焊接工艺及焊接材料选
- 格式:ppt
- 大小:11.92 MB
- 文档页数:143
################公司零星工程焊接工艺规程编制:李**审核:曹***批准:**************集团有限公司******项目部2018年10月23日压力管道焊接工艺规程1 适用范围本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 主要编制依据2.1 GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2006《压力管道规范-工业管道》;2.3 SH3501-2011《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2010《工业金属管道工程施工及验收规范》;2.5 CJJ28-2014《城市供热管网工程施工及验收规范》;2.6 CJJ33-2005 《城镇燃气输配工程施工及验收规范》;2.7 GB/T5117-2012 《碳钢焊条》;2.8 GB/T5118-2012 《热强钢焊条》;2.9 GB/T983-2012 《不锈钢焊条》;2.10 YB/T5092-2005《焊接用不锈钢丝》;2.11 GB14957-1994《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文件。
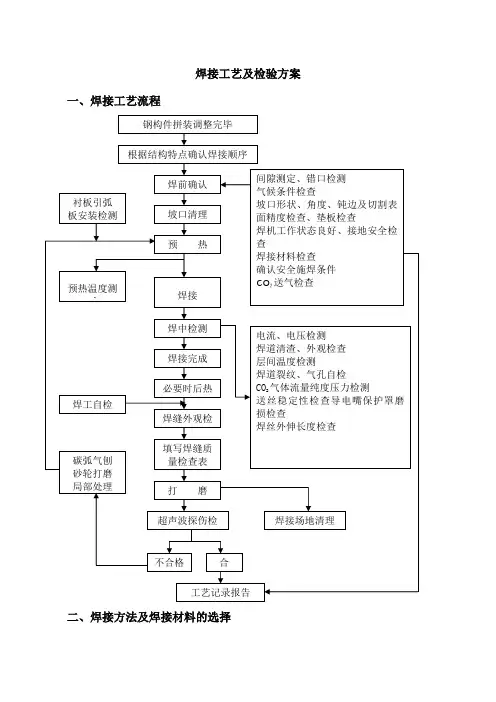
3 施工准备3.1 技术准备3.1.1 压力管道焊接施工前,应依据设计文件及其引用的标准、规范,并依据我公司焊接工艺评定报告编制出焊接工艺技术文件(焊接工艺卡或作业指导书)。
如果属本公司首次焊接的钢种,则首先要制定焊接工艺评定指导书,然后对该种材料进行工艺评定试验,合格后做出焊接工艺评定报告。
3.1.2 编制的焊接工艺技术文件(焊接工艺卡或作业指导书)必须针对工程实际,详细写明管道的设计材质、选用的焊接方法、焊接材料、接头型式、具体的焊接施工工艺、焊缝的质量要求、检验要求及焊后热处理工艺(有要求时)等。
3.1.3 压力管道施焊前,根据焊接作业指导书应对焊工及相关人员进行技术交底,并做好技术交底记录。
常用焊接材料选用及不锈钢焊材选用
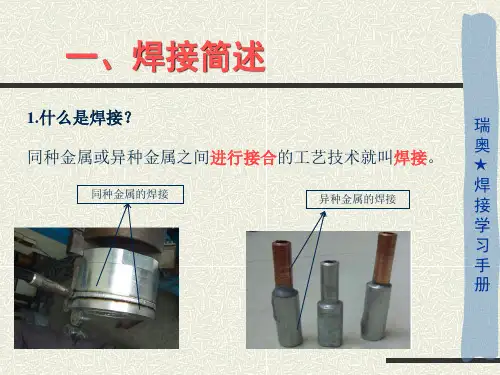
一、通用焊接材料选用
1.铁基体材料
常见的铁基体材料包括碳钢、低合金钢和合金钢。
碳钢的焊接性能好,可以使用焊接前处理技术,如酸洗、抛光等,以提高焊接质量;低合金钢
具有良好的可焊性,但焊接空隙大,焊缝外观差,焊接部件的强度低,使
用条件有限;而合金钢具有优异的可焊性,焊接部件具有高强度,但合金
成分较复杂,焊接技术和焊接质量相对较差。
2.非铁基体材料
非铁基体材料包括铝、铜、镁等,这些材料具有较好的焊接性能,但
熔核形成温度较低,易造成处理不当后形成脆性断头,因此在耐热性较高
的条件下使用时容易出现问题,可采用适当的焊接前处理技术来改善。
1.焊接材料的选择
具有良好抗腐蚀性能的不锈钢焊接材料,通常采用低碳型、钝化性好
的不锈钢棒焊材料。
在焊接不锈钢的管件时,应采用相同类型的焊材料,
如309或310L,其低碳含量可以有效减少焊接处缺陷,使焊接部位具有
