纸对细纱机每个锭位进行编号标记,采取固定供应方式将每个细纱锭位生产的管纱在自络上进行生产,并将电清的支数偏差、条干CV%、+200%棉结、-50%细节、+50%粗节、PC链状纱疵等参数设置合理的报警界限,把动作设定为锁住,这样当管纱出现相关质量问题时,电清就可以对异常管纱进行报警提示,操作人员将报警管纱统一收集,由工艺技术人员按报警项目进行分类后送试验室进行离线检测,将在线、离线的检测情况结果反馈给设备维修人员,到相对应的细纱锭位上跟踪、检查、分析异常原因。
表2是我们某天部分报警管纱的离线检测结果,对应管纱的波谱图见图1-图8。
表1 电清切疵变化对比表2 报警管纱的离线检测结果图1 管纱1的波谱图图2 管纱2的波谱图图3 管纱3的波谱图图4 管纱4的波谱图图5 管纱5的波谱图图6 管纱6的波谱图图7 管纱7的波谱图图8 管纱8的波谱图我们根据上述试验结果,对各个管纱进行了问题分析和跟踪验证:(1)管纱1的条干CV%较正常恶化1.95%,粗节、细节增加约10倍,棉结增加3倍,波谱图上有8-9.5cm 的机械波,怀疑是前皮辊存在问题(皮辊直径为 3.0cm,3.0×3.14=9.42cm)。
V型牵伸装置在DTM129细纱机上的应用陕西正义纺织有限公司邱博赖育群王照华1 前言我公司曾从1991年开始,在22台1294B型细纱机上使用气动加压V型牵伸装置。
但因受机型和改造厂家制造精度等因素影响,暴露出一些问题,效果也不十分理想。
但它却以先进的牵伸形式,优良的成纱质量(如:当年陕西省纺织公司随机抽样,T/C65/3513.1tex 条干CV值达14.6%),受到了同行们的好评。
我们也从中积累了大量的安装及实践经验,这也更坚定了我们继续探索V型牵伸装置的信心。
2002年,我们公司购进了26台马佐里(东台)公司的DTMl29型细纱机。
配置了气动加压V型牵伸装置。
通过近一年的使用,它以稳定的纺纱性能,优良的产品质量,取得了良好的效果。
2 牵伸结构及工艺特征2.1 牵伸装置配置采用三罗拉曲线(V型)——直线牵伸,上短下长皮圈,T形曲面下销,用直径25mm微机械波精制镀铬人字斜齿下罗拉(中下罗拉为菱形滚花),气动摇架及上肖,中、低弹性上罗拉。
2.2 牵伸工艺特点2.2.1 后区牵伸工艺该牵伸特点是把后罗拉中心抬高12.5mm,后上罗拉后移25mm左右,使后上罗拉和后下罗拉中心线与前、中、下罗拉连线形成25度左右的夹角,从而使后区形成一个曲线牵伸区。
这种配置减少了粗纱须条在后区牵伸中的捻回重分布现象,并使其保留较多的剩余捻回,保证喂入前区牵伸的须条结构紧密均匀,与前区摩擦力界形成良好的配合,从而形成稳定一致的摩擦力界分布。
2.2.2 前区牵伸工艺前区牵伸与SKF一样,采用T形下肖,后曲面弧较大,后曲角较小,可减少罗拉与下肖后端的皮圈下凹现象。
前中下罗拉中心距为43mm左右,从而获得比较小的浮游区。
再配上软弹(60度左右)胶辊,致使变速点前移,更有效的控制浮游短纤维,保证了成纱条干水平的稳定。
2.2.3 牵伸区隔距选用采用较小的后区中心距(43mm-45mm),但因上罗拉后移,中后罗拉的握持距仍保持在68—70mm,并且有14mm左右的粗纱紧贴在后下罗拉表面,大大加强了牵伸过程中对浮游纤维的有效控制,缩小了牵伸后区的非控区长度,以平衡须条的牵伸力,从而获得较理想的预牵伸,有利于降低成纱的牵伸力和条干不匀率(表1)。
下厂实践总结3篇下厂实践总结1按照学校的安排我第四阶段被安排为下厂实践,这是一个来之不易的机会,在这短短的一个时间里(6月10日至7月7日),我和__x同事同时被安排到__x 公司的机械操作部进行跟班实习,在这个部门里,前两周被安排到大机班组,后两个星期被安排到流机组,在这个实践期间,个人在各方面表现得良好,在跟班实习里,能认真遵守该部门的有关安全规则,认真学习安全教育;遇到不懂的知识能主动积极请教,同时对出现的问题能够进行思考,讨论分析;动手操作能做到不怕苦、不怕累、不怕脏。
