fanuc机器人调试标准化作业指导书水印版
- 格式:pdf
- 大小:22.44 MB
- 文档页数:22
机器人学实验指导书合肥工业大学机械与汽车工程学院2006年10月目录一、概述 (4)二、实验原理 (4)三、实验目的 (4)四、实验内容及要求 (4)五、使用仪器及设备 (4)六、机器人控制程序 (4)七、实验注意事项 (4)认识FANUC机器人 (5)一.概述 (5)二. 控制器 (6)编程 (12)一. 有效编程的技巧 (12)二. 通电和关电 (12)三. 手动示教机器人 (13)四. 创建程序 (13)五. 示教运动状态 (15)六. 修正点 (17)七. 编辑命令(EDCMD) (19)八. 程序操作 (20)执行程序 (23)一. 程序中断和恢复 (23)二. 手动执行程序 (24)三. Wait 语句 (25)四. 自动运行 (25)程序结构 (27)一. 运动指令 (27)二. 寄存器指令 (27)三. I/O 指令 (28)四. 分支指令 (28)五. 等待指令 (29)六. 条件指令 (30)七. 程序控制指令 (30)八. 其他指令 (31)FRAMES的设置 (32)一. 坐标系的分类 (32)二. 设置工具坐标系 (32)三. 设置用户坐标系 (33)四. 设置点动坐标系 (34)一、概述大家上过机器人技术基础后,对机器人的理论部分有了一些基础的了解后,为了是大家对机器人有个感性的认识,特开设这个实验。
希望大家能通过这个实验能对机器人产生一个基本的概念,激发大家的一点兴趣。
二、实验原理编好程序,机器人控制器通过编译解释,给各轴伺服电机发出信号,驱动电机运转,从而使机器人各关节运动。
三、实验目的1. 了解工业机器人的组成及工作原理,加深对机电一体化系统的理解;2. 了解工业机器人的系统结构、几何结构、坐标类型和运动控制原理;3. 熟悉小型工业机器人的运动指令,掌握小型工业机器人的作业编程及操作步骤;4. 掌握小型工业机器人的程序控制及应用。
四、实验内容及要求1、通过手动示教的形式,在白板上写出欢迎两个字2、写一份关于本实验的实验报告,并画出机器人机构运动简图。
上海奥特博格汽车工程有限公司目录第一章:设备指示灯、按钮开关说明 (5)1.1:PLC从站控制柜指示灯、按钮开关 (5)1.2:PLC从站三色灯状态 (6)1.3:机器人控制柜指示灯、按钮开关 (7)1.4:机器人示教器按钮开关 (8)1.5:水汽面板按钮开关介绍 (19)1.6:机器人示教器状态栏介绍 (11)1.7: 机器人控制柜及从站箱介绍 (12)第二章:系统自动操作说明 (15)2.1:系统启动步骤 (15)2.2:系统自动运行条件 (17)2.3:系统自动运行步骤 (18)第三章:机器人在焊接时被中断后的再启动 (18)3.1:系统急停后的再启动步骤 (18)3.2:停止后的再启动步骤 (19)3.3:安全门被打开后的再启动 (19)第四章:系统作业程序 (20)4.1:主程序 (20)4.2:子程序 (20)第五章:安全操作规范 (22)第六章:系统通讯 (20)附表: (23)机器人信号表 (23)前言第一章设备指示灯、按钮开关说明在使用以下所述设备上的按钮、开关时,必须要明白这些按钮、开关的使用方法及作用。
以免造成设备的损坏!1.1、PLC从站控制柜指示灯、按钮开关:AIR OK(气压正常指示灯):机器人检测气压正常则此指示灯常亮FLOW OK(水流正常指示灯):机器人检测水流正常则此指示灯常亮Timer Alarm(焊机报警指示灯):机器人检测焊机有无报警,有则此指示灯亮START(机器人启动):机器人启动(手动)按钮。
在自动运行下,请勿操作此按钮启动FAULT/HOLD(故障/暂停按钮):机器人暂停按钮,按下此按钮后,机器人减速停止,指示灯亮1.2、PLC从站三色灯状态:1.3、机器人控制柜指示灯、按钮开关:1、手/自动模式开关:此开关共有三个档位-AUTO挡为自动模式、T1为手动慢速模式、T2为手动全速模式2、FAULT RESET(报警复位):在机器人控制柜出现报警情况下,操作此按钮消除报警3、CYCLE START(循环启动):机器人在进入运行状态时,此按钮灯常亮4、FAULT(异常报警):机器人出现故障时此指示灯常亮5、POWER(电力接通):机器人控制柜接通电源并正确启动后,此指示灯常亮6、EMERGENCY STOP(紧急停止):按下此按钮后,机器人立即停止,此时FAULT灯亮。
