无铅低温锡膏系
- 格式:doc
- 大小:86.00 KB
- 文档页数:7
深圳市双智利科技有限公司
无铅低温锡膏系列知识—双智利
无铅低温锡膏固名思议就是无铅锡膏系列中低温的,熔点为138℃的锡膏被称为低温锡膏,当贴片的元器件无法承受138℃及以上的温度且需要贴片回流工艺时,使用低温锡膏进行焊接工艺。
以保护不能承受高温回流焊焊接原件和PCB,很受LED行业欢迎。
其合金成份为SnBi,锡粉颗粒度介于25~45um之间。
无铅低温锡膏的特性:
1、熔点138℃
2、完全符合SGS环保标准
3、优良的印刷性,消除印刷过程中的遗漏凹陷和结快现象
4、润湿性好,焊点光亮均匀饱满
5、回焊时无锡珠和锡桥产生
6、长期的粘贴寿命,钢网印刷寿命长
7、适合较宽的工艺制程和快速印刷。
无铅低温焊锡膏使用及注意事项
项目内容
锡膏回温锡膏通常是在冰箱中贮藏,温度一般在5~10℃左右,使用时必
须将锡膏从冰箱中取出恢复到室温(约4小时)。
停工时未用完的
锡膏不应放回原罐中,而应单独存放.
工作环境温度20~25℃,相对湿度低于70%
搅拌时间建议手工搅拌在3~5分钟左右,机器1-3分钟左右
最小包装500g/瓶。
使用手册1、选取本公司系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看下一页的合金含量表),对于一般锡铅系焊接体系我们建议选择Sn63/Pb37或Sn62/Pb36/Ag2(焊接含银电极)合金成份。
2、使用前的准备(1)“回温”锡膏通常要用冰箱冷,冷藏温度为5-10℃为佳。
故从冷箱中取出锡膏时,需先经“回温”才能打开瓶盖使用。
回温方式:不开启瓶盖的前提下,放置于室温中自然解冻;回温时间:4小时左右注意:①末经充足的“回温”,千万不要打开瓶盖;②不要用加热的方式缩短“回温”时间。
(2)搅拌锡膏在“回温”后,于使用前要充分搅拌。
搅拌方式:手工搅拌或机器搅拌均可;搅拌时间:手工:4分钟左右机器:1-3分钟;(适当的搅拌时间因搅拌方式、装置及环境温度等因素而不同,应在事前多做试验来确定)3、印刷(1)印刷方式人工印刷或使用半自动和自动印刷机均可.(2)钢网印刷作业条件ES系列锡膏为非亲水性产品,对温度不敏感,可以在较高的温温度为80%)条件下仍能使用。
以下是我们认为比较理想的印刷作业条件。
针对某些特殊的工艺要求作相4、刷后的停留时间锡膏印刷后,应尽快完成元器件的贴装,并过炉完成焊接,以免因搁置太久导致锡膏表面变干,影响元件贴装及焊接效果,一般建议时间不超过12小时。
5、回焊温度曲线(以Sn63/Pb37为例)以下是我们建议的热风回流焊工艺采用的温度曲线,可经用作回焊炉温度设定的参考。
该温度曲线可有效减少锡膏的垂流性必以及锡球的发生,对绝大多数的产品和工艺条件均适用。
温度(0℃)250200150100500 30 60 90 120 150 180 210 240 270 300 330 360A、预热区要求:升温速率为1.0-3.0℃/秒;B、浸濡区(加热通道的)要求:温度时间:升温速度:C、回焊区要求:最高温度:时间:D、冷却区要求:降温速率小于4,冷却终止温度最好不高于75备注:1、对于Sn62/Pb36/Ag2合金锡膏的温度,曲线与上述相似;2、上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)3、上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最优曲线的基础。
锡膏的类型
锡膏是一种常见的焊接工具,用于保护电路板上的零件和焊点,以及提高焊接质量。
有许多不同类型的锡膏,每种类型都有其独特的特点和应用场合。
1. 留焊锡膏:留焊锡膏添加了一定量的焊接助剂,可以在保持焊点湿润的同时,防止焊点过度溢出,适用于电子产品的手工焊接和自动化焊接。
