第二章钳工常用测量器具
- 格式:ppt
- 大小:13.06 MB
- 文档页数:80
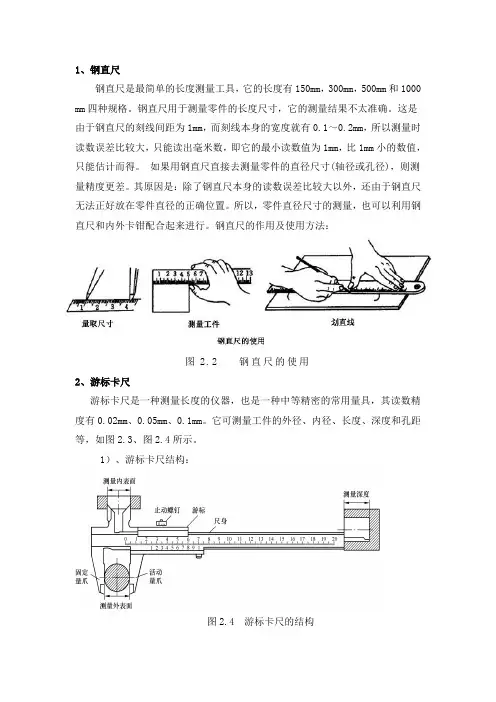
1、钢直尺钢直尺是最简单的长度测量工具,它的长度有150mm,300mm,500mm和1000 mm四种规格。
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
钢直尺的作用及使用方法:图 2.2 钢直尺的使用2、游标卡尺游标卡尺是一种测量长度的仪器,也是一种中等精密的常用量具,其读数精度有0.02mm、0.05mm、0.1mm。
它可测量工件的外径、内径、长度、深度和孔距等,如图2.3、图2.4所示。
1)、游标卡尺结构:图2.4 游标卡尺的结构2)、游标卡尺的刻线原理及读数方法(1)、1/20mm(0.05mm)游标卡尺的刻线原理及读数方法刻线原理:游标卡尺是利用尺身的刻线间距与游标的刻线间距差来进行分度的。
主尺上每一格的长度为1mm,当两量爪合并时,游标上的20格刚刚好与尺身上的19mm对正。
因此,尺身与游标每格之差为:1-19/20=0.05(mm),此差值即为1/20mm游标卡尺的测量精度,如图2.26所示。
图2.26 1/20mm刻线原理读数方法分三个步骤:①、读出游标上零线左面尺寸的毫米整数;②、读出游标上哪一条刻线与尺身刻线对齐;③、把尺身和游标上的尺寸加起来即为测得尺寸,如下图2.27所示。
图2.27 1/20mm游标读数方法(2)、1/50mm(0.02mm)游标卡尺主尺上每一格的长度为1mm,当两量爪合并时,游标上的50格刚刚好与尺身上的49mm对正。
因此,尺身与游标每格之差为:1-49/50=0.02(mm),此差值即为1/50mm游标卡尺的测量精度,如图2.28所示。
钳工常用工具、量具、仪表的名称、用途与使用方法一、钳工常用工具1. 螺丝刀:用于拧紧或拆卸螺丝。
根据螺丝头部的槽口形状,螺丝刀可分为一字形和十字形螺丝刀。
使用时,应选用合适的螺丝刀,并确保刀口与螺丝头部槽口匹配,避免损坏螺丝。
2. 扳手:用于拧紧或拆卸螺栓和螺母。
常用的扳手有活动扳手、开口扳手和管钳等。
使用时,应选择合适的扳手,并确保扳手与螺栓或螺母匹配,避免损坏螺栓或螺母。
3. 锤子:用于敲击物体,使其变形或移位。
常用的锤子有铁锤、木锤和橡胶锤等。
使用时,应选择合适的锤子,并确保锤子的重量和形状适合于被敲击物体,避免损坏物体。
4. 钢锯:用于锯割金属材料。
使用时,应将钢锯放置在平整的表面上,并保持锯条与被锯割物体垂直。
同时,应逐渐施加压力,避免损坏锯条。
5. 电钻:用于在金属、木材或塑料等材料上打孔。
使用时,应选择合适的钻头,并确保电钻与被钻孔材料匹配,避免损坏材料。
同时,应注意安全,避免受伤。
二、量具1. 游标卡尺:用于测量长度、宽度、高度和深度等尺寸。
使用时,应将游标卡尺放置在平整的表面上,并将被测量物体放在卡尺的测量爪之间。
同时,应注意保持卡尺的清洁和精度。
2. 千分尺:用于测量微小尺寸。
使用时,应将千分尺放置在平整的表面上,并将被测量物体放在测量头上。
同时,应注意保持千分尺的清洁和精度。
3. 百分表:用于测量形状误差和位置误差。
使用时,应将百分表放置在平整的表面上,并将被测量物体放在测量头上。
同时,应注意保持百分表的清洁和精度。
