液晶灌注工艺
- 格式:ppt
- 大小:9.02 MB
- 文档页数:35

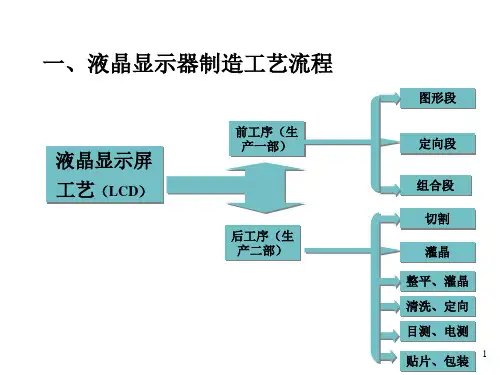

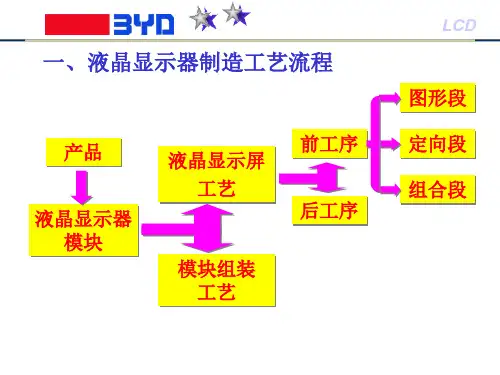
液晶显示器工艺流程
《液晶显示器工艺流程》
液晶显示器作为一种主流的显示技术,广泛应用于电视、手机、电脑等各种电子产品中。
它的制造过程是一个涉及多种工艺流程的复杂过程。
下面我将简要介绍液晶显示器的工艺流程。
首先是基板的制备。
液晶显示器的基板通常采用玻璃基板,需要进行切割和打磨等工艺步骤,以确保基板的平整度和光洁度。
接下来是涂布工艺。
在基板上要涂覆一层透明导电膜层和液晶分子排布层,这一过程需要高精密度的设备进行控制,确保涂布的均匀性和薄度。
然后是光刻和腐蚀工艺。
这一工艺用于在液晶层上形成各种图案和结构,需要利用光刻技术和化学腐蚀技术,确保所形成的结构精确度和清晰度。
接下来是液晶填充工艺。
这一工艺需要将液晶材料填充到液晶层之间的空隙中,并确保液晶的均匀性和稳定性。
最后是封装工艺。
封装是将基板和液晶层组装在一起,并封装在一个密闭的外壳中,保护显示器的内部结构,同时确保显示效果和品质。
以上就是液晶显示器的工艺流程,每一个工艺环节都需要依靠高精密度的设备和技术,确保制造出高质量的液晶显示器产品。
随着技术的不断进步,液晶显示器的工艺流程也在不断完善和提升。
TFT-LCD
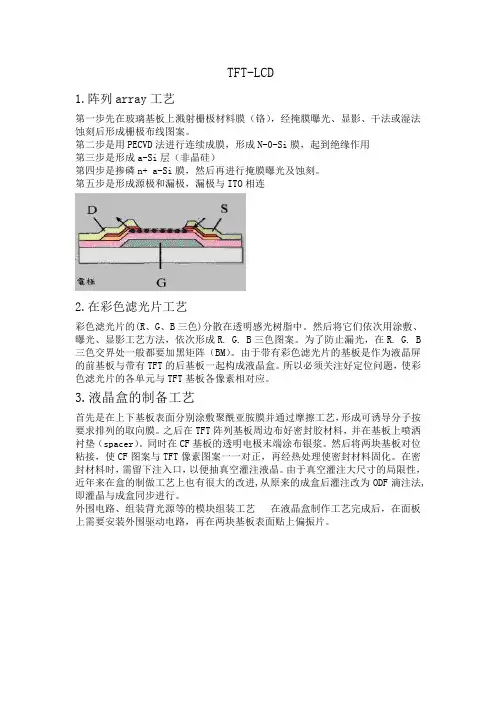
1.阵列array工艺
第一步先在玻璃基板上溅射栅极材料膜(铬),经掩膜曝光、显影、干法或湿法蚀刻后形成栅极布线图案。
第二步是用PECVD法进行连续成膜,形成N-0-Si膜,起到绝缘作用
第三步是形成a-Si层(非晶硅)
第四步是掺磷n+ a-Si膜,然后再进行掩膜曝光及蚀刻。
第五步是形成源极和漏极,漏极与ITO相连
2.在彩色滤光片工艺
彩色滤光片的(R、G、B三色)分散在透明感光树脂中。
然后将它们依次用涂敷、曝光、显影工艺方法,依次形成R. G. B三色图案。
为了防止漏光,在R. G. B 三色交界处一般都要加黑矩阵(BM)。
由于带有彩色滤光片的基板是作为液晶屏的前基板与带有TFT的后基板一起构成液晶盒。
所以必须关注好定位问题,使彩色滤光片的各单元与TFT基板各像素相对应。
3.液晶盒的制备工艺
首先是在上下基板表面分别涂敷聚酰亚胺膜并通过摩擦工艺,形成可诱导分子按要求排列的取向膜。
之后在TFT阵列基板周边布好密封胶材料,并在基板上喷洒衬垫(spacer)。
同时在CF基板的透明电极末端涂布银浆。