2. 无铅锡膏:无铅锡膏中不含铅元素,可避免对环境和健康造成的污染。
由于无铅锡膏的熔点较高,需要更高的焊接温度和更长的焊接时间,因此不适用于所有类型的电子产品。
3. 高温锡膏:高温锡膏具有更高的熔点和更长的焊接时间,可用于高温环境下的焊接,例如汽车电子、航空电子等。
4. 低温锡膏:低温锡膏的熔点比普通锡膏低,可减少热量对电路板和零件的损伤,适用于对焊接温度要求较低的电子产品。
5. 水溶性锡膏:水溶性锡膏可以用水清洗,避免使用有机溶剂对环境和健康造成的危害,但需要注意清洗后要及时干燥。
以上就是几种常见的锡膏类型和其应用场合,使用时需要根据实际需要选择适合的类型。
- 1 -。
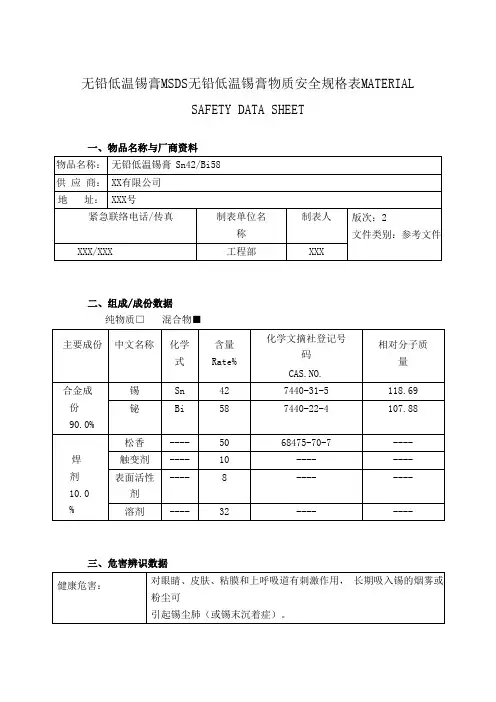
焊接技术第40卷第5期2011年5月·焊接设备与材料·文章编号:1002-025X (2011)05-0038-03Sn-Bi 系列无卤素低温锡膏的研制杨倡进,金霞(浙江省冶金研究院浙江省钎焊重点实验室浙江亚通焊材有限公司,浙江杭州310021)摘要:针对Sn-Bi 系列低温钎料研制了一种无卤素焊锡膏,着重探讨了不添加卤素活性剂的复合方法,并对制备的活性剂进行了分解能力测试,同时就该活性剂研制的锡膏进行了润湿力和扩展率测试。
关键词:Sn-Bi 锡膏;钎焊;卤素中图分类号:TG 425文献标志码:B收稿日期:2010-09-26基金项目:浙江省科技计划资金资助项目(2006F20003)0前言随着电子产品无铅化的实施,Sn-Bi 系列钎料因具有能在138℃共晶点至232℃的宽温度范围内制备合金,在160℃左右就可以进行组装的特点,且Sn-Bi 系列钎料和传统SnPb 钎料相比,在较宽温度范围内弹性模量相当,抗拉强度和抗蠕变性能甚至好于后者。
加之其价格适中,原料丰富,在低温组装的场合很快替代SnPb 钎料,成为低温钎焊的主要替代品[1-2]。
但用于配制该锡膏的活性剂中大多含有卤素的胺盐,焊后残留物较多,容易电离,对产品的力学性能和电气性能存在潜在的不良影响。
为此笔者参考相关文献[3-6],研制出了一种助焊性能好且同时兼顾减小焊后残留物腐蚀性的无卤素焊锡膏。
1试验1.1试验材料锡膏原料:溶剂包括醇醚、多元醇;成膜剂包括长链烷烃、长链脂肪酸酯;活性剂包括二元羧酸、羟基酸,触变剂包括聚酰胺树脂、乙撑双硬脂酰胺。
其中活性剂采用分析纯,其他为化学纯试剂。
试验材料:T2纯铜板;Sn42Bi583号焊锡粉;SnBi35Ag13号焊锡粉。
1.2试验方法参考日本工业标准JIS-Z-3282—2000和国家标准GB /T 9491—2002对其进行了相关的性能测试。
2锡膏的配方2.1无卤素活性剂的研究由于锡膏中的卤素主要来源于活性剂,其他成分如溶剂、成膜剂等与含卤锡膏无明显差异,并且讨论的文献较多,在此不再赘述。

绿志岛焊锡生产Sn42/Bi58无铅低温锡膏、低温焊锡膏熔点138C ;作业温度需求150〜170C (Time30〜60SeC ;为目前最合适的焊接材料;由于CPU 散热器及散热模组,无铅锡膏具备高抗力及高印刷性,回焊后亮度高且表面残留物低无需清洗,无卤素化合物残留,符合环保禁用物质标准。
无铅中温锡膏LZD牌Sn64/Ag1/Bi35无铅低温锡膏、低温焊锡膏熔点178C ;作业实际温度需求200-220C (Time 30-60Sec)为目前最适合的焊接材料由于低温作业提升制造良率,广泛应用于咼频头、插件PCB板、遥控板,对不能承受咼温PCB板具有良好的上锡性及焊接牢固度;无锡铅膏具备高抗力性及优良的印刷性能,回焊后焊点饱满且表面残留物极少无需清洗,无卤素化合物残留,符合ROHS环保禁用物质标准.1: 预热阶段:在预热区,锡膏内的部分挥发性溶剂蒸发,并降低对元器件之冲击。