FANUC机器人设置快速校准参考位作业指导书2012-12-24修改记录0、备份机器人程序。
1、创建一个T_ZERO_REF轨迹2、增加一个轨迹点3、选择POSITION,查看点,选择repre->joint4、修改6个轴坐标值均为0(对于6个轴不能同时回到零位,请选择J1为90deg(或者-90deg))5、手动运行T_ZERO轨迹,机器人手动到参考位置6、选择system variables->master_enb,修改值为17、选择system->master/cal8、光标移动到5,选择yes,确认当前位置为快速校准参考位置选择DONE,完成设置快速参考点工作9、备份机器人程序。
并拍下此时机器人姿态图。
10、进入系统参数system->DMR_GRP[1]查看并记录值CALIBRATION QUICK MASTER $REF-POS $MASTER-COUN [1] [1] = ? $REF-COUNT [1] [1] =? [1] =?$MASTER-COUN [2] [2] = ? $REF-COUNT [2] [2] = ? [2] =?$MASTER-COUN [3] [3] =? $REF-COUNT [3] [3] =? [3] =?$MASTER-COUN [4] [4] =? $REF-COUNT [4] [4] = ? [4] = ?$MASTER-COUN [5] [5] =? $REF-COUNT [5] [5] =? [5] = ?$MASTER-COUN [6] [6] =? $REF-COUNT [6] [6] =? [6] = ?附:机器人零位位置参考1轴零位2轴零位3轴零位4轴零位5轴零位6轴零位。
一.调试:1.手摇:1.1. 0T 手摇运行:条件:(1)状态开关: G122。
0(MD1)=0, G122。
1(MD2)=0,G122。
2(MD4)=1。
(2)外部复位: G121。
7(ERS)=0。
(3)紧急停止: G121。
4(*ESP)=1。
(4)手摇座标: G116。
7(X)=1,或 G117。
7(Z)=1。
(5)手摇倍率: G117。
0(MP1),G118。
0(MP2)。
(6)机床锁住: G117。
1(MLK)=0。
(7)伺服关断信号:G105。
0—G105。
3(SVFX—SVF4)=0。
参数:(1)位置增益:NO:517(全轴用),或NO:512—515(各轴用)是否过小(标准3000)。
(2)NO:900。
3=1(手摇方式。
)(3)NO:2。
5=0。
(4)NO:699=0。
(注:=1000,手摇倍率为*1000。
)(5)NO:2。
6=0。
(6)NO:13。
0=0。
(7)NO:75。
2=0。
(8)NO:74。
4=0。
(9)NO:121=100。
(10)NO:386。
0。
2=0。
(注:可改变手摇正,负方向。
)(11)NO:386。
4。
5=0。
(注:手摇倍率*1000有效/无效。
)1.2。
0TI 18T 手摇运行:条件:(1)状态开关:G43。
0(MD1)=0,G43。
1(MD2)=0,G43。
2(=1MD4)。
(2)轴使能信号:G130。
0(*1T1)=1,G130。
1(*1T2)=1,或由参数 NO:3000。
0(ITL)进行设置。
即:NO:3003=0,使能有效。
NO:3003=1,使能无效。
(3)外部复位:G8。
7(ERS)=0。
(4)急停:G8。
4(*ESP)=1。
(5)手摇座标:G18。
0(X)=1,或G18。
1(Z)=1。
(6)手摇倍率:G19。
4(MP1),G19。
5(MP2)。
(7)机床锁住:G44。
1(MLK)=0。
(8)伺服关断:G126。
0(SVFX)=0,G126。
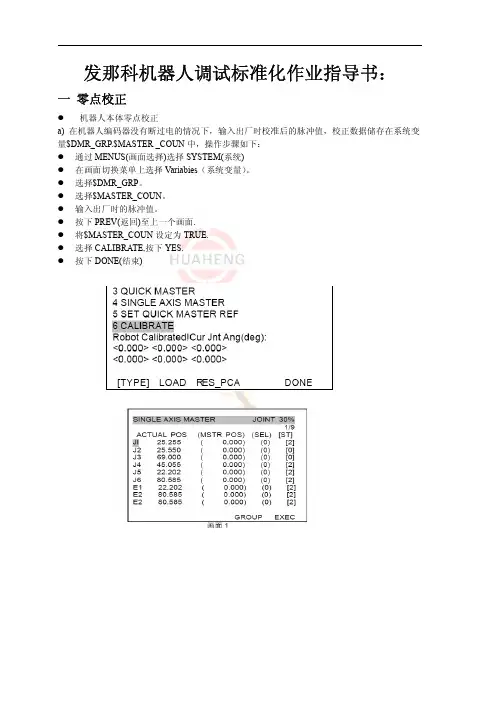
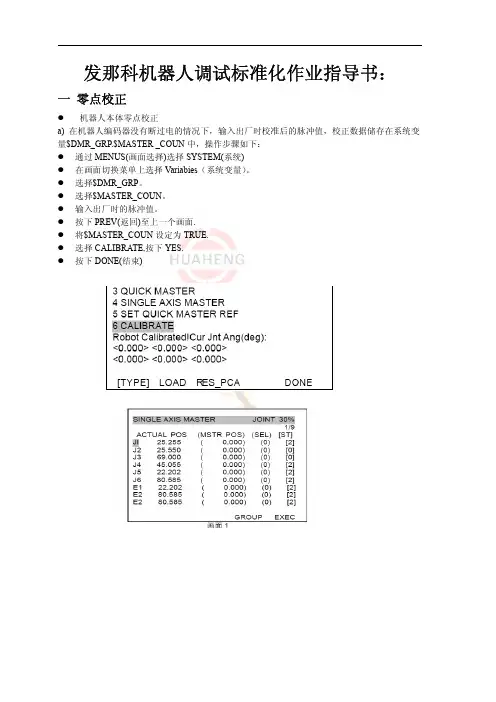
