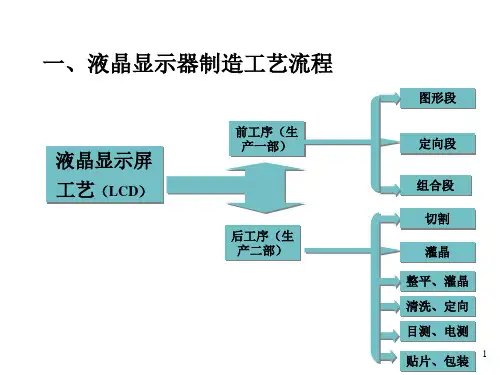
灌晶工序培训教材
- 格式:pptx
- 大小:5.55 MB
- 文档页数:11

《工艺培训教材》课件xx年xx月xx日contents •工艺基本知识•加工工艺•材料及热处理•工艺设计及优化目录01工艺基本知识工艺定义工艺是指将原材料转化为成品或半成品的加工过程。
工艺分类根据生产特点,工艺可分为机械加工、焊接、热处理、铸造、锻造等不同类型。
工艺定义与分类工艺流程工艺流程是指从原材料到成品或半成品的整个加工过程,包括原材料的准备、加工、装配、检验等环节。
工艺参数工艺参数是指在加工过程中影响产品质量的因素,如温度、压力、时间等。
工艺基本原理工艺在工业制造中应用广泛,如机械制造、汽车制造、电子产品制造等。
工业制造工艺在农业生产中也有应用,如农用设备的制造、农业机械的维修等。
农业生产工艺应用范围02加工工艺定义与分类机械加工工艺是将原材料通过工具和机器加工成具有特定形状、尺寸和表面质量的过程。
根据加工方法的不同,可分为车、铣、钻、刨、磨、钳等。
机械加工工艺工艺流程每个机械加工工艺都有其特定的工艺流程,包括毛坯准备、工件安装、切削加工、工件检验等环节。
常用设备与工具机床是进行机械加工的主要设备,包括数控机床、加工中心等。
此外,还需使用各种刀具、夹具、量具等辅助工具。
铸造工艺定义与分类01铸造工艺是一种将液态金属浇注到具有特定形状的模具中,待其冷却凝固后形成所需形状和尺寸的零件的工艺。
工艺流程02铸造工艺流程包括模型制作、砂型制作、熔炼金属、浇注金属、冷却凝固、去除浇口和修整等环节。
常用设备与工具03铸造用的设备包括铸造机、模具、砂箱等。
所需工具包括浇注枪、夹具、量具等。
焊接工艺是一种通过加热或加压将两块金属连接起来的工艺。
根据加热方式的不同,可分为电弧焊、气体保护焊、激光焊等。
焊接工艺定义与分类焊接工艺流程包括清洁、组装、焊接、检验等环节。
工艺流程焊接设备包括手工电弧焊机、氩弧焊机、焊接夹具等。
所需工具包括焊条、保护气体、激光器等。
常用设备与工具03材料及热处理按化学成分分类分为金属材料、非金属材料和复合材料,其中金属材料包括钢、铁、铝、铜等,非金属材料包括塑料、陶瓷、玻璃等,复合材料包括金属基复合材料、非金属基复合材料等。
玻璃配料工序培训讲义 [151]一、原料简介1.引入二氧化硅的原料二氧化硅,SiO2,分子量60.06,比重2.4--2.65.。
二氧化硅是重要的玻璃形成氧化物,以硅氧四面体SiO4的结构组元形成不规则的连续网络,成为玻璃的骨架。
单纯的SiO2,可以在1800℃以上高温下,熔成石英玻璃,SiO2的熔点为1800℃。
在钠钙硅酸盐玻璃中SiO2能降低玻璃的热膨胀系数,提高玻璃的热稳定性、化学稳定性、软化温度、耐热性、硬度、机械强度、粘度和透紫外光性,但含量高时,需要较高熔融温度,而且可能导致析晶。
引入SiO2的原料主要有石英砂、砂岩、石英岩、脉石英,它们在一般日用玻璃中的用量较多,约占配合料重量的60——70%以上。
高硼硅玻璃中占80%左右。
本厂用的石英砂质量要求如一下:A.精砂:SiO2≥99.3% Fe2O3≤0.03% Ni Cr不允许有。
全部通过60#,60-140#≥80% 200#以下≤5%。
B.粗砂:SiO2≥99.5% Fe2O3≤0.03% Ni Cr不允许有。
全部通过28#,全部通过28# 28-160#≥80%2.引入B2O3的原料B2O3分子量69。
62,比重1。
84B2O3是玻璃的形成氧化物,它以硼氧三角体和硼氧四面体为结构组元。
在硼硅酸盐玻璃中与硼氧四面体共同组成结构网络,B2O3能降低玻璃的膨胀系数,提高玻璃的热稳定性、化学稳定性,增强玻璃的折射率,改善玻璃的光泽,提高玻璃的机械性能。
B2O3在高温时降低玻璃的粘度,在低温时则提高玻璃的粘度,所以含B2O3较高的玻璃,成形的温度范围较狭,因之可以提高机械成型的机速。
B2O3还起助熔剂的作用加速玻璃的澄清和降低玻璃的结晶能力。
B2O3常随水蒸气挥发,硼硅酸玻璃液面上因B2O3挥发减少,会产生富含SiO2的析晶料皮。