4. 量角器:用于测量角度。
使用时,应将被测量物体放置在量角器的直尺上,并根据需要调整角度。
同时,应注意保持量角器的清洁和精度。
三、仪表1. 万用表:用于测量电流、电压和电阻等电气参数。
使用时,应选择合适的量程,并将红黑表笔分别插入相应的插孔中。
同时,应注意保持万用表的清洁和精度。
2. 钳形表:用于测量交流电流和电压。
使用时,应将钳形表放置在平整的表面上,并将被测量导线放入钳口中。
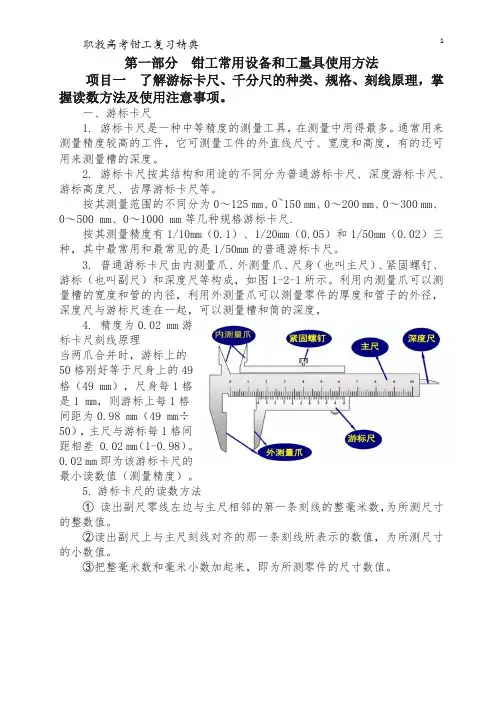
第一部分钳工常用设备和工量具使用方法项目一了解游标卡尺、千分尺的种类、规格、刻线原理,掌握读数方法及使用注意事项。
一、游标卡尺1. 游标卡尺是一种中等精度的测量工具,在测量中用得最多。
通常用来测量精度较高的工件,它可测量工件的外直线尺寸、宽度和高度,有的还可用来测量槽的深度。
2. 游标卡尺按其结构和用途的不同分为普通游标卡尺、深度游标卡尺、游标高度尺、齿厚游标卡尺等。
按其测量范围的不同分为0~125 mm、0~150 mm、0~200 mm、0~300 mm、0~500 mm、0~1000 mm等几种规格游标卡尺.按其测量精度有1/10mm(0.1)、1/20mm(0.05)和1/50mm(0.02)三种,其中最常用和最常见的是1/50mm的普通游标卡尺。
3. 普通游标卡尺由内测量爪、外测量爪、尺身(也叫主尺)、紧固螺钉、游标(也叫副尺)和深度尺等构成,如图1-2-1所示。
利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管子的外径,深度尺与游标尺连在一起,可以测量槽和筒的深度,4. 精度为0.02 mm游标卡尺刻线原理当两爪合并时,游标上的50格刚好等于尺身上的49格(49 mm),尺身每1格1-2-1是1 mm,则游标上每1格间距为0.98 mm(49 mm÷50),主尺与游标每1格间距相差 0.02 mm(1-0.98)。
0.02 mm即为该游标卡尺的最小读数值(测量精度)。
5.游标卡尺的读数方法①读出副尺零线左边与主尺相邻的第一条刻线的整毫米数,为所测尺寸的整数值。
②读出副尺上与主尺刻线对齐的那一条刻线所表示的数值,为所测尺寸的小数值。
③把整毫米数和毫米小数加起来,即为所测零件的尺寸数值。
6.使用游标卡尺注意事项①使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
②测量工件时卡脚测量面必须与工件的表面平行或垂直,不得歪斜。
钳工常用工具与量具本章学习要点1.掌握钳工常用工具及使用要领。
2.掌握钳工常用量具及使用方法。
3.熟悉量具的维护与保养方法。
2.1 钳工常用工具2.1.1 钳工常用手工工具包括划线、錾削(凿削)、锯割、锉削、钻孔、扩孔、铰孔、攻丝和套丝、矫正和弯曲、铆接、刮削、研磨及装配用工具等,2.1.2 钳工常用电动工具1.手电钻特点:是用来对金属或其他材料制品进行钻孔的电动工具,体积小、质量轻、使用灵活、操作简单使用时注意事项:(1)电钻使用前,须先空转1 min左右,检查传动部分运转是否正常。
(2)钻头必须锋利,钻孔时用力不应过猛。
当孔将要钻穿时,应相应减轻压力。
2.模具电磨特点:配有各种形式的磨头以及各种成形铣刀,适用于在工具、夹具和模具的装配调整中,对各种形状复杂的工件进行修磨、抛光或铣削。
