液晶车间灌晶工序操作培训教程
- 格式:ppt
- 大小:5.29 MB
- 文档页数:42
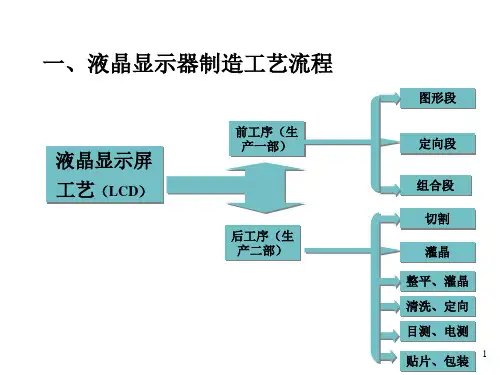
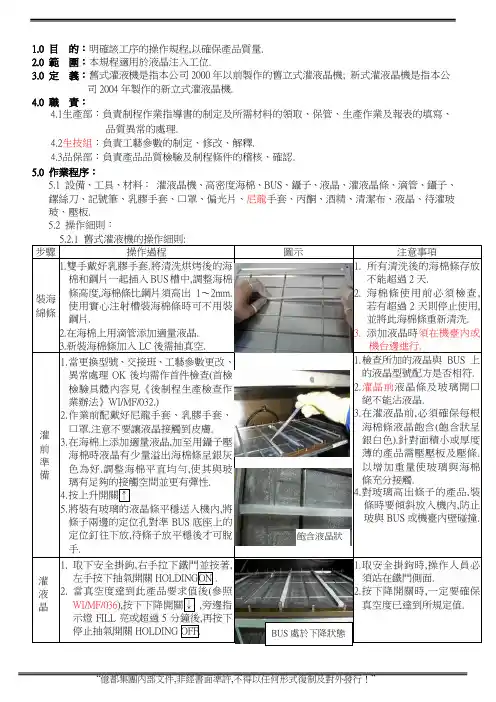
1.0 目的:明確該工序的操作規程,以確保產品質量.2.0 範圍:本規程適用於液晶注入工位.3.0 定義:舊式灌液機是指本公司2000年以前製作的舊立式灌液晶機; 新式灌液晶機是指本公司2004年製作的新立式灌液晶機.4.0 職責:4.1生產部:負責制程作業指導書的制定及所需材料的領取、保管、生產作業及報表的填寫、品質異常的處理.4.2生技組:負責工藝參數的制定、修改、解釋.4.3品保部:負責產品品質檢驗及制程條件的稽核、確認.5.0 作業程序:5.1 設備、工具、材料:灌液晶機、高密度海棉、BUS、鑷子、液晶、灌液晶條、滴管、鑷子、鏍絲刀、記號筆、乳膠手套、口罩、偏光片、尼龍手套、丙酮、酒精、清潔布、液晶、待灌玻玻、壓板.5.2 操作細則:步驟操作過程圖示注意事項裝海綿條1.雙手戴好乳膠手套.將清洗烘烤後的海棉和鋼片一起插入BUS槽中,調整海棉條高度,海棉條比鋼片須高出1~2mm.使用實心注射槽裝海棉條時可不用裝鋼片.2.在海棉上用滴管添加適量液晶.3.新裝海棉條加入LC後需抽真空.1.所有清洗後的海棉條存放不能超過2天.2.海棉條使用前必須檢查,若有超過2天則停止使用,並將此海棉條重新清洗.3.添加液晶時須在機臺內或機台邊進行.灌前準備1.當更換型號、交接班、工藝參數更改、異常處理OK後均需作首件檢查(首檢檢驗具體內容見《後制程生產檢查作業辦法》WI/MF/032.)2.作業前配戴好尼龍手套、乳膠手套、口罩.注意不要讓液晶接觸到皮膚.3.在海棉上添加適量液晶,加至用鑷子壓海棉時液晶有少量溢出海棉條呈銀灰色為好.調整海棉平直均勻,使其與玻璃有足夠的接觸空間並更有彈性.4.按上升開關↑5.將裝有玻璃的液晶條平穩送入機內,將條子兩邊的定位孔對準BUS底座上的定位釘往下放,待條子放平穩後才可脫手.1.檢查所加的液晶與BUS上的液晶型號配方是否相符.2.灌晶前液晶條及玻璃開口絕不能沾液晶.3.在灌液晶前,必須確保每根海棉條液晶飽含(飽含狀呈銀白色).針對面積小或厚度薄的產品需壓壓板及壓條.以增加重量使玻璃與海棉條充分接觸.4.對玻璃高出條子的產品,裝條時要傾斜放入機內,防止玻與BUS或機臺內壁碰撞.灌液晶1. 取下安全掛鉤,右手拉下鐵門並按著,左手按下抽氣開關HOLDINGON .2. 當真空度達到此產品要求值後(參照WI/MF/036),按下下降開關↓,旁邊指示燈FILL亮或超過5分鐘後,再按下停止抽氣開關HOLDING OFF.1.取安全掛鉤時,操作人員必須站在鐵門側面.2.按下降開關時,一定要確保真空度已達到所規定值.飽含液晶狀BUS處於下降狀態3當計時指示燈閃亮後(表明真空關閉時間已過),按下放氣開關VENT ON.4.鐵門自動打開後,按下開始延時開關START,此時開始計時.5.當SOAKING TIME指示燈閃亮後(表明延時時間已到),按下停止延時開關STOP,然後按上升開關↑,並拉起鐵門,掛好安全掛鉤.6.取出灌液晶條,用盤子裝好,並填寫後制程流程卡送前光台檢查. 3.每首LOST玻璃在按上升開關↑前,應先抽出5--10粒玻璃,檢查液晶是否已灌滿.未滿再增加延時時間並重新修定參數.4.入LC換型號時首LOTS作業必須抽10EA左右,并連同流程卡交QA抽測OK後方可正式量產作業.5.對黑膜型號和內印油墨產品適當增加真空度和延時.對過壓彩虹影響透膠的型號可增加延時.6.進氣量控制依據WI/MF/036文件的規定設置.5.2.2 新式灌液機的操作細則:步驟操作過程圖示注意事項裝海棉條1.雙手戴好乾淨乳膠手套。