当B2O3引入量过高时,由于硼氧三角体增多,玻璃的膨系数等反而增大,发生硼反常现象。
B2O3是耐热玻璃,化学仪器玻璃,温度计玻璃,部分光学玻璃,电真空玻璃,以及其它特种玻璃的重要组成成分。
真空灌注机舱罩、轮毂罩成型工艺培训课件一、真空袋成型工艺概述:真空袋成型工艺是将产品密封在真空袋和模具之间,通过抽真空使体系形成负压,从而使铺层受压,产品更加密实,力学性能更好的成型工艺。
该工艺可分为湿法和干法两种,可配备手糊、喷涂、预浸料等成型工艺,可配备烘箱辅助加热和热压罐的使用。
二、真空袋成型工艺特点1、纤维含量高、产品力学性能更好;2、有效控制含胶量和产品厚度,比手糊作业节约胶量约12%左右;3、体系均匀受压一次成型,产品层间结合性能和整体性好;4、消除产品气泡、裂纹等缺陷;5、90%微毒控制在真空袋内,全面改善生产环境;6、减轻劳动人员的工作强度。
三、真空袋湿法成型真空袋湿法成型,是利用真空负压将已浸树脂的增强材料压实,并将多余的树脂吸出,从而达到控制产品树脂含量,减少气泡,增加层间粘接强度和力学性能的成型工艺。
该工艺主要用于预浸料成型,轻木、泡沫、蜂窝等夹芯铺垫。
四、真空树脂导入法真空树脂导入法是将纤维、夹芯等增强材料预先在模具上铺好,然后用真空袋膜、密封胶带等将体系密封并抽真空,利用体系内外压差将树脂导入并浸润增强材料的成型工艺。
1、真空袋成型的辅助材料(1)真空袋膜:PA材质,最高耐温120~200℃,气密性好,高拉伸强度和断裂延伸率,柔韧性好,以片状、筒状供货。
(2)密封胶带:橡胶,最高耐温120~232℃,耐侵蚀性好,适合于聚酯、环氧、酚醛等树脂体系,密封性好,容易从模具上撕下。
(3)脱模布:尼龙或聚酯材料,最高耐温160~200℃,脱模效果、抗撕裂性能好,高温稳定性好,表面清洁,无转移,易于后续粘接处理。
(4)纤维胶带:粘接固定每层纤维材料,更加环保。
(5)导流网:主体编制结构,有利于空气和树脂流动,成本低。
(6)吸胶粘:接固定每层纤维材料。
(7)隔离膜:用于将层压制品和透气毡隔开,起到脱模和控制树脂含量的作用,分有孔和无孔两种。
(8)透气毡:吸收多余的树脂同时将空气、溶剂和树脂固化产生的气体趋向真空抽气孔。

车间抽真空灌注部分培训教材抽真空灌注是饮水机整个制冷系统的重要组成部分,它直接影响饮水机的制冷功能,它关系到制冷系统是否正常工作。
操作不良,可能造成冷水高温、冰堵、回气管结霜、降低压缩机的使用寿命等重大问题。
因此,提高认识,增强岗位责任感和爱岗敬岗的精神,充分认识到自己岗位所肩负的重任是十分必要的。
同时员工应充分了解基本技术要求和注意要点,简述如下:一、N2检漏:1、每天上班前检查气压表压力应为(1-1.2)MPa。
2、清洁液海绵要定期更换,操作时用毛刷压动海绵可产生大量的泡沫,涂在各焊口处的必须是泡沫而不能是水液。
涂在焊口处的泡沫无气泡被吹起为不漏气。
3、检漏后要用抹布将各焊口处的残余泡沫擦干净。
4、出口机要求必须进行N2检漏,内销机可免检。
但在无电子检漏时,必须进行N2检漏。
二、快速接头的定期检修:1、生产线对平时发现的可能漏气的快速接头应进行N2打压检查,不良接头进行隔离维修后方可使用。
2、对使用中的快速接头每3个月进行N2打压检查一次。
3、由班组长组织对本线的快速接头,应半年检修一次(更换密封圈)。
三、抽真空:1、定期检查真空泵油位,油位应保持在观察窗的中间位置为佳,当发现油位低于标记时应停泵并通知相关人员加油(具体按设备维修保养要求)。
2、真空泵停机不使用时,如晚上下班前,要将快速接头从饮水机制冷系统中拔出。
3、制冷系统维修机抽真空时,时间相对正常情况要长。
一般对于R12系统,维修机抽真空时间为不低于30分钟(至少要抽空2圈);对于R134a系统,维修机抽真空时间不低于40分钟(至少要抽空3圈),真空线每圈约12分钟。
四、灌注机操作:1、转产时,灌注机操作员工必须清楚所生产的产品型号、制冷剂种类和灌注量(可参考《压缩机制冷剂灌注量一览表》)。
2、每天工作前(上午、下午、晚上)须对灌注量进行连续三次计量,校核准确合格后方可正常灌注。