良好的抗腐蚀性能。
2.焊接工艺的确定
在焊接不锈钢之前,应先将焊接部位进行清理,去除污物和油脂等杂质,以减少焊接处的气孔和缺陷,保证焊接质量。

焊接工艺参数的选择焊接工艺参数的选择对焊接质量和生产效率具有重要影响,不同的焊接工艺参数可能会产生不同的焊接热输入和热循环,从而影响焊接区域的显微组织和力学性能。
因此,正确选择合适的焊接工艺参数至关重要。
本文将从焊接材料、焊接位置、设备条件和技术要求等方面讨论焊接工艺参数的选择。
1.焊接材料焊接材料的选择是决定焊接工艺参数的基础。
首先需确认焊接材料的种类、牌号和规格,然后根据材料的化学成分、力学性能和热物性能等参数进行分析和判断,确定焊接工艺的类型和参数。
例如,如果焊接的是高强度钢板,由于其热导率相对较低,需要采用较高的焊接电流和较大的焊接速度来增加焊缝的凝固速度,并避免产生过多的热输入。
2.焊接位置焊接位置的选择也会影响焊接工艺参数的选择。
不同的焊接位置可能会造成焊件热传导方式和热循环的不同。
例如,在水平焊接和垂直上焊接等不同位置上,热传导的方式和速度会有所不同,因此需要根据具体的焊接位置选择合适的焊接参数。
3.设备条件焊接设备的性能和条件也是选择焊接工艺参数的重要因素。
例如,焊接电流的范围、电压的调节范围、焊接速度的控制等都会直接影响焊接工艺参数的选择。
另外,焊接设备的维护和保养也会对焊接工艺参数的选择有影响,例如焊咀、电极的磨损情况、飞溅情况等都需要考虑在内。
4.技术要求根据具体的焊接要求和技术要求,选择合适的焊接工艺参数。
例如,在需要得到高强度焊缝时,可以采用高能量密度的焊接工艺,增加热输入和焊缝的深度;如果需要得到焊接变形较小的焊缝,可以采用脉冲焊接,减小热输入和热影响区域。
总之,习得火候要分庖丁解牛,正确选择合适的焊接工艺参数需要综合考虑焊接材料、焊接位置、设备条件和技术要求等因素。
通过科学分析和实验验证,选择合适的焊接工艺参数,可以提高焊接质量和生产效率,并降低生产成本。

焊接材料的介绍及其焊接工艺标准
焊接材料是指用于焊接过程中填充和连接金属零件的物质。
常见的焊接材料主要包括焊接电极、焊丝和焊剂。
以下是常见的焊接材料及其简单介绍:
1. 焊接电极:焊接电极是一种导电材料,通常由金属或合金制成。
焊接时通过电流的传导,使电极与焊件接触产生高温,将焊丝熔化并与焊件连接。
2. 焊丝:焊丝是一种可以通过熔化和凝固来连接焊件的金属线材。
根据不同的焊接材料和应用,焊丝可以分为不同种类,如钢丝、铝丝、铜丝等。
3. 焊剂:焊剂是一种用于焊接过程中提高熔化电极和焊件接触性能的物质。
它通常被涂在焊丝或焊接部位上,能够清除金属表面的氧化物和污垢,改善焊接质量。
焊接工艺标准是为了保证焊接过程质量及连接的强度而制定的一系列标准和规范。
以下是一些常用的焊接工艺标准:
1. 焊接符号和表示方法:用于标识焊缝形状、尺寸和其他有关信息的符号和表示方法。
2. 焊接工艺规程:定义了焊接方法、焊接材料、焊接参数等相关要求,以确保焊接过程中质量的一致性和稳定性。
3. 焊接工艺评定和认可:对焊接工艺进行评定和认可,以证明
其能够满足相关标准和要求。
4. 焊接过程监控和控制:使用各种监测和控制手段,对焊接过程中的相关参数进行监控和控制,以确保焊接质量。
总之,焊接材料的选择和焊接工艺标准的遵循对于保证焊接质量和连接强度至关重要。