发那科机器人调试标准化作业指导书:一零点校正�机器人本体零点校正a)在机器人编码器没有断过电的情况下,输入出厂时校准后的脉冲值,校正数据储存在系统变量$DMR_GRP.$MASTER_COUN中,操作步骤如下:�通过MENUS(画面选择)选择SYSTEM(系统)�在画面切换菜单上选择Variabies(系统变量)。
�选择$DMR_GRP。
�选择$MASTER_COUN。
�输入出厂时的脉冲值。
�按下PREV(返回)至上一个画面.�将$MASTER_COUN设定为TRUE.�选择CALIBRATE,按下YES.�按下DONE(结束)b)编码器断过电的情况下(如电池耗尽,编码器线断开),操作步骤如下。
�通过MENUS(画面选择)选择SYSTEM(系统)。
�将$MASTER_ENB等于1或者2。
.�按下[TYPE]。
�选择Master/Ca1。
�选择SINGLE AXIS MASTER见图(画面1)�在JOG方式下将机器人移动到零点位置。
�将需要校正的那一个轴的(SEL)改为1.�见图(画面2)�按下EXEC(执行)见图(画面3)�按下PREV(返回)至上一个画面。
�选择CALIBRATE,按下YES.�按下DONE(结束)�机器人外部轴校正校正a)通过MENUS(画面选择)选择SYSTEM(系统)。
b)将$MASTER_ENB等于1或者2。
.c)按下[TYPE]。
d)选择Master/Ca1。
e)选择SINGLE AXIS MASTERf)在JOG方式下将机器人移动到零点位置。
g)将需要校正的那一个轴的(SEL)改为1.h)按下EXEC(执行)i)按下PREV(返回)至上一个画面。
j)选择CALIBRATE,按下YES.k)按下DONE(结束)二检差设置的减速比�直线轴减速比检查将工具TCP点对准设备上TCP点,用笛卡儿坐标系,同方向正负移动外部轴,移动距离不小于800mm,检查工具TCP点和设备上TCP点的位置偏差应小于等于±0.1,如果大于±0.1则减速比不正确,请看图纸重新设定。
一.调试:1.手摇:1.1. 0T 手摇运行:条件:(1)状态开关: G122。
0(MD1)=0, G122。
1(MD2)=0,G122。
2(MD4)=1。
(2)外部复位: G121。
7(ERS)=0。
(3)紧急停止: G121。
4(*ESP)=1。
(4)手摇座标: G116。
7(X)=1,或 G117。
7(Z)=1。
(5)手摇倍率: G117。
0(MP1),G118。
0(MP2)。
(6)机床锁住: G117。
1(MLK)=0。
(7)伺服关断信号:G105。
0—G105。
3(SVFX—SVF4)=0。
参数:(1)位置增益:NO:517(全轴用),或NO:512—515(各轴用)是否过小(标准3000)。
(2)NO:900。
3=1(手摇方式。
)(3)NO:2。
5=0。
(4)NO:699=0。
(注:=1000,手摇倍率为*1000。
)(5)NO:2。
6=0。
(6)NO:13。
0=0。
(7)NO:75。
2=0。
(8)NO:74。
4=0。
(9)NO:121=100。
(10)NO:386。
0。
2=0。
(注:可改变手摇正,负方向。
)(11)NO:386。
4。
5=0。
(注:手摇倍率*1000有效/无效。
)1.2。
0TI 18T 手摇运行:条件:(1)状态开关:G43。
0(MD1)=0,G43。
1(MD2)=0,G43。
2(=1MD4)。
(2)轴使能信号:G130。
0(*1T1)=1,G130。
1(*1T2)=1,或由参数 NO:3000。
0(ITL)进行设置。
即:NO:3003=0,使能有效。
NO:3003=1,使能无效。
(3)外部复位:G8。
7(ERS)=0。
(4)急停:G8。
4(*ESP)=1。
(5)手摇座标:G18。
0(X)=1,或G18。
1(Z)=1。
(6)手摇倍率:G19。
4(MP1),G19。
5(MP2)。
(7)机床锁住:G44。
1(MLK)=0。
(8)伺服关断:G126。
0(SVFX)=0,G126。
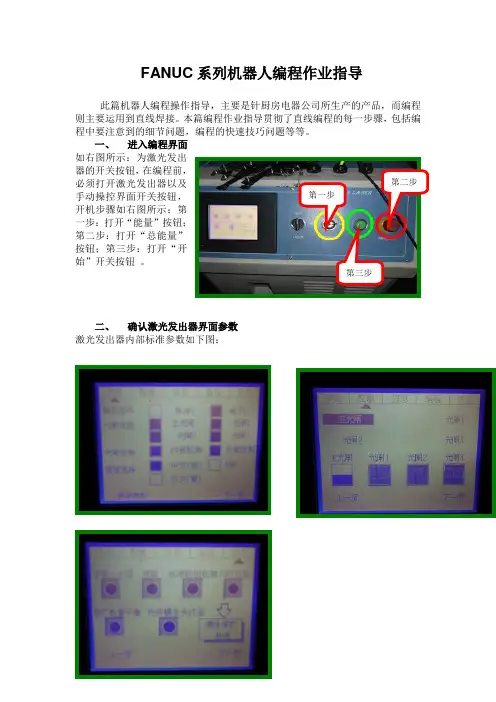