晶体加工操作工操作流程1.准备加工物料,放置在工作台上。
Prepare the processing materials and place them on the workbench.2.穿戴好防护装备,包括头盔、手套和护目镜。
Put on protective gear, including helmets, gloves, and safety goggles.3.打开加工设备的电源开关,确保设备正常运转。
Turn on the power switch of the processing equipment to ensure its normal operation.4.将加工物料固定在工作台上,以确保加工过程中的稳定性。
Fix the processing materials on the workbench to ensure stability during the processing.5.选择合适的切削工具,根据加工要求进行安装。
Select the appropriate cutting tool and install it according to the processing requirements.6.调整加工设备的工作参数,如转速、进给速度等。
Adjust the working parameters of the processing equipment, such as speed and feed rate.7.启动加工设备,进行初步的粗加工。
Start the processing equipment and perform initial rough processing.8.检查加工质量,确保加工表面光洁度和尺寸精度。
Check the processing quality to ensure the smoothness and dimensional accuracy of the processed surface.9.更换切削工具,进行精细加工和修整。
晶面机使用方法和操作流程培训内容下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
晶面机使用方法和操作流程培训内容该文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document 晶面机使用方法和操作流程培训内容 can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!晶面机是一种用于加工晶体材料的高精度机器,其操作涉及到许多步骤和技巧。
液晶制造工培训计划一、前言液晶显示技术已经成为了当今世界上最重要的显示技术之一,它在电子产品、医疗设备、航天航空、军事领域等多个领域都发挥着至关重要的作用。
液晶显示技术的不断发展与进步,也对液晶显示器的生产与制造提出了更高的要求。
因此,为了适应市场需求,提高企业的核心竞争力,必须加强对液晶制造工的培训,提高其技能水平。