根据具体的应用和要求,选择合适的焊接材料和遵循相应的焊接工艺标准,可以确保焊接连接的可靠性和长期使用性能。
金属材料焊接工艺标准一、焊接材料选择1.1 金属材料:根据所需焊接的金属材料,选择合适的焊接材料。
例如,低碳钢可选择普通焊条,不锈钢可选择不锈钢焊条。
1.2 焊丝:根据金属材料的种类和焊接接头的需要,选择合适的焊丝。
例如,不锈钢焊接可选用不锈钢焊丝。
1.3 保护气体:在焊接过程中,选择合适的保护气体以防止空气中的氧气和氮气进入焊接区域。
例如,使用二氧化碳作为保护气体会提高焊接质量和效率。
二、焊接方法与设备2.1 焊接方法:根据所需焊接的金属材料和焊缝要求,选择合适的焊接方法。
例如,手工电弧焊、气体保护焊、激光焊等。
2.2 焊接设备:根据所选的焊接方法,选择合适的焊接设备。
例如,手工电弧焊机、气体保护焊机、激光焊接机等。
三、焊接接头设计3.1 接头形式:根据金属材料的性质、强度要求和使用环境等因素,选择合适的接头形式。
例如,对接接头、角接接头、T形接头等。
3.2 焊缝布置:在确定接头形式后,合理布置焊缝位置以降低焊接难度和提高焊接质量。
四、焊接预处理4.1 清理:在焊接前,将金属材料表面的油污、锈蚀和氧化皮等清理干净,以防止对焊接质量造成影响。
4.2 准备坡口:根据接头形式和焊缝要求,准备合适的坡口形式。
例如,V形坡口、U 形坡口等。
五、焊接操作规程5.1 操作步骤:按照规定的操作步骤进行焊接,例如,先预热、后施焊、焊后冷却等。
5.2 操作要点:注意控制焊接参数,如电流、电压、焊接速度等,以获得良好的焊接质量和效率。
同时注意保护气体流量和焊丝干伸长度等参数的控制。
六、焊接质量检测6.1 检测方法:根据焊接要求和金属材料的性质,选择合适的检测方法。
例如,外观检测、X射线检测、超声波检测等。
6.2 检测标准:根据相关标准和设计要求,制定合理的检测标准以判断焊接质量是否合格。
例如,焊缝高度、宽度、平整度等指标的要求。
七、焊接缺陷修复7.1 缺陷类型:了解常见的焊接缺陷类型,如气孔、裂纹、未熔合等。
7.2 修复方法:根据缺陷类型和程度,选择合适的修复方法。
焊接材料选用原则焊接是一种常见的金属连接方法,广泛应用于工业生产中。
而焊接材料的选择对焊接质量和焊接工艺起着决定性的作用。
本文将从几个方面介绍焊接材料选用的原则。
1. 化学成分匹配原则焊接材料的化学成分应与被焊接材料相近,以确保焊缝的性能与母材相匹配。
如果焊接材料的成分与母材差异较大,容易产生不均匀的组织结构和化学成分,从而降低焊缝的强度和耐腐蚀性。
2. 熔点匹配原则焊接材料的熔点应适中,既不能过低导致焊缝强度低和变形大,也不能过高导致焊接难度增加。
一般来说,焊接材料的熔点应与被焊接材料接近,以确保焊接过程中两者能够充分熔化并形成良好的焊缝。
3. 热膨胀系数匹配原则焊接材料的热膨胀系数应与被焊接材料接近,以避免焊接后的残余应力和变形。
如果焊接材料的热膨胀系数与母材差异较大,焊接后易产生应力集中和裂纹,影响焊缝的质量和使用寿命。
4. 物理性能匹配原则焊接材料的物理性能应与被焊接材料相匹配。
例如,焊接材料的硬度应与母材相近,以确保焊接后的硬度分布均匀。
另外,焊接材料的延伸率和抗拉强度等性能也应与母材相匹配,以确保焊缝的可靠性和耐久性。