在跟班实习中,每天都穿戴好有关的劳保用品,帮忙班组做好“三包”卫生;积极参加班组的工前会;能及时向班组长询问当天有关的任务以及维修的内容,结合班组提供的电气原理图进行分析;跟随班组进行检修;对不懂的问题及时请教;能够自已动手操作的能争取动手操作;同时学习新技术内容(也即是PLC在各种机构中的广泛应用);处理好能够总结;使自己知识得到增长。
通过一个月的下厂跟班实习,我掌握了门机的结构、工作特点及故障维修和日常保养。
大致了解了四大机构(行走、旋转、变幅、起升等)的工作过程和控制方式;了解了桥吊的结构、工作原理等;还了解了流动机械(叉车、斗车等)电气原理等、对各种限位装、传感器等的应用有了更深的认识。
些外,在下厂跟班实习中,提高了自身的处事能力,同时感觉到下厂跟班实习所掌握的知识对我们的教学内容有很大的帮忙,能很好的将实践转移到教学上去,让自身受益之外更可使学校的教学水平得到提升,在此也希望学校能给我们老师提高良好的校企合作的平台,使我们的教学不断地得到进步。
下厂实践总结23月9月,本人根据学院安排,到__公司和__公司()下厂实践锻炼。
其中,6月14日7月10日,指导学生企业跟班实习。
现将,这一段实践的工作总结如下:一、两家企业的基本情况__公司系国有控股的中外合资(港资)企业。
公司目前拥有纱线设备11万锭。
纺纱采用:经纬纺机的清梳联、瑞士立达公司E32/E65精梳机、陕西宝成纺机的.并条机、天津宏大JWF1415型粗纱机、马佐里DTM129型细纱机(配德国绪森的板簧摇架)、意大利萨维奥公司ORION。
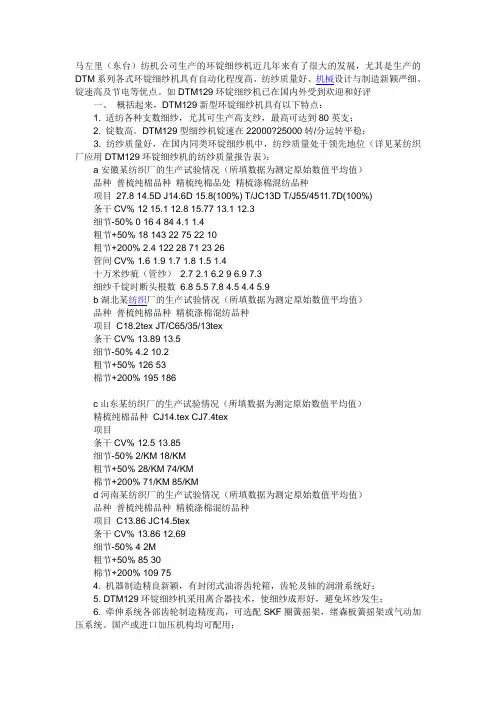
马左里(东台)纺机公司生产的环锭细纱机近几年来有了很大的发展,尤其是生产的DTM系列各式环锭细纱机具有自动化程度高、纺纱质量好、机械设计与制造新颖严细、锭速高及节电等优点。
如DTM129环锭细纱机已在国内外受到欢迎和好评一、概括起来,DTM129新型环锭细纱机具有以下特点:1. 适纺各种支数细纱,尤其可生产高支纱,最高可达到80英支;2. 锭数高。
DTM129型细纱机锭速在22000?25000转/分运转平稳;3. 纺纱质量好,在国内同类环锭细纱机中,纺纱质量处于领先地位(详见某纺织厂应用DTM129环锭细纱机的纺纱质量报告表);a安徽某纺织厂的生产试验情况(所填数据为测定原始数值平均值)品种普梳纯棉品种精梳纯棉品处精梳涤棉混纺品种项目27.8 14.5D J14.6D 15.8(100%) T/JC13D T/J55/4511.7D(100%)条干CV% 12 15.1 12.8 15.77 13.1 12.3细节-50% 0 16 4 84 4.1 1.4粗节+50% 18 143 22 75 22 10粗节+200% 2.4 122 28 71 23 26管间CV% 1.6 1.9 1.7 1.8 1.5 1.4十万米纱疵(管纱)2.7 2.1 6.2 9 6.9 7.3细纱千锭时断头根数6.8 5.5 7.8 4.5 4.4 5.9b湖北某纺织厂的生产试验情况(所填数据为测定原始数值平均值)品种普梳纯棉品种精梳涤棉混纺品种项目C18.2tex JT/C65/35/13tex条干CV% 13.89 13.5细节-50% 4.2 10.2粗节+50% 126 53棉节+200% 195 186c山东某纺织厂的生产试验情况(所填数据为测定原始数值平均值)精梳纯棉品种CJ14.tex CJ7.4tex项目条干CV% 12.5 13.85细节-50% 2/KM 18/KM粗节+50% 28/KM 74/KM棉节+200% 71/KM 85/KMd河南某纺织厂的生产试验情况(所填数据为测定原始数值平均值)品种普梳纯棉品种精梳涤棉混纺品种项目C13.86 JC14.5tex条干CV% 13.86 12.69细节-50% 4 2M粗节+50% 85 30棉节+200% 109 754. 