要求:升温斜率为1.0〜3.0C /秒。
若升温速度太快,则可能会引起锡膏的流动性及成份恶化,造成锡球及桥连等现象,同时会使元器件承受过大的热应力而受损。
2:保温阶段:在该区助焊剂开始活跃,化学清洗行动开始,并使PCB在到达焊区前各部温度均匀要求:温度为110C〜138C,时间为90〜150秒,升温斜率应小于2/秒。
3:回焊阶段:锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。
要求:1/ 3峰值温度为170〜180C, 138C以上时间为50〜80秒(Imporant)。
若峰值温度过高或回焊时间过长,可能会导致焊点变暗,助焊剂残留物炭化变色,元器件受损等。
若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品质的焊点,具有较大热容量的元器件的焊点甚至会形成虚焊。
4:冷却阶段:Sn42/Bi58无铅低温锡膏(TYPEDK-309)回流焊设置要求对比:序号温区1温区2温区3123温区4温区5140160180160180200温区6温区7温区81801902200180200180180200温区925252 / 325 速度80cm/min80cm/min 效果灯珠变S 形不好有10%灯珠答桥80 100 120100120140120140160110cm/min 有5%灯珠答桥3/ 3。
低温锡膏类型
摘要:
一、低温锡膏的定义与特点
二、低温锡膏的类型
1.环保型低温锡膏
2.水溶性低温锡膏
3.无铅低温锡膏
4.锡银低温锡膏
5.锡铜低温锡膏
正文:
一、低温锡膏的定义与特点
低温锡膏,顾名思义,是指在较低温度下进行焊接的锡膏。
相较于传统锡膏,低温锡膏在焊接过程中所需的温度较低,一般在100℃-200℃之间。
低温锡膏具有以下特点:
1.环保:低温锡膏在焊接过程中产生的有害物质较少,有利于环境保护。
2.节能:低温锡膏的焊接温度较低,能耗相对较低,有助于节约能源。
3.焊接效果良好:低温锡膏在焊接过程中,能够保证焊接点的质量,且焊点饱满、光滑。
二、低温锡膏的类型
1.环保型低温锡膏:这类低温锡膏在生产过程中,采用环保材料和工艺,以减少对环境的影响。
2.水溶性低温锡膏:这类低温锡膏在焊接后,可通过水溶性清洗剂进行清洗,方便后续处理。
3.无铅低温锡膏:无铅低温锡膏不含有铅这种有害物质,有利于环境保护和操作人员的身体健康。
4.锡银低温锡膏:锡银低温锡膏是由锡和银组成的,具有较高的导电性和热稳定性。
5.锡铜低温锡膏:锡铜低温锡膏是由锡和铜组成的,具有良好的导电性和焊接性能。
总之,低温锡膏在环保、节能和焊接效果方面具有优势,且种类繁多,适用于各种不同场景的需求。
低温中温高温锡膏的区别一般来说,锡膏的配方不同、工艺不同、种类也不一样。
常见的锡膏有低温锡膏、中温锡膏和高温锡膏等。
那么很多人疑惑的是:低温、中温、高温锡膏三者有什么不同?怎么区分呢?下面就跟着店铺一起来看看吧。
低温中温高温锡膏怎么区分低温锡膏低温锡膏熔点为138℃的锡膏被称为低温锡膏,当贴片的元器件无法承受200℃及以上的温度且需要贴片回流工艺时,使用低温锡膏进行焊接工艺。
起了保护不能承受高温回流焊焊接原件和PCB,很受LED的欢迎,它的合金成分是锡铋合金。
低温锡膏的回流焊接峰值温度在170-200℃。
中温锡膏中温锡膏为SMT无铅制程用焊锡膏。
其合金成份为Sn/Ag/Bi,锡粉颗粒度介于25~45um之间,熔点172度。
中温锡膏的特点主要是使用进口特制松香,黏附力好,可以有效防止塌落,回焊后残余物量少,且透明,不妨碍ICT测试。
高温锡膏高温锡膏一般是锡,银,铜等金属元素组成,高温锡膏的熔点210-227摄氏度。
LED还是推荐使用高温无铅的锡膏,可靠性比较高,不易脱焊裂开。