5. 耐腐蚀性匹配原则焊接材料的耐腐蚀性应与被焊接材料相近或更好。
如果焊接材料的耐腐蚀性差于母材,焊缝易受到腐蚀而导致失效。
因此,在选择焊接材料时,应根据被焊接材料的腐蚀环境和要求,选择具有良好耐腐蚀性的焊接材料。
6. 工艺性匹配原则焊接材料的工艺性能应与焊接工艺相匹配。
例如,焊接材料的液态流动性、湿润性和涂敷性等应适合所采用的焊接方法和设备。
选用工艺性能匹配的焊接材料,可以提高焊接效率和焊接质量。
7. 经济性原则焊接材料的选用还应考虑经济性。
在满足焊接质量和性能要求的前提下,应选择价格合理、易获取的焊接材料,以降低焊接成本。
总结起来,焊接材料选用的原则包括化学成分匹配、熔点匹配、热膨胀系数匹配、物理性能匹配、耐腐蚀性匹配、工艺性匹配和经济性原则。
通过遵循这些原则,可以选择合适的焊接材料,提高焊接质量和效率,确保焊接连接的可靠性和耐久性。
焊接工艺焊接材料选
焊接工艺是将两个或多个金属工件通过加热、熔化和冷却等步骤,将它们联结在一起的过程。
在选择焊接材料时,需要考虑的因素很多,包括所需的焊接强度、化学成分、耐腐蚀性、导电性、导热性、价格等等。
下面将详细介绍几种常见的焊接材料及其选用。
1.碳素钢
碳素钢是最常见的金属材料之一,具有良好的焊接性能。
它可以通过多种焊接方法进行焊接,如电弧焊、气体保护焊、摩擦焊等。
碳素钢具有较高的强度和硬度,适用于机械结构、建筑、汽车制造等领域。
在选择碳素钢焊条时,需要根据具体的焊接条件和要求选择不同的焊条材料。
2.不锈钢
3.铝合金
4.铜
5.钛合金
综上所述,选择焊接材料时需要综合考虑焊接材料的性能和要求,并根据具体情况选用相应的焊接方法和焊接材料。
通过正确选择焊接材料,可以提高焊接的质量和强度,保证焊接工艺的可靠性和稳定性。
焊接材料的选择原则焊接是一种常见的金属加工方法,而焊接材料的选择对于焊接质量和效果有着至关重要的影响。
在选择焊接材料时,需要考虑诸多因素,包括焊接材料的种类、性能、适用范围等。
下面将从几个方面介绍焊接材料的选择原则。
首先,需要考虑焊接材料的种类。
常见的焊接材料包括焊丝、焊条、焊粉等。
不同的焊接材料适用于不同的焊接方法和材料。
例如,对于氩弧焊、氩气保护焊等焊接方法,通常选择氩弧焊丝或者氩气保护焊丝;对于电弧焊、气焊等焊接方法,通常选择焊条。
因此,在选择焊接材料时,需要根据具体的焊接工艺和要求来确定所需的焊接材料种类。
其次,需要考虑焊接材料的性能。
焊接材料的性能包括焊接强度、塑性、硬度、耐腐蚀性等。
在选择焊接材料时,需要根据焊接件的要求来确定所需的焊接材料性能。
例如,在焊接高强度钢材时,需要选择具有高强度和良好塑性的焊接材料;在焊接耐腐蚀性要求较高的工件时,需要选择具有良好耐腐蚀性能的焊接材料。
因此,在选择焊接材料时,需要充分了解焊接件的使用环境和要求,以确定所需的焊接材料性能。
此外,需要考虑焊接材料的适用范围。
不同的焊接材料适用于不同的材料和厚度。
在选择焊接材料时,需要根据焊接件的材料和厚度来确定所需的焊接材料。
例如,在焊接不锈钢时,需要选择适用于不锈钢的焊接材料;在焊接较厚工件时,需要选择具有良好焊适性的焊接材料。
因此,在选择焊接材料时,需要充分了解焊接件的材料和厚度,以确定所需的焊接材料适用范围。
综上所述,焊接材料的选择原则包括考虑焊接材料的种类、性能和适用范围。
