标准作业指导书模板(SOP)
- 格式:xls
- 大小:21.50 KB
- 文档页数:2
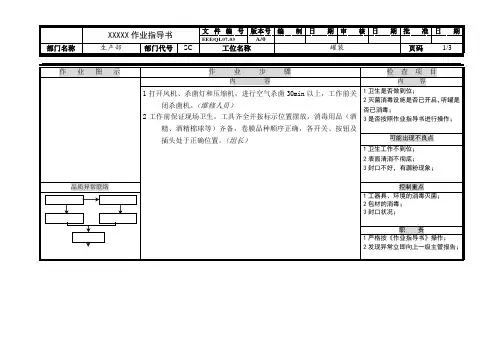
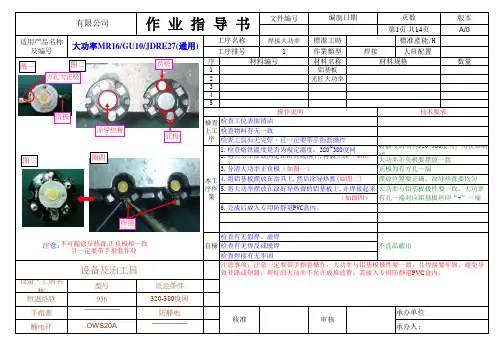
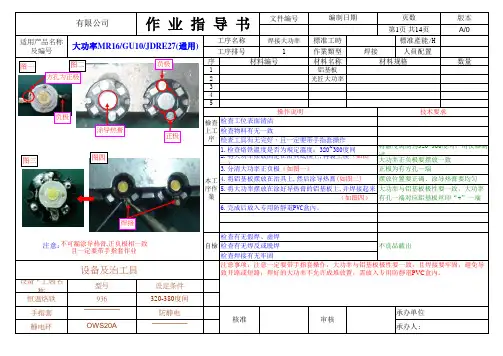
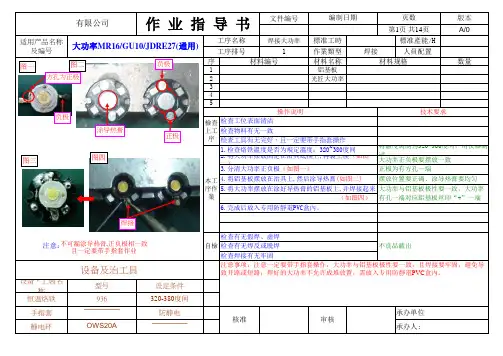
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。

SOP标准作业指导书格式一、封面●包括公司名称、SOP标题和版本号等。
二、目录●列出各个章节和子章节的标题和页码。
三、简介●介绍SOP的目的和背景。
●解释SOP的重要性和适用范围。
四、定义和术语●提供特定术语的定义和解释。
●澄清术语的使用,确保统一理解。
五、职责和权限●列出相关岗位或角色的职责和权限。
●包括决策权限、操作权限等。
六、流程图●使用流程图展示SOP的流程和步骤。
●显示各个步骤的关系和依赖。
七、详细步骤●逐步描述每个操作步骤。
●包括输入、输出、注意事项等。
八、相关表格和模板●列出相关表格和模板的名称和编号。
●提供表格和模板的使用说明。
九、质量控制●描述质量控制的措施和标准。
●包括检查、测试和验证等。
十、问题排查●列出常见问题和解决方案。
●提供故障排除的指导。
十一、安全注意事项●列出操作过程中的安全注意事项。
●包括个人防护措施和危险物品处理等。
十二、变更管理●描述对SOP进行变更的管理流程。
●包括申请、审核和批准等。
十三、培训和执行●提供培训计划和执行指导。
●包括培训内容、方式和时机等。
十四、更新记录●记录SOP的更新历史和版本变更。
十五、批准和生效●列出SOP批准人和批准日期。
●规定SOP的生效日期。
通过按照上述格式编写标准作业指导书(SOP),可以确保流程的规范化和标准化,提高工作效率和质量。
同时,标准作业指导书也是培训新员工和保证工作一致性的重要工具。
希望这份格式对您有所帮助!。
SOP标准作业指导书1. 简介SOP(Standard Operating Procedure),即标准作业指导书,是一份详细规范操作流程的文件,旨在确保工作的标准化和高效性。
本文将介绍撰写SOP的正确方法和注意事项。
2. SOP的重要性SOP对于组织或企业的运作具有重要的指导作用。
以下是几个理由:2.1 提高工作效率:SOP明确了每个环节的步骤和要求,使工作过程更加流畅和高效。
2.2 降低错误率:员工可根据SOP执行操作,避免犯错和出现差错。
2.3 保证一致性:SOP确保所有员工在相同的规范下进行工作,避免操作的个体化和不一致性。
2.4 培训新员工:新员工可以通过学习和遵守SOP快速适应工作流程,并减少对他人的依赖。
3. 撰写SOP的步骤撰写SOP需要经过以下步骤:3.1 分析流程:仔细分析操作流程,了解每个环节的关键步骤和要求。
3.2 详细记录:根据分析结果,详细记录每个步骤的操作过程、要求和注意事项。
可以使用文字、图片或图表来说明。
3.3 按序排列:将记录的步骤按照操作的先后顺序排列,确保逻辑连贯。
3.4 核对完整性:仔细核对每个步骤,确保没有遗漏,同时删除多余的步骤。
3.5 审核和修订:让相关人员审核SOP,并接受他们的建议或修改。
确保SOP符合实际操作需求。
3.6 发布和培训:将审核通过的SOP发布给相关员工,并进行培训,以确保他们理解和遵守SOP。
4. SOP的书写要点撰写SOP时需要注意以下几点:4.1 清晰明了:使用简洁直接的语言,避免含糊不清的表达和术语。
4.2 简明扼要:尽量避免冗长的描述,确保每个步骤都简明扼要地呈现。
4.3 准确无误:确保所有步骤的描述准确无误,没有遗漏或错误。
4.4 图文并茂:使用适当的图片、图表、流程图等辅助工具,帮助读者更好地理解和遵守SOP。
4.5 更新及时:随着工作流程或规范的更新,及时修订和更新SOP,确保其实时有效性。