高温锡膏与低温锡膏六大区别一、从字面意思上来讲,“高温”、“低温”是指这两种类别的锡膏熔点区别。
一般来讲,常规的高温锡膏熔点在217℃以上;而常规的低温锡膏熔点为138℃。
二、用途不一样。
高温锡膏适用于高温焊接元件与PCB;而低温锡膏则适用于那些无法承受高温焊接的元件或PCB,如散热器模组焊接,LED焊接,高频焊接等等。
三、焊接效果不同。
高温锡膏焊接性较好,坚硬牢固,焊点少且光亮;低温锡膏焊接性相对较差些,焊点较脆,易脱离,焊点光泽暗淡。
四、合金成分不同。
高温锡膏的合金成分一般为锡、银、铜(简称SAC);低温锡膏的合金成分一般为Sn-Bi系列,包含SnBi、SnBiAg、SnBiCu等各种合金成分,其间Sn42Bi58为共晶合金,其熔点为138℃,其它合金成分皆无共晶点,熔点也各不相等。
五、印刷工艺不同。
高温锡膏多用于第一次回流焊印刷中,而低温锡膏大部分是用在双面回流焊工艺时的第二次回流的时候,因为第一次回流面有较大的器件,当第二次回流使用同一熔点的焊膏时容易使已焊接的第一次回流面(二次回流过炉时是倒置的)的大的器件出现虚焊甚至脱落,因此第二次回流时一般采用低温焊膏,当其达到熔点时但第一次回流面的焊锡不会出现二次熔化。
低温锡膏类型摘要:一、低温锡膏的概述二、低温锡膏的类型三、低温锡膏的应用领域四、低温锡膏的优势与特点五、低温锡膏的发展前景正文:一、低温锡膏的概述低温锡膏,顾名思义,是一种在低温环境下进行焊接的锡膏。
相较于传统的锡焊料,低温锡膏具有熔点低、焊接强度高、对焊接基材的附着力好等特点,因此在电子、电器、通信等领域应用广泛。
二、低温锡膏的类型根据锡膏的成分和性能特点,低温锡膏主要分为以下几种类型:1.锡铅低温锡膏:这是最常见的低温锡膏类型,主要由锡和铅组成,熔点一般在100℃左右。
2.锡铋低温锡膏:由锡和铋组成,熔点较锡铅低温锡膏更低,一般在80℃左右。
3.锡银低温锡膏:由锡和银组成,熔点最低,一般在60℃左右。
这种锡膏具有较高的焊接强度和良好的电导性。
4.无铅低温锡膏:随着环保意识的增强,无铅低温锡膏逐渐成为主流。
这类锡膏主要由锡、银、铜等元素组成,熔点一般在100℃左右。
三、低温锡膏的应用领域低温锡膏广泛应用于各种电子元器件的焊接,如电子芯片、PCB 板、LED 灯珠等。
此外,低温锡膏还在汽车电子、通信设备、家电制造等领域发挥着重要作用。
四、低温锡膏的优势与特点低温锡膏具有以下优势与特点:1.熔点低:低温锡膏的熔点较传统锡焊料低很多,这意味着在焊接过程中,所需的能量和时间都能大大减少,有利于提高生产效率。
2.焊接强度高:低温锡膏具有良好的焊接强度,可以保证焊接点的稳定性和可靠性。
3.对焊接基材的附着力好:低温锡膏对各种焊接基材具有良好的附着力,可以有效防止焊接点脱落。
4.环保性能好:无铅低温锡膏不含有铅等有毒重金属,符合环保要求。
五、低温锡膏的发展前景随着科技的不断发展,电子元器件越来越小型化、轻型化,对焊接材料的要求也越来越高。
低温锡膏凭借其优越的性能,将成为未来焊接材料的主流。
同时,随着环保意识的增强,无铅低温锡膏将会得到更广泛的应用。
製造廠商資料製造廠商名稱緊急聯絡電話:製造廠商地址緊急傳真電話:化學製造名稱低温錫膏 TF-388 化學製品分類材料辨識量中(英)文名稱案號最高含量% 吸入容許濃度(TLV)備注01 松香 65997-05-9 9.5±1.0 無02 錫 7440-31-5 42±0.5 2 無03 鉛 7439-92-1 481ppm 0.05 無04 氮.二苯氫胍 102-06-07 <1 無05 鹵化氫 10035-10-5 <1 無06 碳氫化合物 68475-70-7 0.2~0.8 5 無07 蓖麻油 8001-78-3 0.1~1.808 表面活性劑 2~4物理化學特性物理狀態膏狀氣味極少刺激性PH值比重(20℃) 4.0~5.0沸點(℃) 溶點(℃) 138℃水溶解度(%) 蒸氣密度(Air=1)顔色金屬灰色揮發度<20%/V災害處理資料閃火點(℉) 自燃點(℃)爆炸上限(UEL) 爆炸下限(LEL) 滅火材料乾粉和泡沫,不可用水特殊滅火程式健康急救措施進入人體方法與途徑 1.呼吸進入 2.皮膚接觸 3.吞食感染之徵兆與症狀呼吸不適或偶有頭眩,接觸部份可能紅癢急性健康危害效應過量吸入會引起頭痛、暈眩、噁心以及心律不整,甚至引起輕微的哮喘。