在选择焊接材料时,需要根据具体的焊接工艺和要求来确定所需的焊接材料种类;需要根据焊接件的要求来确定所需的焊接材料性能;需要充分了解焊接件的材料和厚度,以确定所需的焊接材料适用范围。
只有根据这些原则来选择焊接材料,才能确保焊接质量和效果。
焊接材料的介绍及其焊接工艺标准焊接材料是指用于焊接工艺中的各种材料,包括焊接电极、焊丝、焊剂等。
在焊接过程中,选择合适的焊接材料对于焊接质量和效率都有着重要的影响。
本文将介绍焊接材料的种类、特点以及其在焊接工艺中的标准应用。
首先,我们来介绍焊接电极。
焊接电极是焊接中最常用的焊接材料之一,根据其类型的不同可以分为药芯焊条、药芯焊丝和无芯焊丝。
药芯焊条是在焊丝的外层包覆有一层焊剂,可以在焊接过程中起到保护和增强焊接质量的作用。
而无芯焊丝则是指焊丝内部没有药芯,其焊接质量主要取决于焊工的操作技术和焊接设备的性能。
在选择焊接电极时,需要根据所需焊接材料的种类和厚度来确定。
其次,焊接丝也是焊接过程中不可或缺的焊接材料之一。
焊接丝的种类繁多,根据其成分的不同可以分为碳钢焊丝、不锈钢焊丝、铝合金焊丝等。
不同种类的焊接丝适用于不同种类的焊接材料,选择合适的焊接丝可以提高焊接接头的质量和强度。
在实际焊接工艺中,需要根据焊接材料的种类和要求来选择相应的焊接丝,以确保焊接接头的质量。
此外,焊接剂也是焊接过程中不可或缺的辅助材料之一。
焊接剂的主要作用是在焊接过程中起到保护和净化焊接接头的作用,可以有效防止氧化和杂质的产生,提高焊接接头的质量和外观。
在选择焊接剂时,需要根据焊接材料的种类和要求来确定,以确保焊接过程中的质量和效率。
在实际焊接工艺中,除了选择合适的焊接材料外,还需要严格按照焊接工艺标准进行操作。
焊接工艺标准是指在焊接过程中规定的各项操作要求和技术指标,包括焊接设备的选择、预热温度的控制、焊接速度的调节等。
严格按照焊接工艺标准进行操作可以保证焊接接头的质量和稳定性,避免焊接过程中出现焊裂、气孔等质量问题。
总之,选择合适的焊接材料并严格按照焊接工艺标准进行操作是保证焊接质量和效率的关键。
在实际焊接过程中,需要根据焊接材料的种类和要求来选择合适的焊接电极、焊接丝和焊接剂,并严格按照焊接工艺标准进行操作,以确保焊接接头的质量和稳定性。
焊接材料如何选择?焊接材料选择基本原则一.定义焊接材料:焊接时所消耗材料(包括焊条、焊丝、焊剂、保护气体、电极、熔剂等)的通称。
焊条:涂有药皮的供电弧焊用的熔化电极。
焊丝:焊接时作为填充金属,或同时用来导电的金属丝。
焊剂:焊接时,能够熔化形成熔渣(有的也有气体),对熔化金属起保护和冶金作用的一种颗粒状物质。
保护气体:焊接过程中用于保护金属熔滴、焊接熔池和焊接区高温金属,防止外界有害气体进入焊接区的气体。
电极:熔焊时,用以传导电流并使填充材料和母材熔化或本身也作为填充材料而熔化的金属丝(焊丝、焊条)、棒(石墨棒、钨棒)、管、板等。
电阻焊时,指用以传导电路和传递压力的金属极。
熔剂:气焊时用以去除焊接过程中形成的氧化物、改善熔池的润湿性的粉状物质。
焊接材料选用的一般原则1. 焊条对焊条的基本要求:(1)焊条的熔敷金属应具有良好的力学性能(2)焊条的熔敷金属应具有规定的化学成分,以保证其使用性能的要求(3)焊条应具有良好的工艺性能(4)要求焊条具有良好的抗气孔、抗裂纹能力(5)焊条应具有良好的外观(表皮)质量焊条的组成:焊条由焊芯和药皮两部分组成。
