挤出段螺杆设计计算.
- 格式:doc
- 大小:48.00 KB
- 文档页数:3

挤压机螺杆几何参数设计作者:屈铁军来源:《中国科技博览》2019年第11期[摘要]挤压机螺杆的工作性能与挤压工艺和技术应用密切相关。
为了适应我国饲料行业发展的需要,很有必要重视挤压技术的应用。
为此,本文将以挤压大豆作饲料的单螺杆挤压机设计为例,介绍挤压机的主要类型、结构组成和结构参数设计,并简述一些工作原理、影响因素。
[关键词]挤压机螺杆参数设计中图分类号:TS214.2 文献标识码:A 文章编号:1009-914X(2019)11-0370-011螺杆几何参数设计1.1确定螺杆转速本挤压机主要用来加工大豆作饲料,因此剪切强度属于中度剪切。
螺杆的转速对最终产品的质量有很大的影响,较低的螺杆转速会是均化不充分,而螺杆转速太高将导致过高的温度。
由《现代饲料加工技术》一书表7-26选取转速n =240r/min。
1.2确定螺杆直径螺杆产量的影响因素很多,但遗憾的是目前还没有成形的公式可以直接套用,来计算出一定产量下的螺杆直径。
因此,在以往的经验基础上,借鉴实验数据在保证产量的前提下,保守地由《螺杆挤出》一书表3.15中选取直径D=105mm。
1.3确定长径比L/D在其它条件一定时,增大长径比,即等于增加了螺杆的长度。
因此增加物料在螺杆中的停留时间,保证物料有充分的揉合时间,但对于热敏性的物料有不利的影响。
螺杆的长径比一般为5~20:1。
喂料区长度L1=0.1~0.25L,通常对于熔点高、导热性差、热焓大的高聚合物,加料段的长度取大值,反之取小值。
揉合区的长度L2,一般根据原料特性来选取,对于非结晶型高聚合物L2=0.5~0.6L,对于结晶型高聚合物L2=3~5D。
最终熟化区的长度L3的长短对生产能力,挤出物的质量和螺杆的工作特性有一定的影响,L3加长等于减少了物料倒流和漏流的现象,在其它条件相同时,相对的提高了生产能力。
根据经验一般取L3=0.2~0.25L。
根据以上的原理:初步选取L/D=7.6,则L=805mm。
挤出机螺杆型号及尺寸规格表及挤出量1. 引言挤出机是一种常见的塑料加工设备,用于将塑料颗粒加热融化并通过模具挤出成型。
螺杆是挤出机的核心部件之一,起到将塑料颗粒从进料端输送至出料端的作用。
本文将介绍挤出机螺杆的型号及尺寸规格表,并讨论挤出量的相关概念和计算方法。
2. 螺杆型号及尺寸规格表挤出机螺杆的型号及尺寸规格表是根据不同的挤出机型号和生产要求而确定的。
以下是一个示例的螺杆型号及尺寸规格表:螺杆型号螺杆直径(mm)螺杆长径比螺杆梁比螺杆螺距(mm)A 45 20 25 60B 50 22 28 65C 55 24 30 70上述表格列出了三种不同型号的挤出机螺杆,分别命名为A、B和C。
每个型号的螺杆直径、螺杆长径比、螺杆梁比和螺杆螺距都有所不同。
这些参数的选择取决于挤出机的规格和所需的挤出效果。
螺杆直径是指螺杆的最大直径,通常以毫米(mm)为单位。
螺杆长径比是螺杆长度与螺杆直径之比,它反映了螺杆的拉伸程度。
螺杆梁比是螺杆的梁宽与螺杆梁厚之比,它影响了塑料的剪切和混合效果。
螺杆螺距是相邻螺旋的中心距离,它决定了塑料在螺旋槽中的停留时间。
3. 挤出量的概念和计算方法挤出量是指单位时间内挤出机从进料端到出料端挤出的塑料量,通常以千克/小时(kg/h)为单位。
它是衡量挤出机生产能力的重要指标之一。
挤出量的计算方法可以根据挤出机螺杆的直径和螺距进行估算。