机器制造精良新颖,有封闭式油溶齿轮箱,齿轮及轴的润滑系统好;5. DTM129环锭细纱机采用离合器技术,使细纱成形好,避免坏纱发生;6. 牵伸系统各部齿轮制造精度高,可选配SKF圈簧摇架,绪森板簧摇架或气动加压系统。
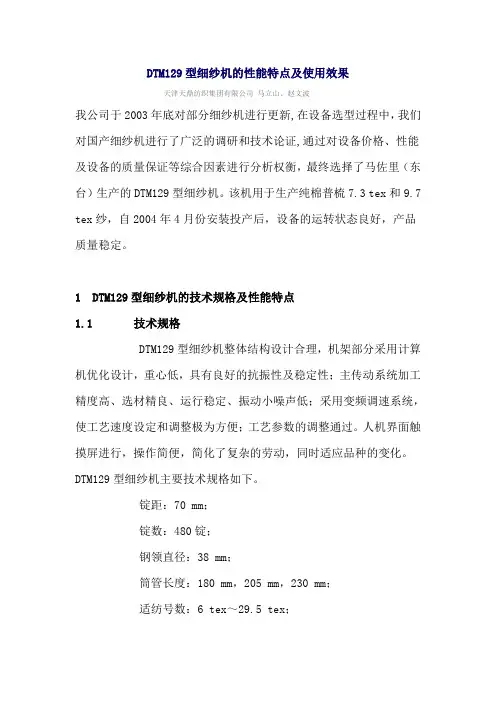
DTM129型细纱机的性能特点及使用效果天津天鼎纺织集团有限公司马立山、赵文波我公司于2003年底对部分细纱机进行更新,在设备选型过程中,我们对国产细纱机进行了广泛的调研和技术论证,通过对设备价格、性能及设备的质量保证等综合因素进行分析权衡,最终选择了马佐里(东台)生产的DTM129型细纱机。
该机用于生产纯棉普梳7.3 tex和9.7 tex纱,自2004年4月份安装投产后,设备的运转状态良好,产品质量稳定。
1 DTM129型细纱机的技术规格及性能特点1.1 技术规格DTM129型细纱机整体结构设计合理,机架部分采用计算机优化设计,重心低,具有良好的抗振性及稳定性;主传动系统加工精度高、选材精良、运行稳定、振动小噪声低;采用变频调速系统,使工艺速度设定和调整极为方便;工艺参数的调整通过。
人机界面触摸屏进行,操作简便,简化了复杂的劳动,同时适应品种的变化。
DTM129型细纱机主要技术规格如下。
锭距:70 mm;锭数:480锭;钢领直径:38 mm;筒管长度:180 mm,205 mm,230 mm;适纺号数:6 tex~29.5 tex;牵伸倍数:15倍~50倍;捻度:510 t/m~1800 t/m;锭速:14 500 r/min~22 000 r/min,或根据用户的要求达到13 500 r/min~19 000 r/min;捻向:Z 或S;牵伸形式:三上三下长短胶圈弹簧摇架加压;变速形式:变频调速一落纱十段调速;主传动润滑:油浴;粗纱卷装容量:D135×320 mm,D152 mm×406 mm(Max);断头吸棉装置:铝合金笛管与前罗拉距离可手动调节,单独吸棉风机风量1800 m3/h。
电动配置:主电机18.5 kW(480锭~504锭),吸风电机2.2 kW,钢领板升降电机0.37 kW,润滑油泵电机3 kW;我厂480锭单台装机容量21.373 kW。
1.2 DTM129型细纱机的机构特点1.2.1 车头传动系统DTM129型细纱机的主传动齿轮及动力分配齿轮采用封闭式齿轮箱油浴润滑,配有整体有机玻璃视窗,可观查齿轮及供油系统的运行状态,先进的循环油泵及油过滤系统使油经常处于清洁状态。
第七章细纱第一节概述一、细纱工序在纺纱中的地位1、细纱机机台的多少决定了企业的规模。
十一万纱锭以上为大一企业;八到十万纱锭为大二企业;五到八万纱锭为中型企业;四万纱锭以下为小型企业。
2、细纱机产量的高低决定了企业的生产水平。
一档水平:38kg以上;二档水平:35kg以上;三档水平:30kg以上;它是企业晋级的重要依据(如国家二级企业)。
3、细纱的质量好坏决定了成纱的质量。
4、细纱工序消耗的多少决定了纺纱的成本。
5、细纱千锭时的断头率是企业考核的重要指标。
6、二、细纱工序的任务1、牵伸:将粗纱牵伸到所要求的特数。
2、加捻:使纱条具有一定的强力、弹性和光泽。