慢性健康危害效應目前尚無正式醫學報道緊急處理急救措施 1.皮膚接觸時,可用清水與肥皂洗滌2.不慎觸及眼睛時,可用清水洗滌15分鐘,並即刻送醫治療。
3.吞食時,喝下1~2杯稀釋的牛奶或水,爾後誘發嘔吐,或送醫。
化學反應性安定性安定應避免之狀況嚴禁陽光直射或高熱避免接觸水氣或酸堿有害之聚合物無分解燃燒超過40℃會有毒性不相容物避免與酸性、鹼性和氧化性的物質接觸暴露預防措施眼睛最好戴上安全防護眼鏡手套操作人員須戴乾淨不會滲透的手套個人防護設備其他的應著工作服通風設備注意事項 1.必須配備強力抽風設備,隨時保持作業環境內之空氣許可值能高於本製品允許之最高吸入許可值操作與儲存注意事項 1.定期進行健康檢查,工作服要單獨清洗,受污染衣物用物質處理後再廢棄。
低温锡膏、中温锡膏、高,三者的特点及如何区分?无铅锡膏分为低温锡膏,中温锡膏,和高温锡膏,那么这三者的特点,区别在哪里,总结如下: 低温锡膏溶点为138度,当贴片的元器件无法承受200℃及以上的温度且需要贴片回流工艺时,使用低温锡膏进行焊接工艺。
起了保护不能承受高温回流焊焊接原件和PCB,很受LED的欢迎,它的合金成分是锡铋合金。
低温锡膏的回流焊接峰值温度在170-200℃。
中温锡膏的溶点为172度,被成为中温锡膏指的是溶点在高温锡膏与低温锡膏之间,为环保无铅焊锡产品,也是smt贴片中最为重要的焊锡材料之一,中温锡膏的成分为锡,铋.银,其中铋比较脆高温锡膏其合金成份为Sn/Ag/Bi,锡粉颗粒度介于25~45主要也是用于不能承受高温的元器件的焊接,LED行业应用较多;中温锡膏的特点主要是使用进口特制松香,黏附力好,可以有效防止塌落,回焊后残余物量少,且透明,不妨碍ICT测试。
um之间。
主要也是用于不能承受高温的元器件的焊接,LED行业应用较多;高温锡膏是锡,银,铜等金属元素组成,高温锡膏的熔点210-227℃。
如果贴片的元器件或灯珠可以承受高温,LED还是推荐使用高温无铅的锡膏,其高温锡膏比起低温,中温锡膏应用更广,如一些BGA、QFN、手机精密元器件的焊接,用高温锡膏效果会更好,其特点免洗,低残留,高绝缘抗阻,能通过ICT探针测试;爬锡效果好,文件柜编辑分析使用寿命长;高活性,低空洞率,不易坍塌;焊点饱满光亮,强度高,导电性能优异;采用进口助焊剂,可长时间印刷而不影响锡膏的湿润性及粘度。
至于如何去区分,我们小总结如下:1、看包装中温锡膏与低温锡膏的瓶子颜色均为浅绿色,只有高温锡膏的瓶子颜色不同。
2、看标签,我们只需要看其成分那一栏就好了,,低温锡膏成分SN/BI,中温锡膏成分除了SN,BI外还有Ag;高温锡膏就更好分了,瓶子颜色不同,一眼就能看出来,成分Sn/Ag/Cu。
深圳市唯特偶化工开发实业有限公司SHENZHEN VITAL CHEMICAL DEVELOPMENT CO ., LTDWTO-LF2002免清洗无铅低温锡膏技术规格表产品特性:WTO-LF2002是为适应环保而研发的免清洗无铅低温锡膏。
本系列锡膏采用高可靠性免清洗助焊剂与优质的球形焊料合金粉末精制而成,锡粉颗粒均匀,氧化度低,焊后残留物极少且透明,表面绝缘电阻高,电性能可靠;具有优越的流变性,印刷容易且不易坍塌,焊剂活性适中,可焊性好。
适用于细间距元器件(QFP 、CSP 、BGA )的焊接。