然后将两块基板对位粘接,使CF图案与TFT像素图案一一对正,再经热处理使密封材料固化。
在密封材料时,需留下注入口,以便抽真空灌注液晶。
由于真空灌注大尺寸的局限性,近年来在盒的制做工艺上也有很大的改进,从原来的成盒后灌注改为ODF滴注法,即灌晶与成盒同步进行。
外围电路、组装背光源等的模块组装工艺在液晶盒制作工艺完成后,在面板上需要安装外围驱动电路,再在两块基板表面贴上偏振片。
lcd工艺流程
《LCD工艺流程》
LCD(Liquid Crystal Display,液晶显示)是一种常见的平板显示器,其制造过程涉及复杂的工艺流程。
下面将介绍LCD 的工艺流程:
1. 衬底制备:首先,选择合适的玻璃或聚酯基板作为LCD的衬底。
然后,在基板上涂覆一层透明的导电层,用于驱动液晶显示的像素。
接着,再涂覆一层辅助层,用于提高玻璃与液晶的附着力。
2. 制造电极:通过光刻技术,在导电层上制造出细小的电极阵列,形成LCD的基本显示单元。
3. 液晶注入:在两块玻璃基板之间注入液晶材料,并保持一定的压力和温度条件。
这个过程需要高度的洁净度和精确的操作控制,以确保液晶充填均匀和无杂质。
4. 封装:将两块涂有电极的基板用密封胶边封装在一起,形成完整的液晶显示器模组。
在这一步骤中,还要加入偏光膜和色彩滤光片,以提高显示效果。
5. 光学调试:对LCD进行逐一的光学调试,检查显示效果和色彩表现,确保每个像素的显示质量。
6. 后期加工:进行最终的边框打磨、组装、测试等后续加工工
艺,生产完成LCD显示器。
以上便是LCD工艺流程的简要介绍,涉及到的工艺技术和设备都需要高度的精密度和稳定性。
随着科技的不断发展,LCD 制造工艺也在不断完善和创新,向着更高的清晰度、更薄的厚度和更广的色域发展。
1.0 目的:明確該工序的操作規程,以確保產品質量.2.0 範圍:本規程適用於液晶注入工位.3.0 定義:舊式灌液機是指本公司2000年以前製作的舊立式灌液晶機; 新式灌液晶機是指本公司2004年製作的新立式灌液晶機.4.0 職責:4.1生產部:負責制程作業指導書的制定及所需材料的領取、保管、生產作業及報表的填寫、品質異常的處理.4.2生技組:負責工藝參數的制定、修改、解釋.4.3品保部:負責產品品質檢驗及制程條件的稽核、確認.5.0 作業程序:5.1 設備、工具、材料:灌液晶機、高密度海棉、BUS、鑷子、液晶、灌液晶條、滴管、鑷子、鏍絲刀、記號筆、乳膠手套、口罩、偏光片、尼龍手套、丙酮、酒精、清潔布、液晶、待灌玻玻、壓板.5.2 操作細則:步驟操作過程圖示注意事項裝海綿條1.雙手戴好乳膠手套.