FANUC系列机器人编程作业指导此篇机器人编程操作指导,主要是针厨房电器公司所生产的产品,而编程则主要运用到直线焊接。
本篇编程作业指导贯彻了直线编程的每一步骤,包括编程中要注意到的细节问题,编程的快速技巧问题等等。
一、进入编程界面如右图所示:为激光发出器的开关按钮,在编程前,必须打开激光发出器以及手动操控界面开关按钮,开机步骤如右图所示:第一步:打开“能量”按钮;第二步:打开“总能量”按钮;第三步:打开“开始”开关按钮。
二、确认激光发出器界面参数激光发出器内部标准参数如下图:第一步第三步第二步三、 创建编程文件在操控界面打开过后,首先先选择程序选择界面(SELECT ),进入程序界面后,然后选择F2按键,即要求创建一个新的程序命令,如下图所示:SELECT 按钮选择F2按钮选择第二条单个字母输入方式,然后相应的从F1,F2,F3,F4,F5按钮中选择字母填写在Program Name 的空格中,然后连续按ENTER 键,创建完成。
四、 程序编制方法首先,脑子里面要对所编制程序的行走路线了然于心,才能快速的编制程序,打个比方,我们现在所要编制的路线如右图:1 3 52 4 6这个路线需要6个点,但程序需要有8条,其中增加了开激光、关激光指令,移动点的指令为:【序号】J P[1] 30% CNT100;焊接点的指令为:【序号】P[1] 20mm/sec FINE;开激光的指令为DO[20]=ON;关激光的指令为:DO[20]=OFF 。
经过上面的认识,上面所走路线的编程程序为:P[1] 20mm/sec FINE DO[20]=ONP[2]20mm/sec FINE P[3]20mm/sec FINE P[4] 20mm/sec FINE P[5]20mm/sec FINE P[6]20mm/sec FINE DO[20]=OFF然后出现此图所示可改变参数 可改变参数可改变参数在机器人的编程操作中,一般在所需要焊接点的程序前需添加三条以上的移动点,第一点是为了定位机器人的原点,其他点是为了让机器人按合理的操作路线行进到所要焊接的点红色点为移动点,绿色点为焊接点,所以上面的程序就变为:P[1] 30% CNT100 注意原点必须定位好移动到焊接点P[2] 30% CNT100P[3] 30% CNT100P[4] 80mm/sec FINEDO[20]=ON 开激光指令P[5]20mm/sec FINEP[6]20mm/sec FINEP[7] 20mm/sec FINEP[8]20mm/sec FINEP[9]20mm/sec FINEDO[20]=OFF 关激光指令P[10] 30% CNT100返回原点P[11] 30% CNT100P[12] 30% CNT100 此处与第一条指令均为原点(同一点)具体编程的操作步骤如下:在编程文件创建后,按ENTER键进入编程区,右图红线所标识的部位只有两种状态,一种是英文字母多时的状态(1状态),一种是英文字母少时的状态(2状态);1状态中,我们只运用到F1指令,里面有移动指令、焊接点指令,如右图中的2、3条指令,把机器人移到想要的点位置以后,然后选择点的类型,按ERTER键,即规定了此点的位置。
FANUC机器人基本操作指导1.概论----------------------------------------------------------------------------------------------------------- 1 1)机器人的构成------------------------------------------------------------------------------------------- 1 2)机器人的用途------------------------------------------------------------------------------------------- 1 3)FANUC机器人的型号-------------------------------------------------------------------------------- 