具有同Sn63/Pb37焊锡膏一样的工艺操作,且具有同Sn63/Pb37一样的可焊性。
产品参数:标准产品项 目 规 格 合金成分 Sn64/Ag1/Bi35 粉末粒径 Type 3 25-45μm 粘 度170±30 Pa.S检测项目产品规格 检测方法 金属含量(%) 90.50±0.30 IPC-TM-650 2.2.20 助焊剂含量(%) 9.50±0.30 IPC-TM-650 2.2.20 焊料球试验 合格 IPC-TM-650 2.4.43 润湿试验 合格 IPC-TM-650 2.4.45 坍塌试验 合格 IPC-TM-650 2.4.35 卤素含量 L1 IPC-TM-650 2.3.35 电迁移 合格 IPC-TM-650 2.6.14.1 铜镜腐蚀试验合格 IPC-TM-650 2.3.32 表面绝缘电阻(168h,@85℃,85%RH)合格IPC-TM-650 2.6.3.3检测标准:ANSI/J-STD-004A, ANSI/J-STD-005深圳市唯特偶化工开发实业有限公司SHENZHEN VITAL CHEMICAL DEVELOPMENT CO ., LTDWTO-LF2002免清洗无铅低温锡膏技术规格表熔焊方式:红外线熔焊、热气式熔焊、热板式熔焊等方式均可。
无铅低温锡膏系列Sn42/Bi58一.简介低温锡膏是设计于当今SMT生产工艺的一种免清洗型焊锡膏。
采用特殊的助焊膏与氧化物含量极少的球形锡粉炼制而成。
具卓越的连续印刷解像性;此外,本制品所含有的助焊膏,采用具有高信赖度的低离子性活化剂系统,使其在回焊之后的残留物极少且具有相当高的绝缘阻抗,无需清洗也能拥有极高的可靠性。
另外,本公司低温锡膏系列可提供不同合金成份、不同锡粉粒径以及不同的金属含量,以满足客户不同产品及工艺的要求。
二.产品特点1.印刷滚动性及落锡性好,对低至0.3mm间距焊盘也能完成精美的印刷(T6);2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过12小时仍不会变干,仍保持良好的印刷效果;3.印刷后数小时仍保持原来的形状,基本无塌落,贴片元件不会产生偏移;4.具有极佳的焊接性能,可在不同部位表现出适当的润湿性;5.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现良好的焊接性能。
用“升温---保温式”或“逐步升温式”两类炉温设定方式均可使用;6.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求;7.具有较佳的ICT测试性能,不会产生误判;8.有针对BGA产品而设计的配方,可解决焊接BGA方面的难题。
9.可用于通孔滚轴涂布(Paste in hole)工艺。
三.技术特性1.产品检验所采用的主要标准和方法:ANSI/J-STD-004/005/006;JIS Z 3197-86;JIS Z 3283-86;IPC-TM-6502.锡粉合金特性(1)(4)锡粉形状:球形34四.应用1.如何选取用本系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看本资料相关内容),对于一般无铅系焊接体系,我们建议选择Sn42Bi58(焊接含银电极)合金成份,锡粉大小一般选T3(mesh –325/+500,25~45μm),对于Fine pitch,可选用更细的锡粉。
2.使用前的准备1)“回温”锡膏通常要用冰箱冷藏,冷藏温度为5~10℃为佳。
故从冷箱中取出锡膏时,其温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结,并沾附于锡浆上,在过回焊炉时(温度超过200℃),水份因受强热而迅速汽化,造成“爆锡”现象,产生锡珠,甚至损坏元器件。