將清洗烘烤後的海棉和鋼片一起插入BUS槽中,調整海棉條高度,海棉條比鋼片須高出1~2mm.使用實心注射槽裝海棉條時可不用裝鋼片.2.在海棉上用滴管添加適量液晶.3.新裝海棉條加入LC後需抽真空.1.所有清洗後的海棉條存放不能超過2天.2.海棉條使用前必須檢查,若有超過2天則停止使用,並將此海棉條重新清洗.3.添加液晶時須在機臺內或機台邊進行.灌前準備1.當更換型號、交接班、工藝參數更改、異常處理OK後均需作首件檢查(首檢檢驗具體內容見《後制程生產檢查作業辦法》WI/MF/032.)2.作業前配戴好尼龍手套、乳膠手套、口罩.注意不要讓液晶接觸到皮膚.3.在海棉上添加適量液晶,加至用鑷子壓海棉時液晶有少量溢出海棉條呈銀灰色為好.調整海棉平直均勻,使其與玻璃有足夠的接觸空間並更有彈性.4.按上升開關↑5.將裝有玻璃的液晶條平穩送入機內,將條子兩邊的定位孔對準BUS底座上的定位釘往下放,待條子放平穩後才可脫手.1.檢查所加的液晶與BUS上的液晶型號配方是否相符.2.灌晶前液晶條及玻璃開口絕不能沾液晶.3.在灌液晶前,必須確保每根海棉條液晶飽含(飽含狀呈銀白色).針對面積小或厚度薄的產品需壓壓板及壓條.以增加重量使玻璃與海棉條充分接觸.4.對玻璃高出條子的產品,裝條時要傾斜放入機內,防止玻與BUS或機臺內壁碰撞.灌液晶1. 取下安全掛鉤,右手拉下鐵門並按著,左手按下抽氣開關HOLDINGON .2. 當真空度達到此產品要求值後(參照WI/MF/036),按下下降開關↓,旁邊指示燈FILL亮或超過5分鐘後,再按下停止抽氣開關HOLDING OFF.1.取安全掛鉤時,操作人員必須站在鐵門側面.2.按下降開關時,一定要確保真空度已達到所規定值.飽含液晶狀BUS處於下降狀態3當計時指示燈閃亮後(表明真空關閉時間已過),按下放氣開關VENT ON.4.鐵門自動打開後,按下開始延時開關START,此時開始計時.5.當SOAKING TIME指示燈閃亮後(表明延時時間已到),按下停止延時開關STOP,然後按上升開關↑,並拉起鐵門,掛好安全掛鉤.6.取出灌液晶條,用盤子裝好,並填寫後制程流程卡送前光台檢查. 3.每首LOST玻璃在按上升開關↑前,應先抽出5--10粒玻璃,檢查液晶是否已灌滿.未滿再增加延時時間並重新修定參數.4.入LC換型號時首LOTS作業必須抽10EA左右,并連同流程卡交QA抽測OK後方可正式量產作業.5.對黑膜型號和內印油墨產品適當增加真空度和延時.對過壓彩虹影響透膠的型號可增加延時.6.進氣量控制依據WI/MF/036文件的規定設置.5.2.2 新式灌液機的操作細則:步驟操作過程圖示注意事項裝海棉條1.雙手戴好乾淨乳膠手套。