3、卷绕:将细纱卷绕成管纱,以便于运输和后加工。
三、国产细纱机的发展1. 第一代细纱机:1291、1292、1293。
1954年,大批量生产,1291、1301型,E=14~20。
60年代起对1291型改进,重力加压改为前、中罗拉杠杆加压,大铁辊改磁性辊,分离式弹性支承高速锭子、高速钢领钢丝圈,E=20~402. 第二代细纱机:A512、A513。
65年,A512型,408锭/台,70mm锭距,三罗拉长短皮圈牵伸、弹簧摆动销、YJ-00摇架,E=10~50。
70年代大批量生产A512型,还有出口。
1974年,A513型:96~480锭/台,改进,喂入、牵伸、卷绕、成形、传动、吸棉、墙板、龙筋,有A、B、C、D、E、F、G、H、M和MA(纺中长纤维)、W、S(超大牵伸)、SA等系列;3. 第三代细纱机:FA502—FA508。
80年代,FA502、FA503采用YJ1系列摇架,可调前罗拉中心距,可纺棉和中长;四、细纱机的工艺流程图见纺织工艺学P211有的较为先进的细纱机有全自动集体自动落纱装置,有自动换筒管、落纱后自动启动、生头及管纱自动运输等功能。
第二节细纱机的牵伸机构及牵伸工艺一、牵伸机构的主要元件1、牵伸罗拉牵伸罗拉和上皮辊组成罗拉钳口,握持纱条进行牵伸。
环锭纺细纱机集体落纱的自动化升级改造实践作者:高红河来源:《现代纺织技术》2019年第02期摘;要:分析了当前国内纺纱企业纺纱设备的技术及用工现状,普遍存在的“用工多、招工难”的问题。
提出将先进的集体自动落纱技术,来改造现有的细纱老机,以达到减少落纱用工缓解企业“招工难”等问题,通过对比分析了当前主流的环锭细纱机采用自动集体落纱装置后给企业带来的较大经济价值,为国内众多中小型纺纱企业提供了一条花钱少效果好的改造捷径。
关键词:环锭细纱机;集体落纱;升级改造中图分类号:TS104.7文献标志码:B文章编号:1009-265X(2019)02-0088-05Abstract:This paper analyses the current spinning technology and labor employment status of domestic spinning enterprises. The problem of “large demand for employees and d ifficulty in recruiting” exists generally. Advanced collective automatic doffing technology is proposed to transform existing spinning frames so as to relieve the problem of “difficulty in recruiting”. Current mainstream ring spinning frame applied with automatic collective doffing device brings large economic value for enterprises, which provides a transformation shortcut for numerous small and medium spinning enterprises in China.Key words:ring spinning frame; collective doffing; upgrading and transformation改革开放近40年来,中国棉纺织业在技术进步与产能发展上都取得了很大成绩,纺纱锭数由当初的2 000万锭发展到现在的1.2亿锭,接近全球棉纺总规模的一半,在世界棉纺市场上占有半壁江山[1]。