常用的计算公式如下:挤出量(kg/h)= π * 螺杆直径^2 * 螺杆螺距 * 每转螺杆转速 * 每转螺杆进给量 * 60 / 1000其中,π取近似值3.14,螺杆直径和螺距的单位需保持一致,每转螺杆转速是指螺杆每分钟转动的圈数,每转螺杆进给量是指螺杆每转进给的距离。
需要注意的是,挤出量的计算结果仅供参考,实际挤出量还受到挤出机的工作状态、塑料材料的性质和加工条件的影响。
4. 结论本文介绍了挤出机螺杆型号及尺寸规格表以及挤出量的相关概念和计算方法。
螺杆的型号和尺寸规格表是根据不同的挤出机型号和生产要求而确定的,螺杆直径、螺杆长径比、螺杆梁比和螺杆螺距的选择取决于挤出机的规格和所需的挤出效果。
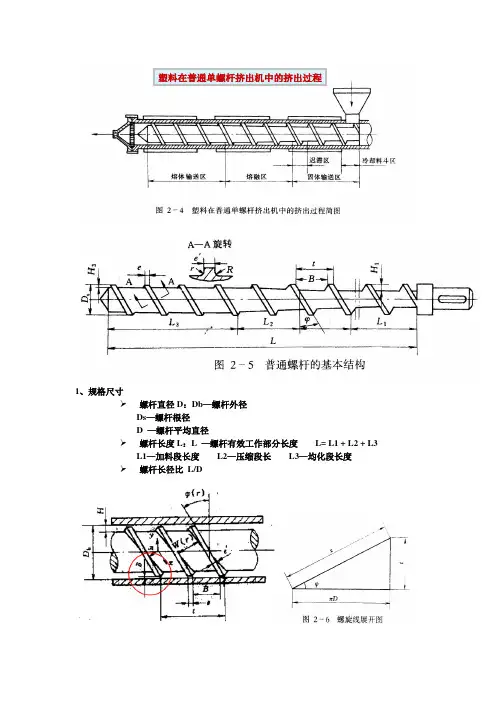
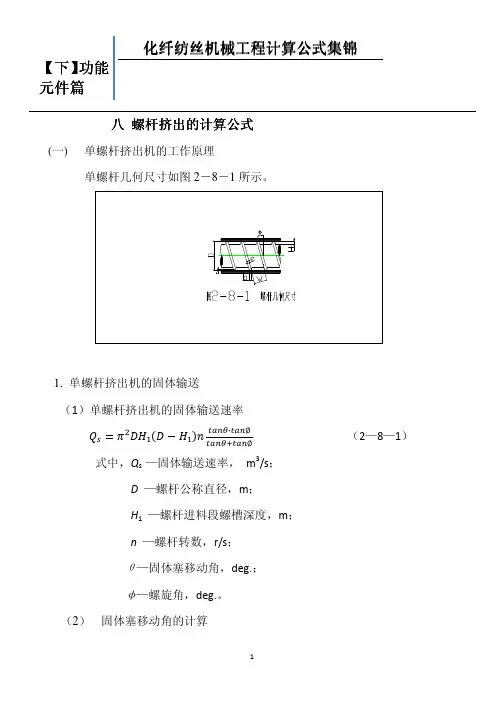
1、规格尺寸
螺杆直径D :Db —螺杆外径
Ds —螺杆根径
D —螺杆平均直径
螺杆长度L :L —螺杆有效工作部分长度 L= L1 + L2 + L3
L1—加料段长度 L2—压缩段长 L3—均化段长度
螺杆长径比 L/D
塑料在普通单螺杆挤出机中的挤出过程
2、螺槽尺寸
宽度:B —螺槽轴向宽度
W —螺槽法向宽度
深度:H1(h1)—加料段深度
H2(h2)—压缩段深度
H3(h3)—均化段深度
压缩比ε:加料段第一个螺槽容积与均化段最 后一个螺槽容积之比 渐变度A : 描述螺槽深度变化的几何参数,
3、螺纹尺寸
螺纹头数 i
螺旋升角ϕ ( ϕ b , ϕ s , ϕ )
螺旋线展开长度 Z ( Zb , Zs ,Z )
螺纹导程 t , 螺距 S
螺棱宽度
e —螺棱轴向宽度
e ’—螺棱法向宽度,e ’= e cos ϕ
螺纹展开图(i=2)
4、螺杆的安装尺寸
螺杆与机筒内壁的间隙 δ。
螺杆局部构型设计依据捏合同向双螺杆挤出过程一般由固体输送、熔融、熔体输送、混淆、排气等区段构成,以及同向双螺杆是组合式,即整根螺杆是由达成不一样功能的螺杆区段组合而成的特色,因此整根螺杆的组合应包含双方面:一是达成不一样局部功能的各样螺杆区段(即局部构型)设计,二是针对整个挤出过程达成的任务,整根螺杆的组合设计。
这里先议论螺杆的局部构型设计。
1.加料段:此地方指的加料段,是指第一(或主)加料口下方对着的螺杆区段。
对这一段的主要要求是能顺利地、多适应性地加入物料,包含能适应各样形状的粒料、低松密度的粉料、含有纤维状增添组分的物料的加入。
据此,大螺距、正向螺纹输送元件用在此处可获取最大的加料能力。
有资料介绍这一段也可采纳加大螺槽深度的螺纹元件,可使其容积输送能力超出一般标准螺纹元件,因此也可获取较大的加料能力。
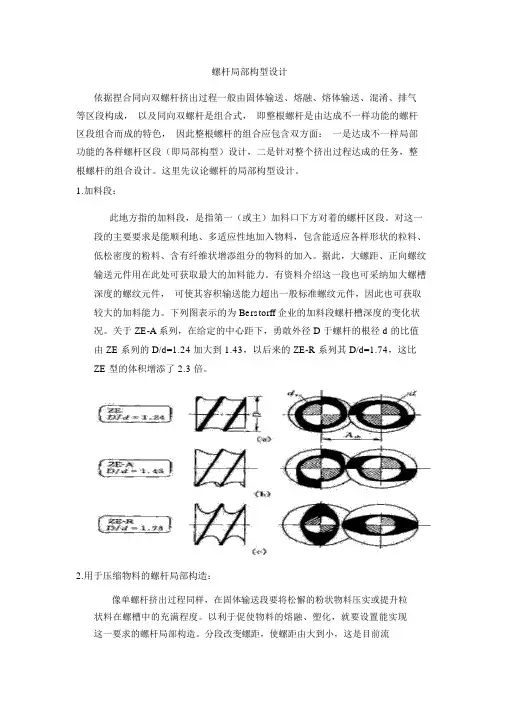
下列图表示的为 Berstorff 企业的加料段螺杆槽深度的变化状况。
关于 ZE-A 系列,在给定的中心距下,勇敢外径 D 于螺杆的根径 d 的比值由 ZE 系列的 D/d=1.24 加大到 1.43,以后来的 ZE-R 系列其 D/d=1.74,这比ZE 型的体积增添了 2.3 倍。
2.用于压缩物料的螺杆局部构造:像单螺杆挤出过程同样,在固体输送段要将松懈的粉状物料压实或提升粒状料在螺槽中的充满程度。
以利于促使物料的熔融、塑化,就要设置能实现这一要求的螺杆局部构造。
分段改变螺距,使螺距由大到小,这是目前流行的组合式双螺杆往常采纳的方法。
应当指出,加工低松密度的粉状物料,在组合不一样导程螺纹元件时一般不会出现什么问题;但若加入的是颗粒料,则相接螺纹元件导程的变化有时会致使挤出机过载,为此在设计相邻导程变化的程度时要考虑到这点阶跃式导程变化对充满度的影响3.用于熔融塑化的螺杆局部构型:熔融塑化给定聚合物的最正确螺杆构型取决于物料的比热容、熔点、熔体粘度以及聚合物在固体状态时粒子的大小。