二、培训课程设置1. 液晶显示技术的基础知识- 液晶显示技术的原理- 液晶显示器的结构及组成- 液晶显示器的工作原理2. 液晶显示器的制造工艺- TFT-LCD制造工艺流程- 液晶显示器的结构组装- 液晶显示器的封装与测试3. 液晶显示器的质量管理- 液晶显示器的缺陷分析与修复- 液晶显示器的质量控制标准- 液晶显示器的质量管理方法4. 安全生产与环境保护- 液晶制造过程中的安全问题与应对措施- 液晶制造过程中的环境保护问题与应对措施5. 职业素养与团队合作- 良好的职业素养与工作态度- 团队合作与沟通技巧- 工作中的冲突解决与合作协调三、培训方法1. 理论讲授通过专业讲师对液晶显示技术的基础知识、制造工艺及质量管理知识进行系统讲解,让学员了解与掌握相应的理论知识。
2. 实际操作在液晶显示器生产线上对学员进行实际操作培训,使学员掌握液晶显示器的制造工艺和质量管理实际操作技能。
3. 案例分析将生产中的实际案例进行分析,让学员从实际操作中学习解决问题和提高技能。
4. 应用技能培训安排专业技术人员对学员进行技能操作的培训,以保证学员能够熟练掌握相关的操作技能。
5. 小组学习将学员分成小组进行团队学习,学习团队协作能力和沟通技巧。
四、培训教材结合液晶显示技术的最新发展,选用最新的培训教材,包括教学视频、PPT、教材讲义等,并制定相应的考核标准和评价体系,以确保学员的培训效果。
五、培训考核与评价1. 理论考核培训结束后进行一次理论考核,主要测试学员对液晶显示技术的基础知识、制造工艺知识及质量管理知识的掌握程度。
液晶显示器生产及品质控制培训1. 概述液晶显示器是一种广泛应用于电子产品中的显示技术。
在现代社会中,液晶显示器几乎无处不在,例如电视、电脑、手机、平板等设备都采用了液晶显示器作为其主要的视觉输出工具。
因此,液晶显示器的生产质量及其品质控制成为了一个至关重要的问题。
本文将介绍液晶显示器的生产过程及其品质控制的相关内容。
2. 液晶显示器生产过程液晶显示器的生产过程可以分为以下几个主要阶段:2.1. 基板制备液晶显示器的基板是其核心组成部分,是完成显示功能的基础。
基板制备包括清洗基板、光刻、腐蚀、沉积等过程,确保基板表面的平整度和材料的质量。
2.2. 光刻工艺光刻工艺是用于制造液晶显示器的关键技术之一。
通过光刻工艺,可以将芯片上的电路图案复制到基板上,形成液晶显示器的电路结构。
2.3. 液晶模组制备液晶模组制备是将液晶层与其他组件结合在一起,形成完整的液晶显示器模组。
包括液晶的注入、封装、连接线路等工艺。
2.4. 组装和测试在液晶显示器的生产过程中,组装和测试是最后的关键阶段。
组装将液晶模组与外壳、支架等组装在一起,形成最终的产品。
而测试则是对已组装的液晶显示器进行各项功能和质量的检测,确保产品的性能和品质达到规定的标准。
3. 液晶显示器品质控制液晶显示器品质控制是确保产品性能和品质的重要环节。
以下为液晶显示器品质控制的一些关键点:3.1. 原材料采购液晶显示器的品质控制应从原材料的采购开始。
选择合适的供应商,并确保其提供的原材料符合产品的要求,杜绝使用次品或劣质材料。
3.2. 生产过程控制液晶显示器的生产过程中需要进行严格的控制,确保每个环节的质量稳定。
通过建立标准的工艺流程、制定操作规范以及严格的工艺控制,降低生产过程中的不良率。
3.3. 产品测试在液晶显示器的生产过程中,进行充分的产品测试非常重要。
通过对产品进行各项功能和性能的测试,及时发现并解决问题,确保产品的品质。
3.4. 品质管理体系建立完善的品质管理体系,有助于确保液晶显示器的品质。
液晶电视的原理与维修引言从1888年奥地利植物学家F.Reinitge首先观察到液晶现象,到1983年第一台液晶电视问世,经历了约100年时间。
液晶电视问世后的近20年间,对普通消费者来说,液晶电视还是一个陌生的名字。
实际上,液晶电视的快速发展和普及是在进入新干年后的近十年间。