焊条中被药皮包覆的金属芯是焊芯,其主要作用是导电,在焊条端部形成电弧,同时焊芯靠电弧热熔化后,冷却形成具有一定成分的熔敷金属。
焊条中涂在焊芯表面上的涂料称为药皮。
其主要作用是机械保护作用、冶金处理作用和改善焊接工艺性能。
焊条的分类:按熔渣的碱度分为酸性焊条和碱性焊条;按药皮的主要成分分为钛型、钛钙型、钛铁矿型、氧化铁型;按用途分类分为结构钢焊条(J)、钼及铬钼耐热钢焊条(R)、不锈钢焊条(铬不锈钢G,铬镍不锈钢A)、堆焊焊条(D)、低温焊条(W)、铸铁焊条(Z)、镍及镍合金焊条(Ni)、铜及铜合金焊条(T)、铝及铝合金焊条(L)、特殊用途焊条(Ts)。
焊条的型号和牌号:焊条的牌号应包括以下含义:焊条、焊条类别、焊条特点(如熔敷金属的抗拉强度、使用温度、焊芯金属类型、熔敷金属化学组成类型等)、药皮类型及焊接电源。
焊接工艺评定标准一、焊接方法与材料1.1 焊接方法选择应选择能够保证焊接质量、易操作、适应性广、效率高的焊接方法。
根据母材种类、接头形式、熔敷金属的化学成分和力学性能要求等因素来选择。
1.2 焊接材料选择应选择能够满足母材的焊接性要求、具有良好工艺性能、且能保证焊接接头质量的焊接材料。
根据母材种类、接头形式、熔敷金属的化学成分和力学性能要求等因素来选择。
二、母材与焊接材料2.1 母材母材应符合相关标准,并具备足够的强度、塑性、冲击韧性等力学性能。
同时,应考虑母材的化学成分、杂质含量等因素对焊接接头质量的影响。
2.2 焊接材料焊接材料应符合相关标准,并具备合适的化学成分和力学性能。
同时,应考虑焊接材料的杂质含量、硫磷含量等因素对焊接接头质量的影响。
三、焊接工艺与接头设计3.1 接头设计接头设计应考虑母材的力学性能和化学成分、焊接材料的力学性能和化学成分等因素,以确保焊接接头的质量和使用性能。
同时,应考虑接头的结构形式、坡口形式等因素对焊接操作的影响。
3.2 焊接工艺参数选择焊接工艺参数选择应考虑母材种类、焊接材料种类、接头形式等因素,以确保焊接过程的稳定性和焊接接头的质量。
同时,应考虑焊接电流、电弧电压、焊接速度等参数对焊接效率和变形量的影响。
四、焊接过程与质量控制4.1 焊接过程控制应制定详细的焊接工艺流程和操作规程,并对焊接过程进行严格控制。
同时,应建立完善的焊接质量管理体系,确保焊接质量的稳定性和可靠性。
4.2 质量控制与检验应对每道焊缝进行外观检查和质量检测,以确保焊缝质量和整体焊接质量符合要求。
同时,应对关键部位进行无损检测,如射线探伤、超声波探伤等,以确保焊接接头的无损性和使用性能。
五、试验与检验要求5.1 试验要求应对每种母材和焊接材料组合进行焊接工艺试验,以确定最佳的焊接工艺参数和操作规程。
同时,应对新型或改型母材和焊接材料组合进行验证性试验,以确保其适应性和可靠性。
5.2 检验要求应对每道焊缝进行外观检查和质量检测,并按照相关标准进行验收。
焊接材料选用的基本原则1.编制说明1.1本标准作为工厂产品设计,工艺文件编制和焊接材料定额制定的主要依据。
2.焊接材料选用标准依据以下原则制定。
①结构钢焊接材料的选用主要考虑其熔敷金属的强度等于或略高于母材。
但对于淬硬倾向较大的钢种,其底层焊缝或非主要受力焊缝,可以选用其熔敷金属强度略低于母材的焊接材料。