用于熔融、塑化的局部螺杆构型设计的目标是在设定的温度下将固体物料平均、迅速熔融。

挤出量计算方式挤出量是指在挤出过程中通过挤出机将塑料料柱挤出成型的速度和量。
挤出量是衡量挤出机生产能力的重要指标,它直接影响着挤出产品的质量和生产效率。
因此,准确计算挤出量对于挤出加工行业来说至关重要。
挤出量的计算可以通过以下公式来实现:挤出量 = 单位时间挤出重量 / 塑料的比重挤出量的计算方式有多种,下面将分别介绍常见的两种计算方式。
1. 根据挤出机的螺杆转速和进给速度计算挤出量在挤出机挤出过程中,螺杆的转速和进给速度是影响挤出量的两个重要参数。
根据这两个参数,可以通过如下公式计算挤出量:挤出量 = 螺杆转速× 进给速度× 单位时间其中,螺杆转速是指螺杆每分钟旋转的圈数,进给速度是指螺杆每分钟前进的距离。
单位时间可以根据实际需要来确定,常见的单位时间有小时、分钟等。
2. 根据挤出机的进给量和螺杆的截面积计算挤出量挤出机的进给量是指挤出机每分钟进给的塑料料柱的体积,螺杆的截面积是指螺杆槽横截面的面积。
根据这两个参数,可以通过如下公式计算挤出量:挤出量 = 进给量 / 螺杆截面积进给量可以通过测量料筒进给的长度来确定,螺杆截面积可以通过测量螺杆槽的宽度和深度来计算。
在实际应用中,根据不同的生产情况和需求,可以选择适合的挤出量计算方式。
同时,还需要注意以下几点:1. 在进行挤出量计算时,需要准确测量和记录相关参数,以确保计算结果的准确性。
2. 挤出量的计算结果应该与实际生产情况相符合,如果存在较大的偏差,可能需要检查和调整挤出机的工作参数。
3. 挤出量的大小会直接影响挤出产品的质量和生产效率。
合理控制挤出量可以提高产品的均匀性和一致性,降低生产成本。
4. 挤出量的计算对于挤出加工行业来说非常重要,它不仅可以用于生产计划和生产效率评估,还可以作为产品质量控制的依据。
挤出量的准确计算对于挤出加工行业来说至关重要。
通过选择合适的计算方式,并严格控制相关参数,可以提高产品的质量和生产效率,进而提升企业的竞争力和盈利能力。
单螺杆挤出机电机转速与螺杆转速计算公式解释说明以及概述引言部分的内容应该包括以下几方面的信息:1.1 概述:单螺杆挤出机是一种常用的塑料加工设备,广泛应用于塑料制品的生产过程中。
其中,电机转速和螺杆转速是关键参数之一,对整个挤出过程具有重要影响。
1.2 文章结构:本文将从以下几个方面对单螺杆挤出机电机转速与螺杆转速进行探讨:首先简要介绍单螺杆挤出机的机械结构、工作原理和应用领域;然后详细解释说明电机转速和螺杆转速之间的关系,并推导计算公式;最后通过实际应用案例分析与讨论,总结结论和展望未来的研究方向。
1.3 目的:本文旨在深入研究单螺杆挤出机电机转速与螺杆转速之间的关系,并提供相应的计算公式。
通过实际案例分析与讨论,探索不同工况下电机转速和螺杆转速变化规律,并研究工艺参数对其影响。
最终希望能够为塑料加工行业相关从业人员提供指导和参考,促进挤出过程的优化和改进。
以上是关于“1. 引言”部分的详细内容。
2. 单螺杆挤出机简介2.1 机械结构单螺杆挤出机是一种常用的塑料成型设备,主要由进料喂料系统、螺杆和筒体组成。
进料喂料系统负责将塑料颗粒或粉末送入螺杆,螺杆则通过旋转运动将塑料原料从筒体进行挤压和熔化,最终通过模头形成所需的产品形状。
2.2 工作原理单螺杆挤出机的工作原理基于物料在高温和高压下的塑性变形特性。