回温方式:不开启瓶盖的前提下,放置于室温中自然解冻;回温时间:4小时左右注意:①未经充足的“回温”,千万不要打开瓶盖;②不要用加热的方式缩短“回温”的时间。
2)搅拌锡膏在“回温”后,于使用前要充分搅拌。
目的:使助焊剂与锡粉之间均匀分布,充分发挥各种特性;搅拌方式:手工搅拌或机器搅拌均可;搅拌时间:手工:4分钟左右机器:1~3分钟;搅拌效果的判定:用刮刀刮起部分锡膏,刮刀倾斜时,若锡膏能顺滑地滑落,即可达到要求.(适当的搅拌时间因搅拌方式、装置及环境温度等因素而有所不同,应在事前多做试验来确定)。
3.印刷大量的事实表明,超过半数的焊接不良问题都与印刷部分有关,故需特别注意。
钢网要求与大多数锡膏相似,若使用高品质的钢网和印刷设备,本系列锡膏更能表现出优越的性能。
无论是用于蚀刻还是光刻的钢网,均可完美印刷。
对于印刷细间距,建议选用光刻钢网效果较好。
对于0.65~0.4mm间距,一般选用0.12~0.20mm厚度的钢网。
钢网的开口设计方式对焊接品质尤为重要,客户若需要,本公司可提供这方面的技术支持。
印刷方式人工印刷或使用半自动和自动印刷机印刷均可。
钢网印刷作业条件本系列锡膏为非亲水性产品,对湿度并不敏感,可以在较高的湿度(最高相对湿度为80%)条件下仍能使用。
以下是我们认为比较理想的印刷作业条件。
针对某些特殊的工艺要求作相应的调整是十分必要的。
印刷时需注意的技术要点:①.印刷前须检查刮刀、钢网等用具。
*确保干净,没灰尘及杂物(必要时要清洗干净),以免锡膏受污染及影响落锡性;*刮刀口要平直,没缺口;*钢网应平直,无明显变形。
开口槽边缘上不可有残留的锡浆硬块或其他杂物;②.应有夹具或真空装置固定底板,以免在印刷过程中PCB发生偏移,并且可提高印刷后钢网的分离效果;③.将钢网与PCB之间的位置调整到越吻合越好(空隙大会引至漏锡,水平方向错位会导致锡膏印刷到焊盘外);④.刚开始印刷时所加到钢网上的锡膏要适量,一般A5规格钢网加200g左右、B5为300g左右、A4为400g左右;⑤.随着印刷作业的延续,钢网上的锡膏量会逐渐减少,到适当时候应添加适量的新鲜锡膏;⑥.印刷后钢网的分离速度应尽量地慢些;⑦.连续印刷时,每隔一段时间(根据实际情况而定)应清洗钢网的上下面(将钢网底面粘附的锡膏清除,以免产生锡球),清洁时注意千万不可将水份或其他杂质留在锡膏及钢网上;⑧.若锡膏在钢网上停留太久(或自钢网回收经一段较长时间再使用的锡膏),其印刷性能及粘性可能会变差,添加适量本公司的专用调和剂,可以得到相应的改善;⑨.应注意工作场所的温湿度控制,另外应避免强烈的空气流动,以免加速溶剂的挥发而影响粘性;⑩.作业结束前应将钢网上下面彻底清洁干净,(特别注意孔壁的清洁)。
4.印刷后的停留时间锡膏印刷后,应尽快完成元器件的贴装,并过炉完成焊接,以免因搁置太久而导致锡膏表面变干,影响元件贴装及焊接效果,一般建议停留时间最好不超过12小时。
5.回焊温度曲线(参看附页曲线图)6.焊接后残留物的清除本系列无铅锡膏在焊接后的残留物极少且颜色很淡,呈透明状,具有相当高的绝缘阻抗,不必清洗。
如客户一定要清洗,建议使用一般合符自身工艺要求的清洗剂。
7.回焊后的返修作业经回焊后,若有少量不良焊点,则可用电烙铁、锡线、助焊剂进行返修作业,但建议客户在返修时最好使用与本锡膏体系相兼容的锡线和助焊剂,以免产生某些不良反应。
五.包装与运输每瓶500g,宽口型塑胶(PE)瓶包装,并盖上内盖密封封装,送货时可用泡沫箱盛装,每箱最多20瓶,保持箱内温度不超过35℃。
六.储存及有效期当客户收到锡膏后应尽快将其放进冰箱储存,建议储存温度为5℃~10℃。
●温度过高会相应缩短其使用寿命,影响其特性;●温度太低(低于0℃)则会产生结晶现象,使特性恶化;在正常储存条件下,有效期为6个月。