②对于耐热钢或不锈钢的焊接材料,主要考虑其熔敷金属的化学成份应与母材基本接近。
③同时要考虑到产品的工作条件和刚度大小。
④同时要考虑到焊接工艺性能的因素。
⑤为了便于工厂对焊接材料的采购和管理,尽量简化品种。
⑥低合金钢与碳钢的异种钢焊,焊接材料选用基本原则是以机械性能达到较低一侧,而焊接工艺应按要求较高一侧。
⑦不锈钢与其他的异种钢焊接,焊接材料选用的基本原则是考虑过渡层的焊接特性。
⑧由于异种钢焊接情况比较复杂,某些情况下亦应通过焊接工艺试验或其它原则选定。
3.考虑到供应工作的困难及其它特殊原因,在选用标准中,专列一项“允许代用焊条(焊丝)”。
在一般情况下均应选用“应选用焊条(焊丝)”一栏中拟定的牌号。
4.对于我厂第一次使用的新钢种,必须经过焊接工艺评定表1常用钢材焊接材料选用表表2常用钢材焊接材料选用表表4铬\铬镍不锈钢与其它钢焊接材料选用表注:1)碳钢包括Q235-A 20 20g2)低合金钢包括:16Mn 16Mng 16MnR 20MnMo 19Mn6 15MnV 14MnMoV 18MnMoNb BHW-35 3)耐热钢包括:12CrMo 15CrMo 12Cr1MoV 12Cr2MoWVTiB4)奥氏体不锈钢包括:0Cr18Ni9 1Cr18Ni9 0Cr18Ni9Ti 1Cr18Ni9Ti Cr20Ni14Si2 Cr25Ni13 Cr25Ni20 5)铁素体不锈钢包括:0Cr13 1Cr136)马氏体不锈钢包括:2Cr13 3Cr13 1Cr6Si2Mo碳钢(GB5117),低合金钢(GB5118)不锈钢GB983)焊条新旧对照表焊接材料选用标准2006-0424代替1999-0424)焊接材料选用表中的注解⑴E4303(J422焊条只适用于第一类压力容器中的非重要结构件⑵序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用12焊丝。
常用材质及焊接焊丝选择
简介
在焊接工艺中,选择适合的材质和焊接焊丝是至关重要的。
本
文将介绍几种常用材质及焊接焊丝的选择建议。
常用材质
不锈钢
不锈钢是一种常用的材质,具有良好的耐腐蚀性和强度。
根据
不锈钢的含碳量和合金元素的不同,可以选择不同类型的焊接焊丝。
一般来说,选择与不锈钢材质匹配的焊接焊丝可获得更好的焊接效
果和强度。
碳钢
碳钢是另一种常见的材质,具有较高的强度和机械性能。
焊接
碳钢时,可以选择适用于该材质的焊接焊丝,以获得理想的焊接质量。
铝合金
铝合金是轻量且耐腐蚀的材质,广泛应用于航空航天和汽车工
业等领域。
选择合适的焊接焊丝可以确保铝合金焊接的质量和强度。
焊接焊丝选择
铜焊丝
铜焊丝常用于连接铜管和铜制品。
它具有良好的导电性和导热性,并且易于焊接。
碳钢焊丝
碳钢焊丝可用于焊接碳钢材料,具有较高的强度和耐久性。
不锈钢焊丝
不锈钢焊丝适用于焊接不锈钢材料,具有优异的耐腐蚀性和强度。
铝焊丝
铝焊丝适用于焊接铝合金材料,具有良好的焊接性能和强力连接。
总结
在选择材质和焊接焊丝时,我们应该根据具体情况选择与材料
相匹配的焊接焊丝,以确保焊接质量和强度。
不同的材质和应用场
景需要不同的焊接焊丝选择,请根据具体需求和相关标准进行选择。
以上为常用材质及焊接焊丝选择的简要介绍。
希望能对您有所
帮助。