当电机启动时,通过传动装置使螺杆开始旋转。
在旋转过程中,物料被推送到套筒中,并且随着螺距逐渐变小,产生了塑化和分散效应。
同时,在加热器的作用下,物料在套筒内逐渐熔化,形成可挤出的熔体。
最后,通过模头调节和控制挤出口的形状和尺寸,得到所需产品。
2.3 应用领域单螺杆挤出机广泛应用于塑料加工行业,在制造各种塑料制品方面发挥着重要作用。
它可以生产管材、板材、薄膜、线缆、纤维等不同形状和规格的塑料制品。
此外,单螺杆挤出机还被应用于食品包装、医疗器械、建筑材料等领域。
以上是关于单螺杆挤出机简介的内容,包括了其机械结构、工作原理以及应用领域。
挤出机螺杆压缩比计算公式
挤出机螺杆压缩比是指在挤出过程中,螺杆腔中固定容积和活塞
腔中固定容积的比值。
它的计算公式为:
压缩比=(螺杆长度+孔径)÷孔径
其中,螺杆长度是指螺杆工作长度,也就是螺杆螺距的长度;孔
径则是指挤出模孔的直径。
根据公式,可以看出挤出机螺杆压缩比与螺杆长度和孔径有关。
一般来说,螺杆长度越大,孔径越小,所得到的压缩比也就越大。
实
际应用中,根据所要挤出的材料不同,可以根据材料特性选用不同的
螺杆长度和孔径,以达到最佳的挤出效果。
挤出机螺杆压缩比的大小直接影响到挤出过程中材料的温度、密
度和流动性等重要物理性质,因此需要合理地选取压缩比。
一般来说,大的压缩比可以增加材料的热量和塑性,使得挤出更加容易,但同时
也会产生较高的摩擦热和分解热,容易造成材料的损坏。
而小的压缩
比则会减少材料的密度和流动性,降低挤出的效率和质量。
因此,在选取挤出机螺杆压缩比时需要考虑各种因素的平衡,包
括材料的特性、挤出机的规格、生产效率和产品质量等方面。
只有根
据实际情况合理选用螺杆长度和孔径,才能获得最佳的挤出效果和产
品质量。
双螺杆挤出量配比计算公式引言。
双螺杆挤出机是一种常用的塑料加工设备,广泛应用于塑料制品的生产中。
在双螺杆挤出机的操作过程中,挤出量的配比计算是非常重要的一环,它直接影响到产品的质量和生产效率。
本文将介绍双螺杆挤出量配比计算的相关公式和方法,希望对相关行业的从业人员有所帮助。
双螺杆挤出量配比计算公式。
双螺杆挤出机的挤出量配比计算需要考虑多个因素,包括螺杆直径、螺距、转速、料筒内径等。
在实际操作中,通常会根据实际情况进行调整和优化,但是基本的计算公式是非常重要的。
1. 单位时间内的挤出量计算公式。
双螺杆挤出机的单位时间内的挤出量可以通过以下公式进行计算:Q = n π D^2 / 4 L ρ。
其中,Q为单位时间内的挤出量,n为螺杆的转速,π为圆周率,D为螺杆直径,L为螺距,ρ为塑料的密度。
2. 挤出量配比计算公式。
在双螺杆挤出机的操作过程中,通常需要将多种塑料原料进行混合挤出,这就需要根据不同原料的配比来计算挤出量。
挤出量配比计算公式如下:Q1/Q2 = (ρ1/ρ2) (D1/D2)^2 (L1/L2) (n1/n2)。
其中,Q1和Q2分别为两种塑料原料的挤出量,ρ1和ρ2分别为两种塑料原料的密度,D1和D2分别为两种塑料原料的螺杆直径,L1和L2分别为两种塑料原料的螺距,n1和n2分别为两种塑料原料的转速。
实际操作中的注意事项。
在实际操作中,双螺杆挤出机的挤出量配比计算需要考虑到更多的因素,例如料筒内径、螺杆的结构形式、料筒的加热方式等。
因此,以上的计算公式只是一个基本的参考,具体的操作还需要根据实际情况进行调整和优化。
另外,在进行挤出量配比计算时,还需要考虑到原料的熔体指数、流动性等因素,以确保挤出过程中的稳定性和产品质量。
结论。