12.FANUC机器人的构成--------------------------------------------------------------------------------- 1 1)FANUC机器人软件系统------------------------------------------------------------------------------- 1 2)FANUC机器人硬件系统------------------------------------------------------------------------------- 2(1). 机器人系统构成------------------------------------------------------------------------------ 2(2). 机器人控制器硬件--------------------------------------------------------------------------- 23.示教盒TP------------------------------------------------------------------------------------------------- 2 1)TP的作用------------------------------------------------------------------------------------------------- 2 2)认识TP上的键------------------------------------------------------------------------------------------- 3 3)TP上的开关---------------------------------------------------------------------------------------------- 4 4)TP上的显示屏------------------------------------------------------------------------------------------- 5安全操作规程 5 编程 6 1.通电和关电------------------------------------------------------------------------------------------------ 7 1)通电-------------------------------------------------------------------------------------------------------- 7 2)关电-------------------------------------------------------------------------------------------------------- 7 2.手动示教机器人----------------------------------------------------------------------------------------- 7 1)示教模式-------------------------------------------------------------------------------------------------- 7 2)设置示教速度-------------------------------------------------------------------------------------------- 8 3)示教-------------------------------------------------------------------------------------------------------- 83.手动执行程序---------------------------------------------------------------------------------------------84.自动运行----------------------------------------------------------------------------------------------------9一.概论1.机器人的构成是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见图1)图12.机器人的用途Arcwelding(弧焊),Spotwelding(点焊),Handing(搬运),Sealing(涂胶),Painting(喷漆),去毛刺,切割,激光焊接.测量等.3.FANUC机器人的型号主要型号:型号轴数手部负重(kg)M-1iA 4/6 0.5LR Mate 200iC 6 5M-10iA 6 10(6)M-20iA 6 20(10)R-2000iB 6 210/(165等)M-710iC 6 50/(70,20)二.FANUC机器人的构成1. FANUC机器人软件系统Handling Tool 用于搬运Arc Tool 用于弧焊Spot Tool 用于点焊Sealing Tool 用于布胶Paint Tool 用于油漆Laser Tool 用于激光焊接和切割2. FANUC机器人硬件系统1)机器人系统构成(见图2)2)机器人控制器硬件(见图3)三.示教盒TP1.TP的作用图2图31)点动机器人2)编写机器人程序3)试运行程序4)生产运行5)查阅机器人的状态(I/O设置,位置,焊接电流)2.认识TP上的键(见图4)图4新版彩色TP,如下图3.TP 上的开关(见图5)图5(表1)TP开关此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
机器人学实验指导书合肥工业大学机械与汽车工程学院2006年10月目录一、概述 (4)二、实验原理 (4)三、实验目的 (4)四、实验内容及要求 (4)五、使用仪器及设备 (4)六、机器人控制程序 (4)七、实验注意事项 (4)认识FANUC机器人 (5)一.概述 (5)二. 控制器 (6)编程 (12)一. 有效编程的技巧 (12)二. 通电和关电 (12)三. 手动示教机器人 (13)四. 创建程序 (13)五. 示教运动状态 (15)六. 修正点 (17)七. 编辑命令(EDCMD) (19)八. 程序操作 (20)执行程序 (23)一. 程序中断和恢复 (23)二. 手动执行程序 (24)三. Wait 语句 (25)四. 自动运行 (25)程序结构 (27)一. 运动指令 (27)二. 寄存器指令 (27)三. I/O 指令 (28)四. 分支指令 (28)五. 等待指令 (29)六. 条件指令 (30)七. 程序控制指令 (30)八. 其他指令 (31)FRAMES的设置 (32)一. 坐标系的分类 (32)二. 设置工具坐标系 (32)三. 设置用户坐标系 (33)四. 设置点动坐标系 (34)一、概述大家上过机器人技术基础后,对机器人的理论部分有了一些基础的了解后,为了是大家对机器人有个感性的认识,特开设这个实验。
希望大家能通过这个实验能对机器人产生一个基本的概念,激发大家的一点兴趣。
二、实验原理编好程序,机器人控制器通过编译解释,给各轴伺服电机发出信号,驱动电机运转,从而使机器人各关节运动。
三、实验目的1. 了解工业机器人的组成及工作原理,加深对机电一体化系统的理解;2. 了解工业机器人的系统结构、几何结构、坐标类型和运动控制原理;3. 熟悉小型工业机器人的运动指令,掌握小型工业机器人的作业编程及操作步骤;4. 掌握小型工业机器人的程序控制及应用。
四、实验内容及要求1、通过手动示教的形式,在白板上写出欢迎两个字2、写一份关于本实验的实验报告,并画出机器人机构运动简图。
FANUC机器人操作说明书FANUC 操作说明书-Robot概要示教操作盘与菜单相关的键控开关与JOG相关的键控开关与执行相关的键控开关与编辑相关的键控开关Robot坐标系刀具坐标系TCP自定义设定步骤1.按下MENUS键,显示出画面菜单。