环锭细纱机的技术进步与创新章友鹤;赵连英【摘要】文章从4个方面简析环锭纺技术进步的特点,指出在今后纺纱领域中环锭纺与各种新型纺纱技术将处于长期共存、优势互补的格局。
%The paper briefly analyzes the characteristics of the development of ring-spinning technology from four aspects and points out that in future spinning production, ring-spinning technology and other new spinning technologies will co-exist and complement with each other over a long period of time.【期刊名称】《纺织导报》【年(卷),期】2015(000)001【总页数】6页(P52-57)【关键词】环锭纺;优势;弊端;技术进步;亮点【作者】章友鹤;赵连英【作者单位】浙江省新型纺织品研发重点实验室;浙江省纺织工程学会棉纺专业委员会【正文语种】中文【中图分类】TS103.231纺纱是纺织产业链的第一道工序,其产品质量档次、生产效率与加工成本在整个产业链中占有十分重要地位,故国内外对纺纱技术的发展与新技术的推广应用都十分重视。
随着纺纱技术的进步与创新,目前在纺纱生产中已用了两种纺纱技术,一种是环锭纺纱技术,另一种是新型纺纱技术,已普遍应用的主要是转杯纺、喷气纺与喷气涡流纺技术等。
新型纺纱与环锭纺纱相比具有纺纱工序短、自动化程度高、劳动用工及能耗省等优势,故近年来在国内得到一定发展。
但从总体分析:目前纱线总产量中环锭纺纱仍居主导地位,据相关统计资料显示:全国纱线产量中环锭纺纱占85%,新型纺纱只占15%份额。
在浙江省虽然近几年来新型纺纱产能发展速度较快,但从纺纱生产量中环锭纺纱线仍占80%以上,新型纺纱线占20%左右。
方程段 11 部分 1天津工业大学毕业设计(论文)题目:细纱机落纱小车卸管装置姓名邱杰学院机械工程学院专业机械工程及自动化指导教师赵永立职称讲师6月5日摘要纺织业是我国竞争力较强和国际依存度较高的产业,也是劳动密集和具有比较优势的传统产业,一直是我国国民经济的支柱和出口创汇的重要产业。
落纱卸管装置,属于细纱机落纱技术领域。
该装置包括直线运动单元、支架、电机、带轮机构、顶杆、液压缸、升降机构和平移机构。
大部分细纱机的纱管与锭杆之间采用锥而贴合实现自锁,锭杆的外锥而与纱管的内锥而贴合得较为紧密,以保证细纱机纺纱时纱管商速运转平稳,噪声小,功率消耗小.其靠落纱尤其是将纱管与锭杆停靠分离(卸载)非常重要。
液压卸纱装置是计对现有技术的不足之处,提供一种液压握紧卸管装置.它以小碰纱线将纱管与锭杆分离开来完成卸载作过程.同时具有自动化程度高装置简中.靠等优点适合用于移动式自动落纱机使用。
关键词:纺织业;落纱机;自动化;移动式自动落纱机AbstractTextile industry is strong competitiveness and high degree of dependence on international industry in China, is labourintensive and traditional industries with a comparative advantage, are important pillars of the national economy