双螺杆挤出机的挤出量配比计算是一个复杂而重要的工作,它直接影响到产品的质量和生产效率。
在实际操作中,需要根据实际情况进行调整和优化,但是基本的计算公式是非常重要的。
希望本文介绍的双螺杆挤出量配比计算公式和方法能对相关行业的从业人员有所帮助,帮助他们更好地掌握双螺杆挤出机的操作技术。
挤出机螺杆压强计算公式
压强的计算公式是p=F/S,压强的单位是帕斯卡,符号是Pa。
物体所受的压力与受力面积之比叫做压强,压强用来比较压力产生的效果,压强越大,压力的作用效果越明显。
液体对容器内部的侧壁和底部都有压强,压强随液体深度增加而增大。
液体内部压强的特点是液体由内部向各个方向都有压强;压强随深度的增加而增加;在同一深度,液体向各个方向的压强相等;液体压强还跟液体的密度有关,液体密度越大,压强也越大。
液体内部压强的大小可以用压强计来测量。
挤出机无论是单螺杆还是双螺杆,提到挤出量就必须要说明两个概念,一是理论极限挤出量,二是实际挤出量。
理论极限挤出量的算法是:通过螺杆几何学计算(机筒内部空间的横截面积-螺杆横截面积=流道横截面积)乘以加料段大导程螺纹元件的导程再乘以主机转速,都用标准单位,得到的就是在这个转速下的理论极限挤出量。
实际挤出量是不需要计算的,一般来说都是计量喂料,挤出量就是你设置的喂料量。
挤出机的加卸载压力有一个上下限值,即加载压力和卸载压力范围不能小于0.08mpa,小过这个范围你是无法调节的。
对于定频空压机的加卸载压力最好保持在0.1mpa的范围。
如果你需要的压力为0.7mpa,那么你的加载压力可以设定为0.7mpa而卸载压力最好是0.8mpa,这样你的用气压力最低就是0.7mpa了,从而也不会使机器频繁的加卸载了。
第三节挤出机常规螺杆设计挤出机是一种常用的塑料加工设备,其核心部件是螺杆。
螺杆是通过旋转来将塑料颗粒加热熔融,并将其挤出形成所需的形状。
挤出机常规螺杆设计需要考虑多种因素,包括塑料的性质、加工工艺要求以及挤出机的性能等。
下面将详细介绍挤出机常规螺杆的设计原则和步骤。
1.确定塑料的性质:不同的塑料材料具有不同的熔融特性。
在设计螺杆时,需要了解塑料的熔融温度、熔融指数、熔融粘度等参数。
这些参数将影响螺杆的螺距、螺槽深度等几何参数的选择。
2.确定加工工艺要求:挤出机的加工工艺要求包括挤压量、产量、温度控制等。
这些要求将决定螺杆的直径、长径比、螺距、螺槽深度等几何参数的选择。
3.确定挤出机的性能:挤出机的性能包括马力、转速、加热功率等。
这些参数将对螺杆的设计产生直接影响。
一般来说,较大功率的挤出机需要具有较大直径和较长长度的螺杆。
4.计算螺杆几何参数:根据以上信息,可以进行螺杆几何参数的计算。
螺杆的几何参数包括:-直径:一般选择直径与挤出机的直径存在合理比例关系,一般为20-30倍。
-螺距:根据挤出机的产量要求和塑料的熔融特性来确定,一般为直径的1.5-2倍。
-螺槽深度:根据挤出机的产量要求和塑料的熔融特性来确定,一般为螺距的0.2-0.3倍。
-螺杆长度:一般根据挤出机的马力和转速来确定,一般为直径的20-30倍。
5.确定螺杆结构:根据以上几何参数,可以确定螺杆的结构。
常见的螺杆结构有标准型、混合型、倒模型等。
不同的结构适用于不同的加工工艺和塑料材料。
6.进行材料选择:根据螺杆的工作环境和要求,选择适合的螺杆材料。
常用的螺杆材料有38CrMoAlA、42CrMo等。
7.进行螺杆加工和组装:根据螺杆的设计图纸和参数,进行螺杆的加工和组装工作。
螺杆的加工工艺包括车削、镗削、磨削等。
总结起来,挤出机常规螺杆的设计需要考虑塑料性质、加工工艺要求、挤出机的性能等多种因素。