注:锡浆从冰箱中被取出后,要先于室温中“回温”(4小时左右)后,才能打开瓶盖使用。
七.健康与安全方面应注意事项注意:以下资料仅提供给使用者作参考,用户在使用前应了解清楚。
详细内容请查阅本品物料安全数据表(MSDS)本制品不含受管制的特定化学物质,也不含有机溶剂中毒预防规则中所规制的有机溶剂,但仍需作必要的防范措施,以确保人体健康及安全。
对于含铅成份的产品,其操作应依据劳动安全卫生法及铅中毒预防规则执行。
1.锡膏是一种化学产品,混合了多种化学成份,应切记避免多次数近距离嗅闻其气味,更不可食用。
2.在焊接过程中,锡膏中的助焊剂产生的部分烟雾会对人体的呼吸系统产生刺激,长时间或一再暴露在其废气中可能会产生不适,因此应确保作业现场通风良好,焊接设备必须安装充足的排气装置,将废气排走。
3.应有必要的防范措施避免锡膏接触皮肤和眼睛。
若不慎接触到皮肤,则应立即用沾有酒精的布将该处擦干净,再用肥皂和清水彻底清洗干净。
若不慎让锡膏接触眼睛,则需立即用清水冲洗10分钟以上,并尽快送医院医治。
4.作业过程中不允许饮食、抽烟,作业后须先用肥皂或温水洗手后才能进食。
5.虽然本品之溶剂系统闪点极高,但仍然易燃,应避免接近火源。
若不慎着火,可用二氧化碳或化学干粉灭火器进行灭火,千万不可用水灭火。
6.废弃的锡膏和清理后沾有锡膏污渍的清洁布不能随意掉弃,应将其装入封密容器中,并按国家和地方的相关法规处置。
回焊温度曲线图[Sn42Bi58]以下是我们建议的热风回流焊工艺所采用的温度曲线,可以用作回焊炉温度设定之参考。
该温度曲线可有效减少锡膏的垂流性以及锡球的发生,对绝大多数的产品和工艺条件均适用。
温度(0℃)间 (A.*要求:升温速率为1.0~3.0℃/秒;*若升温速度太快,则可能会引起锡膏的流移性及成份恶化,造成锡球及桥连等现象。
同时会使元器件承受过大的热应力而受损。
B.浸濡区(加热通道的33~50%)在该区助焊开始活跃,化学清洗行动开始,并使PCB在到达回焊区前各部温度均匀。
*要求:温度:110~130℃时间:90~150秒升温速度:<2℃/秒C.回焊区锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。
* 要求:最高温度:175~180℃时间:180℃,50~80秒(Important)* 若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、元器件受损等。
* 若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品质的焊点,具有较大热容量的元器件的焊点甚至会形成虚焊。
D.冷却区离开回焊区后,基板进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速率增加而增加。
* 要求:降温速率<4℃冷却终止温度最好不高于75℃* 若冷却速率太快,则可能会因承受过大的热应力而造成元器件受损,焊点有裂纹等不良现象。
* 若冷却速率太慢,则可能会形成较大的晶粒结构,使焊点强度变差或元件移位。
注:上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同)上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最佳曲线的基础。
实际温度设定需结合产品性质、元器件分布状况及特点、设备工艺条件等因素综合考虑,事前不妨多做试验,以确保曲线的最佳化。
本型号系列锡膏除可采用上述“升温-保温”型加热方式外,也可采用“逐步升温”型加热方式。
要求:①回焊峰值温度为高于熔点30~50℃②升温速率<3℃/秒,各部受热均匀对于焊接带BGA产品,建议采用该种加热方式效果较好。
若需更多的技术协助,请与本公司技术服务部联系(0)。