and export industries in China.Doffing machine doublebardial flush discharge tube devices, belonging to the doffing spinning machine technology. The devices include linear campaign unit, the support, the first motor, first drive, the top block, the second motor, transmission and impact II; the second transmission mechanism including the dial, dial, the first link, the second conrod and spring.Most of the bobbin spindle spinning rod between the cone and stick to implement its own lock, outside of ingot Rod cone bobbin Cone and stick more closely, to ensure that when spinning frame spinning bobbin speed stable operation and low noise, small power consumption . By doffing especially separating the bobbin spindle RodCho (finishing unloading) is very important.This invention is the small foot of meters on existing technologies , provide a doffing machine doublebardial flush discharge finishing device . It by a small touch yarn bobbins and separated from the spindle pole to complete the uninstall process . At the same time Jane has a high degree of automation devices . The advantages of automatic doffing machine is suitable for mobile use. Keywords: Textile industry; Doffer;Automation;Mobile automatic doffer目录第一章概述11.1纺织工业发展概况11.2国内三家公司细纱机短车集体落纱装置11.3国外自动落纱粗纱机特点2第二章细纱落纱方式42.1自动落纱技术分类42.1.1青泽型超长细纱机简介42.1.2 国外细纱机倾角集体落纱机系统42.1.3 迈耶自动落纱机5错误!未指定书签。
细纱机细纱机的主要作用:纺纱过程中把半制品粗纱或条子经牵伸、加拈、卷绕成细纱、管纱。
细纱机的组成:各种细纱机基本上都由喂入机构、牵伸机构、加拈和卷绕机构、各传动装置组成。
细纱机的主要部件毛条架、摇架、罗拉(三组)、纲领板、导纱钩、气圈环、锭子、负压装置和传动转动装置。
摇架上有皮辊、皮夹和加压装置。
传动装置包括罗拉传动、纲领板传动以及锭子传动。