通过对这些因素的分析和计算,可以确定螺杆的几何参数和结构,进而进行螺杆的加工和组装。
挤出机螺杆的分类与选择挤出机挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
螺杆:是挤塑机的最主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
螺杆的基本型式及主要参数一般螺杆分为三段即加料段,压缩段,均化段。
加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底经变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。
φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。
粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。
棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。
总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。
大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
下面就几种专用螺杆的设计结合其物料特性作简单介绍:一.PC料(聚碳酸酯)特点:①非结晶性塑料,无明显熔点,玻璃化温度140°~150℃,熔融温度215℃~225℃,成型温度250℃~320℃。
挤出段螺杆设计计算(参考文献米糠榨油机榨螺设计)2011-9-14 一.挤出部分基本尺寸:
进料段:
1]螺杆外径D=145mm=0.145m
2]螺杆根径D1=106mm=0.106m
3]螺距S1=250mm=0.25m
4]螺棱外宽b1=16mm=0.016m
5]l螺棱内宽b2=26mm=0.026m
6]进料长度z1=5500mm=5.5m
7]总长度z=6000mm=6m
压缩末段;
1]螺杆外径D=145mm=0.145m
2]螺杆根径D2=134mm=0.134m
3]螺距S2=50mm=0.050m
4]螺棱外宽b3=14mm=0.014m
5]螺棱内宽b4=24mm=0.024m
6]末段长度z2=500mm=0.5m
二.计算:
1]进料段平均直径D=D-H1
D=0.145-0.0195=0.1255=0.126m=126mm
2]进料段螺棱高H1=(D-D1)/2
H1=0.145-0.106/2=0.0195m=19.5mm
3]压缩末段螺棱高H3=(D-D2)/ 2
H3=0.145-0.134/2=0.0055m=5.5mm
4]压缩比ε=(D-H1) H1/(D-H3) H3
ε=(0.145-0.0195)x0.0195/(0.145-0.0055)x0.0055=3.2
5]进料段螺旋升角tanυ1=S 1/πD
tanυ1=0.25/3.14x0.145=0.5490
υ1=28.787°
6]进料端螺旋根升角tanυ2=S1/πD1
tanυ2=0.25/3.14xo.106=0.7511
υ2=36.9°
7]进料端螺旋平均升角tanφ= S1/πD
tan=0.25/3.14x0.126=0.631
φ=32.25°
8]进料段螺槽外宽B 1= S1- b1=0.25-0.016=0.234m
9] 进料段螺槽根宽B 2= S1- b2=0.25-0.026=0.224m