近十年来,随着液晶显示屏关键制造技术的突破和成熟,液晶电视性能的提高和价格的大幅度下降,液晶电视不再是高收入阶层独享的奢侈品而进入了普通消费者家。
由于液晶电视与CRT彩电相比,具有轻、薄、节能和信号适应范围宽等许多优点,所以,液晶电视的价格一下降到普通消费者经济上所能接受的程度,便成了消费者选购电视的首选。
可以说,目前电视消费取向也正在发生一场变革,CRT彩电正面临着严峻的挑战。
既可作为电脑显示器,也可作为电视使用的液晶电视越来越受到消费者的青睐,购买热潮一浪高过一浪。
在不久的将来,液晶电视将成为新世纪家电消费的主流已成为共识。
伴随着液晶电视消费热潮的兴起,液晶电视使用过程中出现故障后的维修服务,必然成为消费者关注的重点。
近几年来,在大中城市的家电商场或专卖场的电视展台上,CRT彩电的身影愈来愈少,取而代之的是液晶和等离子电视,特别是液晶电视更成了城市消费者购买电视的首选,并逐渐向农村漫延。
估计在未来10-15年间,CRT彩电退出市场已是大势所趋。
彩电维修是我们耐以生存的职业,不进则退,如果我们仍然停留在CRT彩电维修水平上,对新型液晶电视的维修一无所知,或不能进行有效维修,那我们势必被市场所淘汰,未来生存也就成了问题。
时不我待,我们只有尽快掌握液晶电视的维修技术,才能有我们这些彩电维修同行的未来。
所以,了解和掌握液晶电视基本常识、整体电路结构及维修技巧,已成为从事CRT类彩电维修技术人员当务之急。
作为家电维修专业杂志和广大维修人员的朋友,我们看到了自液晶电视上市以来,广大社会维修人员和产品制造商(彩电生产厂家)的特约维修人员能否对其故障(特别是屏组件电路故障)进行维修一直是大家议论的热门话题。
车间抽真空灌注部分培训教材抽真空灌注是饮水机整个制冷系统的重要组成部分,它直接影响饮水机的制冷功能,它关系到制冷系统是否正常工作。
操作不良,可能造成冷水高温、冰堵、回气管结霜、降低压缩机的使用寿命等重大问题。
因此,提高认识,增强岗位责任感和爱岗敬岗的精神,充分认识到自己岗位所肩负的重任是十分必要的。
同时员工应充分了解基本技术要求和注意要点,简述如下:一、N2检漏:1、每天上班前检查气压表压力应为(1-1.2)MPa。
2、清洁液海绵要定期更换,操作时用毛刷压动海绵可产生大量的泡沫,涂在各焊口处的必须是泡沫而不能是水液。
涂在焊口处的泡沫无气泡被吹起为不漏气。
3、检漏后要用抹布将各焊口处的残余泡沫擦干净。
4、出口机要求必须进行N2检漏,内销机可免检。
但在无电子检漏时,必须进行N2检漏。
二、快速接头的定期检修:1、生产线对平时发现的可能漏气的快速接头应进行N2打压检查,不良接头进行隔离维修后方可使用。
2、对使用中的快速接头每3个月进行N2打压检查一次。
3、由班组长组织对本线的快速接头,应半年检修一次(更换密封圈)。
三、抽真空:1、定期检查真空泵油位,油位应保持在观察窗的中间位置为佳,当发现油位低于标记时应停泵并通知相关人员加油(具体按设备维修保养要求)。
2、真空泵停机不使用时,如晚上下班前,要将快速接头从饮水机制冷系统中拔出。
3、制冷系统维修机抽真空时,时间相对正常情况要长。
一般对于R12系统,维修机抽真空时间为不低于30分钟(至少要抽空2圈);对于R134a系统,维修机抽真空时间不低于40分钟(至少要抽空3圈),真空线每圈约12分钟。
四、灌注机操作:1、转产时,灌注机操作员工必须清楚所生产的产品型号、制冷剂种类和灌注量(可参考《压缩机制冷剂灌注量一览表》)。
2、每天工作前(上午、下午、晚上)须对灌注量进行连续三次计量,校核准确合格后方可正常灌注。
如发现设备异常,要通知(班组长)设备人员及时处理。
3、灌注机抽真空要求达到40Pa后开始灌注。