2.选择“6 SETUP”(6设定)。
3.按下f1“TYPE”(画面),显示画面切换菜单。
4.选择“Frames”(坐标系)。
5.按下F3“OTHER”(坐标)。
6.选择“Tool Frame”(刀具坐标)。
出现刀具坐标系一览画面。
7.将光标指向将要设定的刀具坐标号码所在行。
8.按下F3“DETAIL”(详细)。
出现所选的坐标系编号的刀具坐标系设定画面。
9.按下F2“METHOD”(方法)10.选择(3点、6点)11.要收入注解12.要记录各参考点a 将光标移到各参考点。
b在JOG方式下将机器人移动到应用进行记录的点。
c在按住SHIFT键的同时,按下F5“RECORD”(位置记录)d所有参考点都进行示教后,显示“USED”(计算完成)。
13.要将所设定的刀具坐标系作为当前有效的刀具坐标系来所有,按下F5“SETND”(切换),并输入坐标系编码。
Robot程序创建记录程序记录程序录时,创建一个新的空程序。
设定程序详细信息设定程序详细信息时,设定程序的属性。
修改标准指令语句修改标准指令语句时,重新设定动作指令的示教时要使用的标准指令。
示教动作指令示教动作指令时,对动作指令和动作附加指令进行示教。
示教控制指令示教控制指令时,对对码垛指令和控制指令进行示教。
程序的创建或修改,通过示教操作盘进行操作。
要通过示教盘进行程序创建或修改,通常情况下示教器应设定在有效状态。
记录程序记录程序时,输入程序名,记录程序。
程序名由8个字符以下的英文数字、机构等构成,必须与其他程序分开来。
输入程序名输入程序名的方法有3种。
Words(字)一最多可5个预约可以作为程序名的7个字符以下的字(PRG.MAIN.SUB.和TEST).Upper case或lower case(字母)可以组合26个英字符母赋予程序名。
伺服调试软件(SERVO GUIDE)调试步骤一.设定:1.打开伺服调整软件后,出现以下菜单画面:图1:主菜单2.点击图1的“通信设定”,出现以下菜单。
NC的IP地址检查如下:图3:CNC的IP地址设定电脑的IP地址检查:图4:PC的IP地址设定如果以上设定正确,在测试后还没有显示OK,请检查网线连接是否正确。
图5:NC-PC正确连接对于现在的新笔记本电脑,内置网卡可能自动识别网络信号,如果是这样的,则图5中的耦合器和交叉网线不需要,直接连接就可以了。
二.参数画面:1.点击主菜单(图1)上面的“参数”,如下:图6:参数初始画面点击“在线”,如果正确(NC出于MDI方式,POS画面),则出现下述参数画面,注意,图6下方的CNC型号选择,必须和你正在调试的系统一致,否则所显示的参数号可能和实际的有差别。
2.参数初始画面及系统设定图7:参数系统设定画面参数画面打开后进入“系统设定”画面,该画面的内容不能改动,可以检查该系统的高速高精度功能和加减速功能都有哪些,后面的调整可以针对这些功能修改。
3.轴设定图8:轴设定画面检查一下几项:电机代码是否按HRV3初始化(电机代码大于250)。
电机型号与实际安装的电机是否一致。
放大器(安培数)是否与实际的一致。
检查系统的诊断700#1是否为1(HRV3 OK),如果不为1,则重新初始化伺服参数并检查2013#0=1(所有轴)注:图8的右边的“分离型检测器”对于全闭环系统时候需要设定。
4.加减速一般控制设定如下图所示,设定各个轴在一般控制时候的加减速时间常数和快速移动时间常数。
图9:一般控制的时间常数注意:各个轴的时间常数要设定为相同的数值,使用直线型。
而快速时间常数为铃型,(即图9的T1,T2都需要设定,如果只设定了直线部分T1,则在快速移动时候会产生较大的冲击)。
相关参数(表1) :参数号意义标准值调整方法1610 插补后直线型加减速 1走直线1622 插补后时间常数 50-100走直线1620 快速移动时间常数T1 100-500走直线1621 快速移动时间常数T2 50-2005.AICC/AIAPC控制的时间常数:如果系统有AICC功能(可通过图2检查是否具备)则按照AICC的菜单调整,如果没有AICC功能,则可以通过“AI先行控制”菜单项来调整,参数号及画面基本相同,在这里合在一起介绍(蓝色字体表示AIAPC没有),在实际调试过程中需要注意区别。