10]进料段螺槽外法向宽度W1= B1xcosυ1=0.234xcos28.787°=0.205m
11] 进料段螺槽根法法向宽度W2= B2xcosυ2=0.224xcos36.9°=0.179m
12]进料段螺棱外法向宽度e 1= b1xcos υ1 =0.016xcos28.787°=0.014m
13]进料段螺槽平均法向宽度W均=Scos φ-e1=0.25xcos32.25°-0.014=0.198m
14]进料段因数K=( D/D)x(sin φ+fcos φ)/(cos φ-fsin φ);式中f—摩檫系数0.3
K=(0.126/0.145)x(sin32°+0.3xcos32°)/(cos32°-0.3xsin32°)=0.9876
15}M=(2H 1/W 1)xsinυ[K+( D/D)cos φ]+sinυ[K+(D 1/D)cos υ1]
M=(2x19.5/205)sin28.787°[0.988+(126/145)cos32°]+sin28.787°[0.988+106/145cos36.9°=0.815
16]物料升角sinθ=[(1+K 2-M2)1、2-KM]/(1+K2)=0.172
θ=9.9°
17]能量消耗e w=πNDWZFcosθ(P 2-P 1)/Ln(P 2/P 1)
式中N—6r/min/60=0.1r/s;
P 2—压缩段出口压力=2.0MPa=2000000Pa
P 1—加料段入口压力=0.4MPa=400000Pa
Z—螺杆总长度6m
e W=3.14x(6/60)x0.145x0.205x6x0.3xcos9.9°(2000000-400000)/Ln2000000/400000
=16548W=16.5KW
18]物体体积输送率:(每转一转固体输送量)
Q v/n=π2DH1(D-H1)xtanυ1xtanθx[W均/(W均+ε)]/(tanυ+tanθ)
=3.142x0.145x(0.145-0.0195)xtan28.787°xtan9.9°x[0.198/0.198+3.2]/( tan28.787°
+tan9.9°)=0.00137m3/r=1.37x10-3m3/r
19]物料质量输送率:Q g=ρQ v;式中—ρ—米糠容量=0.32公斤/升,公斤/升;1000升=1米3 Q g=0.32x1000x0.00137=0.438公斤(kg)
20]螺杆轴向压力P a=(4.3059—3.094Lg△P)△PxA; 式中A=πD2
P a=(4.3059—3.094xLg2)2x3.14x0.1452/4=0.1115MN
21]螺杆压应力σy=P a/A r ; A r=πD21/4
σy=0.1115/(3.14x0.1062/4)=12.67MN
22]螺杆扭矩M n=9549N max/n max xη=9549x16.5/6x0.95=27642N.m
23]螺杆剪应力τ=M n/W n x106 ;
抗扭截面模量W n=πD31/16=3.14x0.1063/16=0.0002337
τ=27642/0.0002337x106=118.261MN/m2
24]强度校核(σy2+4τ2)1/2≤[σ]=278MN/m2(螺杆材料38CrMoAiA许用应力) (12.6702+4x118.2612)1/2=236.86MN/m2≤[σ]=278MN/m2
25]刚度校核:1167M n(1+μ)/ED4≤[I]=1°/m
1167x27642x(1+0.3)/200x109x0.1454=0.474°≤[I]。