牵伸机构的主要元件1、牵伸罗拉2、胶辊3、胶圈4、销子5、集合器6、隔距块牵伸机构的加压装置加压装置的类型有:1、重力加压2、磁性加压3、弹簧加压4、气动加压细纱机的牵伸工艺配置1、自由区长度a(1)定义:上销或下销前缘到前钳口的距离。
(2)a对牵伸的影响:a小时,皮圈钳口对纤维的控制能力强,纤维变速点向前钳口集中有利于成纱条干均匀;a过小,牵伸力太大,易出硬头。
(3)选择依据:纤维长度、整齐度;纺棉:a=11—14mm;棉型化纤:a=12-16mm;中长化纤:a=14-18mm。
(4)调整方法:改变罗拉隔。
2、皮圈钳口隔距d(1)定义:在没有纱条通过时,皮圈钳口处上销与下销间的距离。
(2)d对牵伸的影响:(3)d的确定:根据细纱特数的大小而定(见表1),一般为2、5-4、5mm。
3、后区牵伸倍数(1)种类:有两类工艺路线可供选择第一类工艺路线:后区牵伸倍数较小,在1、02-1、5倍;它以可分为针织工艺路线(牵伸在1、02-1、2)和机织工艺路线(牵伸在1、2-1、5)。
第二类工艺路线:后区牵伸倍数较大,在2-3倍。
(2)选择第一类工艺路线:适用于一般情况。
第二类工艺路线:适用于①粗纱的均匀度很好、②纤维整齐度好、③总牵伸倍数大、④细纱质量无细纱机牵伸装置的类型1、SKF牵伸2、V型牵伸3、R2P牵伸4、HP牵伸细纱的加捻过程(一)加捻卷绕过程1、细纱的加捻2、细纱的卷绕(二)细纱捻系数与捻向的选择1、细纱捻系数的选择捻系数越大,细纱捻度越大,细纱强力越高,细纱断头越少,但手感发硬,细纱产量越低。
细纱工序新型纺纱器材的应用高加平李会军(山东华乐纺织股份有限公司)摘要:纺织器材生产企业不断创新,深入研究,开发了新型纺纱器材,使设备性能有了显著提高,为纺纱企业提高产品质量打下了基础。
关键词:新型纺纱器材产品质量纺纱器材的性能优劣直接影响着纺织产品质量的高低。
各纺纱器材生产企业不断创新,深入研究,发明创造了不同于以往型式的新型器材,以碳纤维上销、后区压力棒上销、新型下销、碳纤维包覆型中上罗拉、轴承式下皮圈张力架、压力棒隔距块为代表的新型器材已成为细纱机牵伸机械主要部件,使细纱机的性能有了显著提高,为提高细纱产品质量打下了基础。
1 碳纤上销1.1 金属上销上不利因素金属上销由钢板冲压点焊而成,具有抗静电、不积聚飞花的特性,但在使用中存在变形、生锈、起毛刺等不利因素,造成皮圈张力不一,胶圈钳口开口不直,弹性钳口不能起到自调作用,易造成胶圈内凹磨损,变形等问题,而且金属上销在校正维修中也会因敲击而破坏其刚性与硬度,损伤胶圈的工作面。
1.2 碳纤上销的特点弹性工程塑料上销用优质工程塑料,碳纤复合材料注塑而成,其硬度及刚性,耐磨性优于钢,且磨擦系数小,对胶圈的磨损较少,延长胶圈的使用寿命,其结构是每个上销有一活动钳口板,内部装有自动调节胶圈张力的弹簧,使胶圈与下销组成一活络自调钳口,另外弹纤上销在维修中无需校正整形、抛光,但表面易积花,销架积花影响弹性,因此除班中加强清洁减少积花外,每次扫车时都在对销架内部积花进行一次彻底吹污清理。
且弹簧弹性经一段时间使用后也会出现衰退,因此要对其弹簧进行定期更换。
在尼龙上销在替代金属上销前我们进行了质量指标的对比,在细纱工艺相同的条件下进行同锭对比试验,经反复跟踪试验,试验结果平均如表1:2 后区压力棒上销后区压力棒上销是新开发的比较成功的纺纱器材,对产品质量有显著影响,已被多数企业使用。
我们则全部使用。
2.1 原理:细纱机后区是简单两罗拉牵伸,受牵伸纤维可分为前纤维、后纤维和浮游纤维,受具有一定捻度须条控制,随着纱条的拉长变细存在着纱条上捻度减少、解捻现象,造成后纤维受控制力大,前纤维受控制力小,浮游纤维在变速中虽然有一定束缚,但还处在自由状态,没有任何力界,控制造成纱条不匀。