如发现设备异常,要通知(班组长)设备人员及时处理。
3、灌注机抽真空要求达到40Pa后开始灌注。
工艺培训教材本工艺依照GB7251-1997、GB/T15139-94、GB4208并结合我厂实际制订。
1.制图:1.1 柜架设计画制柜架、零件和开孔图。
2.板料加工2.1板料类零件加工重要指:外表板、操作板、门板、侧护板等。
2.2常用的工艺加工过程为:领板→下料→开孔切角→弯形→焊接→校平→除油→酸洗除锈→磷化→别处覆盖。
2.3下料:板料的下料差不多上按照划线尺寸在剪板机长进行。
2.4冲孔:应用专用冲孔模在冲床上加工。
如无冲孔模具可手工在台钻或摇臂钻床上钻孔。
关于圆孔能够采取划钻加工;关于方孔可用φ3~φ5的钻头按方孔边沿钻孔,然后等离子切割机去掉落余外部分,再用磨光机沿方孔边沿磨到位;亦可用仿形冲床开孔或曲线锯。
2.5弯形:在折弯机长进行,弯形加工前,必须检查板料有无麻点、裂纹、毛刺等缺点,尺寸是否精确。
凹凸模应固定好,并使间隙平均一致,模具内的氧化皮等杂质应及时清理洁净。
并留意模具的润滑。
以进步模具的寿命和制件的质量。
3.角钢类零件的制造:角钢类零件主假如电气操纵箱、屏、柜、台的骨架,其加工工艺过程为:下料→切缺→冲孔→校直。
3.1下料:按照图纸尺寸可在冲床和多功能切割机高低料,也可手工下料;3.2切缺:一样用冲床和等离子切割机上切除,在不变形的情形下可应用气割。
也可应用手工锯缺。
3.3冲孔:冲孔用冲模在冲床上加工,也可在台钻、摇臂钻床上加工孔。
3.4校直:在校直设备或平台上,人工进行。
4.焊装:当零、部件全部加工完成后,就须要将这些零部件组装焊接成形体骨架,最后成箱、屏、柜。
为包管焊后尺寸精确,不变形,在焊接过程中还要设备必定的焊装夹具。
点焊固定外形,检查、校订,尺寸相符要求时,焊接稳固,然后自检,自检合格请考查员考查合格后交下一道工序。
5.留意事项5.1高低压开关柜上各金属构件,原则上都按负的公差值下料。
5.2高低压开关柜上的角钢一律经由除、校直;冲孔后的角钢应当去毛刺,并再一次作校直处理。
去PSG(磷硅玻璃)1.目的:去除硅片表面的P-Si玻璃层(PSG),为加镀减反射膜做准备在形成PN结的扩散过程中,在硅片表面形成一层一定厚度的磷硅玻璃,磷硅玻璃不导电,为了形成良好的欧姆接触,减少光的反射,在沉积减反射膜之前,将磷硅玻璃腐蚀。
●磷硅玻璃使硅片在空气中容易受潮,导致电流的降低和功率的衰减●死层的存在大大增加了发射区电子的复合,会导致少子寿命的降低●磷硅玻璃的存在使得PECVD后产生色差2.磷硅玻璃的来源:硅片表面形成一层含有磷元素的SiO2,成为磷硅玻璃,主要成分P、P2O5、SiO2。
3.反应原理原理:利用HF和硅片表面的P-Si玻璃层反应,并使之络合剥离,以达到清洗的目的。
HF + SiO2 → H2SiF6+ H2O4.5.异常现象:清洗好的硅片表面有水珠或水成股流下,硅片表面疏水性不好。
❝分析原因:HF的浓度太低,清洗的时间过短或过长。
❝解决办法:及时补充或更换HF;若HF足量该调节HF中的清洗时间,时间过长或过短都会影响硅片表面状态,最终影响电池的性能。
6.注意事项❝及时甩干,避免水纹印❝注意硅片正反方向不要插错。
7.工艺要求检查硅片表面的情况,是否染色、有水纹印等;操作规程1.1将刻蚀好的硅片插入花篮1.2开启去PSG机总电源,开启各单元控制器电源(附图1),开启甩干机电源,并让甩干机无篮运行一次1.3开启1#、2#、3#、4#槽加水开关:1#槽注水至半槽水位关闭进水阀,2#槽注水至溢流口关闭进水阀,3#、4#槽注水至副槽水位到达溢流口处关闭进水阀。
1.4戴好护目镜,3M口罩,防酸手套(附图2),在1#加入规定量的HF,然后再开启进水阀,注水至水位离溢流口5cm处关闭进水阀,并手动开启鼓泡,3~5分钟后关闭鼓泡开关。
1.5将去PSG机器开启自动运行状态。
1.6在上料台上先放上一个母篮,按下“上料确认”,第二个母篮开始既可投入待去PSG 的片子进行自动操作。
(附图3)1.7待下料蜂鸣响后,即刻将母篮从下料台上抬出放于推车上。