使用时注意事项:(1)安装软轴或更换磨头时,务必切断电源。
(2)软轴与机身的夹头以及软轴与磨头的夹头,务必要用小扳手锁紧。
(3)使用前须先开机空转2~3 min,检查是否正常(4)所用砂轮的外径不能超过磨头标牌上规定的尺寸。
(5)使用时,砂轮和工件的接触压力不宜过大。
(6)使用切割片加工时,注意安全,以防切割飞片伤人。
3.电剪刀特点:使用灵活、携带方便,能用来剪切各种几何形状的金属板材。
剪切成形的板材,具有板面平整、变形小、质量好等优点。
同时也是对各种形状复杂的大型样板进行落料加工的主要工具之一。
使用时应注意事项:(1)电剪刀剪切的板料厚度不得超过标牌上规定的厚度。
(2)开机前检查螺钉牢固程度。
然后开机空转,待运转正常后方可使用。
(3)剪切时,两刀刃的间距需根据板材厚度进行调整。
(4)进行小半径剪切时,需将两刃口的间距调至0.3~0.4 mm4.电动扳手特点:主要用来装拆螺纹连接件,分为单相冲击电动扳手和三相冲击电动扳手。
使用应注意事项:(1)使用前空转1 min以检查是否正常。
(2)按下开关空转,看转动方向是否是需要的。
钳工常用量具一 钢直尺用不锈钢制成,是常用量具中最基本的一种。
尺面有米制或英制刻度,可以测量工件的长度、宽度、高度和深度。
对一些要求较低的工件表面进行平面度误差检查。
规格(测量范围):150mm、300mm、500mm和1000mm四种。
米制尺寸刻线间距一般为1mm,但在1~50mm一段内刻线间距为0.5mm,为钢直尺的最小刻度。
二 游标卡尺可直接测量零件的外径、内径、长度、宽度、深度和孔距等。
钳工常用游标卡尺测量范围为:0~125mm,0~200mm,0~300mm等。
游标卡尺的结构如图1所示。
图1 游标卡尺a)三用游标卡尺 b)双面游标卡尺 c)单面游标卡尺1-刀口内测量爪 2-游标 3-紧固螺钉 4-深度尺 5-外测量爪 6-尺身游标卡尺按其读数值分,有0.1mm,0.05mm和0.02mm三种。
读数原理:A、读数值为0.1mm游标卡尺 尺身上每一小格为1mm,当两量爪合并时,尺身上9mm等于游标上10格,如图2a所示,则:游标每格=9mm÷10=0.9mm,尺身与游标每格相差=1mm-0.9mm=0.1mm另一种刻线原理是:尺身上19mm对准游标的10格。
则游标每格=19mm÷10=1.9mm尺身两格与游标1格相差=2mm-1.9mm=0.1mm。
图2b中,尺身与游标刻线对齐的5格之差,则为0.1×5=0.5mm。
B、读数为0.02mm游标卡尺 尺身上每一小格为1mm,当两量爪合并时,尺身上49mm等于游标上50格,如图3所示,则:游标每格=49mm÷50=0.98mm,尺身与游标每格相差=1mm-0.98mm=0.02mmC、读数为0.05mm游标卡尺 尺身上每一小格为1mm,当两量爪合并时,尺身上19mm等于游标上20格,如图4所示,则:游标每格=19mm÷20=0.95mm,尺身与游标每格相差=1mm-0.95mm=0.05mm图2 0.1mm游标卡尺的刻线原理 图3 0.002mm游标卡尺的刻线原理图4 0.05mm游标卡尺的刻线原理 图5 游标卡尺的读数方法读数方法:根据刻线原理,从尺身上读出尺寸的毫米整数值,从游标上读出毫米的小数值,这两个数值的和即为测得工件的尺寸数值,如图5所示。