5. SOP的实施和监督5.1 培训和教育:向相关员工提供SOP培训,确保他们理解和掌握相关要求。
标准sop作业指导书标准SOP(Standard Operating Procedure)作业指导书一、引言1.1 目的标准SOP作业指导书的目的是确保在组织内部进行的所有工作都能以统一和标准的方式进行,并确保所有工作人员都能按照相同的程序执行工作任务。
1.2 范围本作业指导书适用于组织内部的所有工作任务和操作流程。
1.3 定义SOP(Standard Operating Procedure)是指一系列的操作步骤,用于确保工作任务能以标准和统一的方式进行。
二、适用范围和责任2.1 适用范围本作业指导书适用于所有组织内部的工作任务,无论是日常的运营活动还是特定的项目实施。
2.2 责任所有工作人员都有责任按照本作业指导书执行工作任务,并确保其它相关人员也能了解和遵守相关SOP。
三、SOP编写与更新3.1 编写标准SOP3.1.1 分析工作流程-分析所涉及的工作流程,并确定需要制定SOP的环节。
3.1.2 制定流程规范-确定每个工作流程的操作步骤,并将其写成标准SOP格式。
3.1.3 确认并审查-由相关部门的负责人确认并审查制定的标准SOP,确保其准确性和实用性。
3.1.4 发布与培训-将已审查的标准SOP发布,并为相关人员提供培训,以确保他们了解和遵守该SOP。
3.2 更新标准SOP3.2.1 定期检查-定期检查已发布的标准SOP,以确保其仍然适用并准确。
3.2.2 提出修改建议-如有必要,相关人员可以提出修改建议,以改善标准SOP。
3.2.3 审查更新-由相关部门的负责人审查和批准所提出的修改建议,并进行更新,然后重新发布和培训。
四、执行SOP4.1 遵守SOP所有工作人员都有责任严格遵守所制定的标准SOP,并确保在执行工作任务时遵循相关的操作步骤。
4.2 监督执行相关部门的负责人有责任监督和确保标准SOP的正确执行,并对违反SOP的情况采取适当的纠正和纪律处分措施。
4.3 提出改进建议所有工作人员应鼓励提出改进建议,以提高工作效率和质量,并帮助改进标准SOP。
标准作业指导书标准作业指导书(Standard Operating Procedure,简称SOP)是一种文件或手册,用于指导员工或操作人员按照事先确定的程序正确地执行特定的工作任务或操作流程。
下面是一个标准作业指导书的范例,以供参考。
标准作业指导书范例1.0 目的:确保员工在执行特定工作任务或操作流程时能够按照标准程序进行操作,确保操作的准确性、高效性和安全性。
2.0 范围:适用于本公司XXX部门的所有员工。
3.0 责任:3.1 部门经理:负责确保SOP的编写和更新。
3.2 员工:负责遵守和执行SOP中的工作程序。
4.0 步骤:4.1 准备工作:- 确保使用的工具和设备的正常运行。
- 准备所需的原材料和文档。
4.2 操作流程:- 步骤 1:详细说明第一个操作步骤,包括具体的工作内容和程序。
- 步骤 2:详细说明第二个操作步骤,包括具体的工作内容和程序。
- 步骤 3:详细说明第三个操作步骤,包括具体的工作内容和程序。
- ...继续编写下去,直到最后一个操作步骤。
4.3 检查工作:- 每个员工在完成工作之后,需要自行检查工作的准确性和完整性。
4.4 清理工作:- 员工在完成工作之后,需要按照规定清理工作区域,并将工具和设备妥善放置。
5.0 风险控制:5.1 安全风险:- 确保员工在操作中遵守安全规定,佩戴必要的个人防护装备。
- 针对存在可能的安全风险制定相应的防范措施。
5.2 业务风险:- 确保员工在操作中遵守公司的法律、法规和规定。
- 提供必要的培训和指导,确保员工具备执行工作任务所需的技能和知识。
6.0 监督和改进:6.1 监督:- 部门经理负责监督员工的工作执行情况,确保符合SOP的要求。
- 员工汇报任何发现的问题或潜在的改进措施。
6.2 改进:- 部门经理定期审核SOP的有效性,并根据需要进行修改和更新。
- 员工提供改进意见和建议,以便不断完善和优化工作流程。
7.0 附件:- 相关的图表、流程图、工具清单等附属文件。